本发明属于渐进成形领域,尤其是一种坯料主动的双点渐进成形加工装置及方法。
背景技术:
1、渐进成形技术是一种板材柔性无模成形技术,由旋转的工具头沿特定轨迹运动挤压板材坯料的微小变形积累得到目标零件。该方法灵活性高、模具成本低、适用于复杂表面加工,也是柔性制造、智能制造的重要方法。
2、现有渐进成形方法和设备多采用单工具头加工零件,生产效率低。板材坯料受单个工具头载荷作用,受力不平衡,易出现坯料歪曲、局部破裂等问题,零件精度低。渐进成形设备也存在自动程度低、柔性差、手动装夹辅助时间长等问题。
技术实现思路
1、本发明的目的在于克服上述现有技术的缺点,提供一种坯料主动的双点渐进成形加工装置及方法。
2、为达到上述目的,本发明采用以下技术方案予以实现:
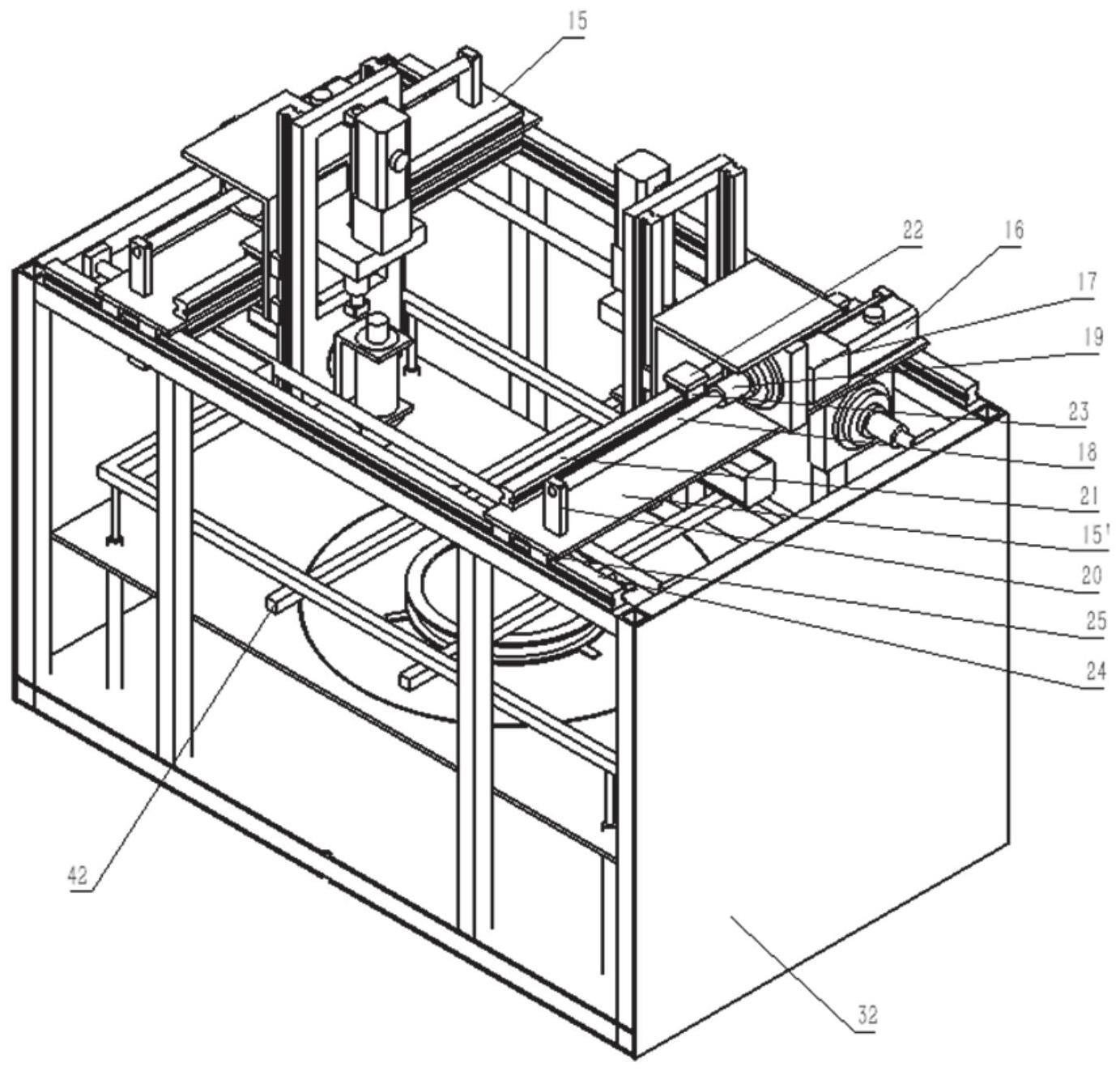
3、一种坯料主动的双点渐进成形加工装置,包括框架式床身,框架式床身的底部为底板,框架式床身的中间位置设有中板,所述框架式床身的顶端设有两套相对设置的加工模块和平移系统,所述加工模块的底部为工具头;
4、所述加工模块分别连接有一套平移系统,以实现加工模块x、y及z轴方向的平移运动;
5、所述底板上设有主轴,主轴在主轴电机的驱动下进行转动,主轴顶部穿过中板连接有转盘,转盘上通过夹具固定有底部模具,底部模具上设有上模盘,两者之间用于装夹坯料;
6、所述加工模块包括工具头、电主轴、摆动轴安装座、减速器、旋转臂安装板、伺服电机和正交底板;
7、电主轴固定在摆动轴安装座上,电主轴的底部装有工具头;旋转臂安装板上设有减速器,减速器与伺服电机相连;减速器的输出端与摆动轴安装座相连,以调节电主轴的摆动角度。
8、进一步的,还包括气压装夹系统,所述用于实现坯料自动装夹与随动运动。
9、进一步的,所述气压装夹系统包括伺服气缸、上气动框架和气动滑杆;
10、四个伺服气缸设置在底板上,伺服气缸顶部穿过中板,伺服气缸顶部设置有上气动框架,气动框架上设有气动滑杆。
11、一种坯料主动的双点渐进成形加工装置,包括转盘,所述转盘的底部设有主轴,所述主轴由主轴电机进行驱动转动;
12、所述转盘上设有底部模具,所述底部模具上设有上模盘,上模盘和底部模具之间用于夹持坯料;
13、所述转盘的上部设有两个成形工具头,所述工具头能够自转,同时能够在三维方向上移动和摆动。
14、一种坯料主动的双点渐进成形加工方法,基于上述坯料主动的双点渐进成形加工装置进行,包括以下步骤:
15、s1:获取坯料和目标件特征,确定两个成形工具头的自转和运动参数和主轴的转动参数;
16、s2:装夹坯料,使坯料压紧在底部模具和上模盘之间;
17、s3:主轴电机带动坯料转动,工具头自转,两个成形工具头对称分布于坯料的两侧,协同主轴沿着预定的加工路径运动,分层加工坯料;
18、s4:加工完成,主轴停止转动,工具头离开坯料并停止运动,之后气动夹具与坯料分离,取下成形后的坯料。
19、进一步的,s2)中,开启气压系统使坯料压紧在底部模具和上模盘之间。
20、进一步的,s2)中,当进行负成形渐进工艺成形时,坯料外缘被上模盘和上气动框架和气动滑杆夹紧,竖直方向整体固定,工具头向下运动,完成负成形工艺。
21、进一步的,s2)中,当进行正成形渐进工艺成形时,坯料中部设置有固定支撑,坯料外缘被上模盘和上气动框架和气动滑杆夹紧,与工具头随动,完成正成形工艺。
22、与现有技术相比,本发明具有以下有益效果:
23、针对航空、车辆等领域的复杂板材零件使用传统的坯料静止的单点渐进加工技术和装备工作效率低、精度差的缺点,本发明提供一种坯料主动的双点渐进成形加工装置及方法,具有双点工作、自动装夹、坯料可控自转、两个4自由度的工具头,显著减少了加工及辅助时间、增强材料变形稳定性、提高工件的生产效率和成形精度。本发明工具头在加工时主动自转,主轴也可带动坯料旋转,工具头与坯料之间的相对摩擦,促进了材料流动与连续变形,降低了传动机构的要求,提高了加工精度;而加工模块控制工具头有很大的柔性,工具头可以在任意空间位置协同主轴进行加工,两个成形工具头可以按照预定规则同步或独立地进行加工,有着灵活的加工路径选择,便于复杂形状零件的加工,可以大大提高生产效率;同时,采用双工具头混合加工,能够使坯料受力更平衡,有利于提高成形精度。
24、进一步的,采用气压系统提升了装夹速率,便于生产效率的提高;气缸有两种不同的工作方式,作为凸起式渐进成形的模具随动支撑,也可以在加工凹式工件时压紧坯料不动。本发明的装备适用两种运动方式,对应负成形和正成形两种渐进成形工艺,适用性广。当坯料外缘被模具和气动夹具夹紧,竖直方向整体固定,工具头向下运动,完成负成形;当坯料外缘被模具和气动夹具夹紧,坯料中部安装一个固定支撑时,坯料边缘和模具被气动夹具带动,与工具头随动,完成正成形。
技术特征:1.一种坯料主动的双点渐进成形加工装置,其特征在于,包括框架式床身,框架式床身的底部为底板,框架式床身的中间位置设有中板(34),所述框架式床身的顶端设有两套相对设置的加工模块和平移系统,所述加工模块的底部为工具头(1);
2.根据权利要求1所述的坯料主动的双点渐进成形加工装置,其特征在于,还包括气压装夹系统,所述用于实现坯料自动装夹与随动运动。
3.根据权利要求2所述的坯料主动的双点渐进成形加工装置,其特征在于,所述气压装夹系统包括伺服气缸(40)、上气动框架(41)和气动滑杆(42);
4.一种坯料主动的双点渐进成形加工装置,其特征在于,包括转盘(35),所述转盘(35)的底部设有主轴(39),所述主轴(39)由主轴电机进行驱动转动;
5.一种坯料主动的双点渐进成形加工方法,其特征在于,基于权利要求1-4任一项所述坯料主动的双点渐进成形加工装置进行,包括以下步骤:
6.根据权利要求5所述坯料主动的双点渐进成形加工方法,其特征在于,s2)中,开启气压系统使坯料(46)压紧在底部模具(37)和上模盘(36)之间。
7.根据权利要求6所述坯料主动的双点渐进成形加工方法,其特征在于,s2)中,当进行负成形渐进工艺成形时,坯料(46)外缘被上模盘(36)和上气动框架(41)和气动滑杆(42)夹紧,竖直方向整体固定,工具头(1)向下运动,完成负成形工艺。
8.根据权利要求6所述坯料主动的双点渐进成形加工方法,其特征在于,s2)中,当进行正成形渐进工艺成形时,坯料(46)中部设置有固定支撑,坯料(46)外缘被上模盘(36)和上气动框架(41)和气动滑杆(42)夹紧,与工具头(1)随动,完成正成形工艺。
技术总结本发明公开了一种坯料主动的双点渐进成形加工装置及方法,属于渐进成形领域。本发明提供一种坯料主动的双点渐进成形加工装置及方法,具有双点工作、两个4自由度的工具头,工具头加工时主动自转,主轴也可带动坯料旋转,工具头与坯料之间的相对摩擦,促进了材料流动与连续变形,降低了传动机构的要求,提高了加工精度;而加工模块控制工具头有很大的柔性,工具头可以在任意空间位置协同主轴进行加工,两个成形工具头可以按照预定规则同步或独立地进行加工,有着灵活的加工路径选择,便于复杂形状零件的加工,可以大大提高生产效率;同时,采用双工具头混合加工,可以使坯料受力更平衡,有利于提高成形精度。
技术研发人员:朱成成,文嘉诚,田冲,李帆,孟德安,董渊哲
受保护的技术使用者:长安大学
技术研发日:技术公布日:2024/1/12