一种气动轴套类工件加工用上卸料工装及其使用方法与流程
本发明涉及一种气动轴套类工件加工用上卸料工装及其使用方法。
背景技术:
1、驱动杆属于气动轴套类工件之一,且驱动杆在整个安全装置组件中位关键传动零件,其功能是由电机带动连接座,连接座带动驱动杆作回运动,促使横向芯轴在驱动杆左右两侧螺旋导槽上作轴向线性矢量平移运动,再由芯轴带动挡板作往复运动,实现整个安全装置对火工品开合起爆的功能。
2、目前生产都对气动轴套类工件加工工装有着更高的实用性需求,如何让高效、自动化,标准化的内撑胀夹类工装置符合机加工行业自动化生产型需求,对传统的机加工自动化装置提出了新的挑战,存在以下不足:装夹条件重复定位条件多;人工装夹角度与加工角度不固定,容易存在偏差,装夹条件客观变化;锁夹刀头受力人工单向,容易导致工装偏心,增加工序工装累计公差。
技术实现思路
1、本发明的目的在于提供一种气动轴套类工件加工用上卸料工装及其使用方法,采用微动气缸替换手动装夹,以稳定气压代替人力非标装夹力,以定向角度代替人工装夹角度减少装夹条件人力客观变化,避免工装偏心,减少工装的累计公差,以解决上述背景技术中提出的问题。
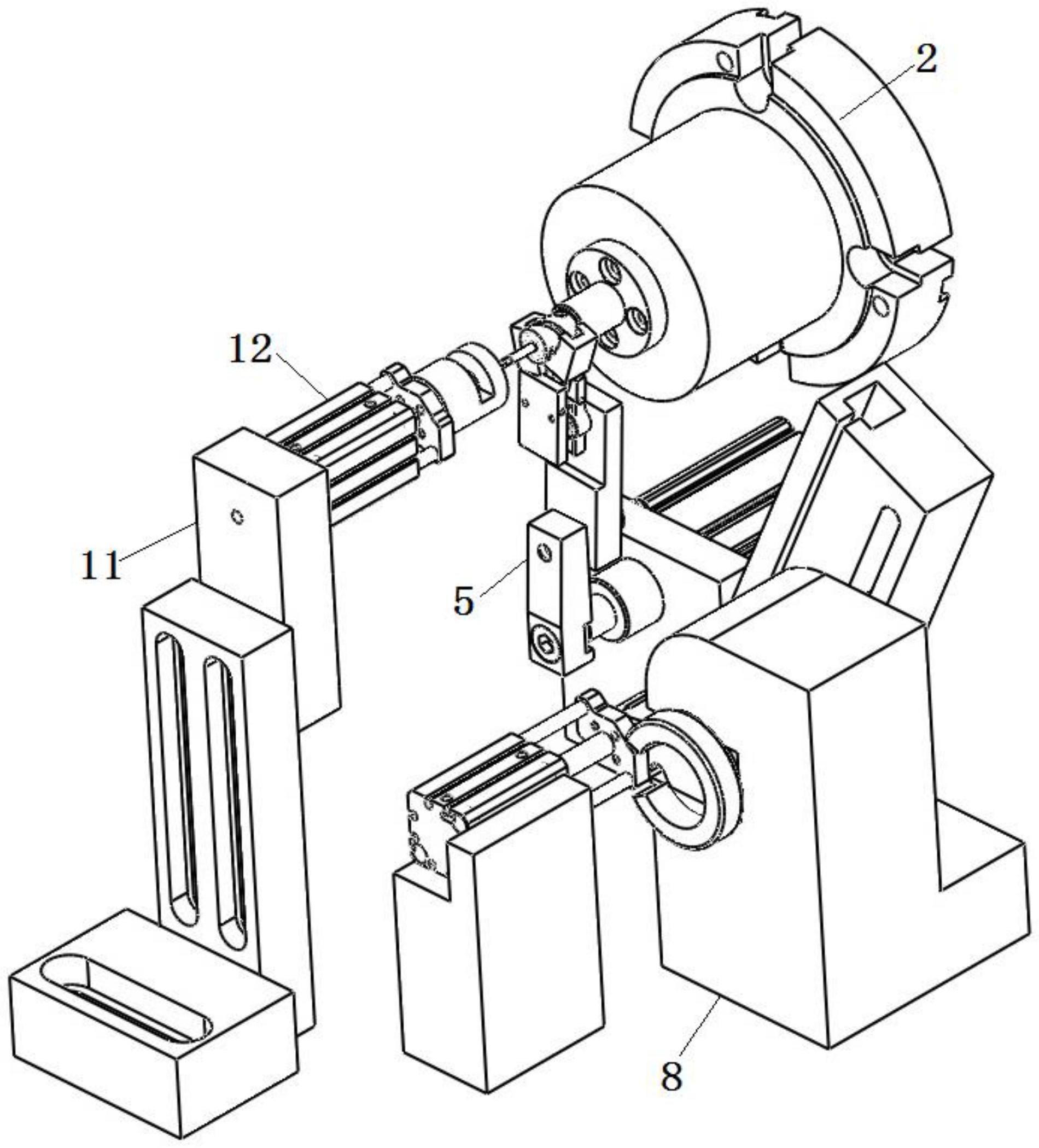
2、为实现上述目的,本发明提供如下技术方案:一种气动轴套类工件加工用上卸料工装及其使用方法,包括夹紧机构,用于夹紧待加工的工件;
3、压紧机构,与所述夹紧机构设置在同一条直线上,用于辅助夹紧机构对待加工工件的另一端进行支撑压紧;
4、料匣机构,用于供应待加工的工件与暂存加工好的工件;
5、上卸料机构,配合所述料匣机构使用,用于将待加工工件从所述料匣机构取出、夹持、进而输送到所述夹紧机构进行夹紧以完成上料或将加工好工件从所述夹紧机构取下放入所述料匣机构暂存以完成卸料。
6、进一步的,所述夹紧机构包括法兰盘,所述法兰盘上设置有可调气缸座,所述可调气缸座内、沿其轴向安装有可调行程气缸,所述可调气缸座靠近压紧机构的一端设置有膨胀夹具,所述膨胀夹具用于夹紧驱动杆。
7、进一步的,所述膨胀夹具包括安装在可调气缸座上的夹具座,所述夹具座的中心位置设置有夹具头,且所述夹具头上设置有开花膨胀轴,所述开花膨胀轴内设置有与其相适配的锥面轴芯,且所述锥面轴芯与所述可调行程气缸的输出端连接以控制锥面轴芯在开花膨胀轴内滑动,从而控制开花膨胀轴的开合度以对驱动杆进行夹紧或放松。
8、进一步的,所述压紧机构包括第一工装座,所述第一工装座上安装有第一双导杆气缸,且所述第一双导杆气缸的输出端设置有第一气动压块,所述第一气动压块的外端设置有第二气动压块,所述第一气动压块辅助配合第二气动压块对驱动杆进行压紧。
9、进一步的,所述上卸料机构包括第二工装座,所述第二工装座上安装有回转夹紧气缸,且所述回转夹紧气缸上设置有气缸轴,所述气缸轴的输出端设置有连接臂,且所述连接臂上安装有上料臂所述上料臂上设置有支点开闭型气爪,所述支点开闭型气爪上设置有气爪夹板,所述支点开闭型气爪配合气爪夹板对驱动杆进行夹持或放松。
10、进一步的,所述料匣机构包括第一上料座与第二上料座,所述第一上料座上安装有第二双导杆气缸,所述第二上料座上安装有开口式直线轴承,所述开口式直线轴承内安装有上卸料器,所述第二双导杆气缸的输出端通过转动轴承与上卸料器连接,所述上卸料器上还安装有料匣本体。
11、一种气动轴套类工件加工用上卸料工装的使用方法,包括以下步骤:
12、步骤(a)、各气缸复位,伺服启动,机床准备,料匣本体填装产品驱动杆;
13、步骤(b)、第二双导杆气缸从料匣本体取pcs产品驱动杆至支点开闭型气爪取料工位;
14、步骤(c)、通过支点开闭型气爪的气爪夹板夹取产品驱动杆,回转夹紧气缸运动翻转至轴机床轴线并套上开花膨胀轴;
15、步骤(d)、可调行程气缸拉紧开花膨胀轴内的锥面轴芯;
16、支点开闭型气爪复位,气爪夹板放松产品驱动杆,回转夹紧气缸复位回上卸料工位;
17、步骤(e)、第一双导杆气缸推产品驱动杆压实开花膨胀轴,可调行程气缸快速推并拉紧以保证产品驱动杆定位准确;
18、步骤(f)、加工螺旋槽及轴头扁位;
19、步骤(g)、加工结束,第一双导杆气缸复位,回转夹紧气缸运动至产品驱动杆加工工位;
20、步骤(h)、支点开闭型气爪通过气爪夹板再次夹紧产品驱动杆,第二双导杆气缸推上卸料器,回转夹紧气缸复位,使产品驱动杆夹取至卸料工位;
21、步骤(i)、支点开闭型气爪放松产品驱动杆,第二双导杆气缸拉动上卸料器,使产品驱动杆脱落,取料器上料工位取料至支点开闭型气爪工位。
22、与现有技术相比,本发明的优点与好处:
23、本发明缩减装夹定位机构,减少定位条件,降低装夹的繁复度;
24、本发明采用微动气缸替换手动装夹,以稳定气压代替人力非标装夹力,以定向角度代替人工装夹角度减少装夹条件人力客观变化,减小误差;
25、本发明通过集成plc控制电磁阀控制各气缸实现自动上料、加工、卸料动作,夹具标准可控,程序标准可控,以保证产品标准可控,解放双手的同时能够提高加工效率与质量。
技术特征:
1.一种气动轴套类工件加工用上卸料工装,其特征在于,包括:
2.根据权利要求1所述的一种气动轴套类工件加工用上卸料工装,其特征在于:所述夹紧机构(2)包括法兰盘(21),所述法兰盘(21)上设置有可调气缸座(22),所述可调气缸座(22)内、沿其轴向安装有可调行程气缸(23),所述可调气缸座(22)靠近压紧机构(1)的一端设置有膨胀夹具(3),所述膨胀夹具(3)用于夹紧驱动杆(4)。
3.根据权利要求2所述的一种气动轴套类工件加工用上卸料工装,其特征在于:所述膨胀夹具(3)包括安装在可调气缸座(22)上的夹具座(31),所述夹具座(31)的中心位置设置有夹具头(32),且所述夹具头(32)上设置有开花膨胀轴(33),所述开花膨胀轴(33)内设置有与其相适配的锥面轴芯(34),且所述锥面轴芯(34)与所述可调行程气缸(23)的输出端连接以控制锥面轴芯(34)在开花膨胀轴(33)内滑动,从而控制开花膨胀轴(33)的开合度以对驱动杆(4)进行夹紧或放松。
4.根据权利要求1所述的一种气动轴套类工件加工用上卸料工装,其特征在于:所述压紧机构(1)包括第一工装座(11),所述第一工装座(11)上安装有第一双导杆气缸(12),且所述第一双导杆气缸(12)的输出端设置有第一气动压块(13),所述第一气动压块(13)的外端设置有第二气动压块(14),所述第一气动压块(13)辅助配合第二气动压块(14)对驱动杆(4)进行压紧。
5.根据权利要求1所述的一种气动轴套类工件加工用上卸料工装,其特征在于:所述上卸料机构(5)包括第二工装座(51),所述第二工装座(51)上安装有回转夹紧气缸(52),且所述回转夹紧气缸(52)上设置有气缸轴(53),所述气缸轴(53)的输出端设置有连接臂(54),且所述连接臂(54)上安装有上料臂(55)所述上料臂(55)上设置有支点开闭型气爪(6),所述支点开闭型气爪(6)上设置有气爪夹板(7),所述支点开闭型气爪(6)配合气爪夹板(7)对驱动杆(4)进行夹持或放松。
6.根据权利要求1所述的一种气动轴套类工件加工用上卸料工装,其特征在于:所述料匣机构(8)包括第一上料座(81)与第二上料座(82),所述第一上料座(81)上安装有第二双导杆气缸(811),所述第二上料座(82)上安装有开口式直线轴承(821),所述开口式直线轴承(821)内安装有上卸料器(83),所述第二双导杆气缸(811)的输出端通过转动轴承与上卸料器(83)连接,所述上卸料器(83)上还安装有料匣本体(84)。
7.基于权利要求1—6任一项所述的一种气动轴套类工件加工用上卸料工装的使用方法,其特征在于:包括以下步骤:
技术总结
本发明公开了一种气动轴套类工件加工用上卸料工装及其使用方法,包括夹紧机构,用于夹紧待加工的工件;压紧机构,与夹紧机构设置在同一条直线上,用于辅助夹紧机构对待加工工件的另一端进行支撑压紧;料匣机构,用于供应待加工的工件与暂存加工好的工件;上卸料机构,配合料匣机构使用,用于将待加工工件从料匣机构取出、夹持、进而输送到夹紧机构进行夹紧以完成上料或将加工好工件从夹紧机构取下放入料匣机构暂存以完成卸料。本发明缩减装夹定位机构,减少定位条件,降低装夹的繁复度;采用微动气缸替换手动装夹,以稳定气压代替人力非标装夹力,以定向角度代替人工装夹角度减少装夹条件人力客观变化,减小误差。
技术研发人员:曹齐文,王永
受保护的技术使用者:南京箬升机电制造有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!