一种高效定位的电池盒下托盘焊接工装及其焊接工艺的制作方法
本发明涉及电池盒下托盘焊接,具体为一种高效定位的电池盒下托盘焊接工装及其焊接工艺。
背景技术:
1、电池盒下托盘作为电池盒的主要支撑结构,一般通过螺栓连接与焊接完全全部连接,现有技术中,电池盒下托盘各个组件在组焊前,需要进行拼装定位,一般采用简单的定位工装完成定位后,再进行各个连接件搭接处的焊接作业,现有技术中的电池盒下托盘定位用焊接工装,一般结构比较简单,操作方法简单,满足现有技术的使用要求,但是其在实际的使用过程中仍存在以下缺点:
2、1.现有技术中的电池盒下托盘焊接工装,各个零件需要单独进行拼接定位,增加操作步骤,增加加工的工时,并且采用较多人工辅助操作,降低焊接效率;
3、2.现有技术中的电池盒下托盘焊接工装,自动化程度抵,并且有效定位的效率较低,多次拼装定位,增加累积误差,整体焊接精度与焊接效率有待于进一步提高。
技术实现思路
1、本发明的目的在于提供一种高效定位的电池盒下托盘焊接工装,以解决上述背景技术中提出的问题。
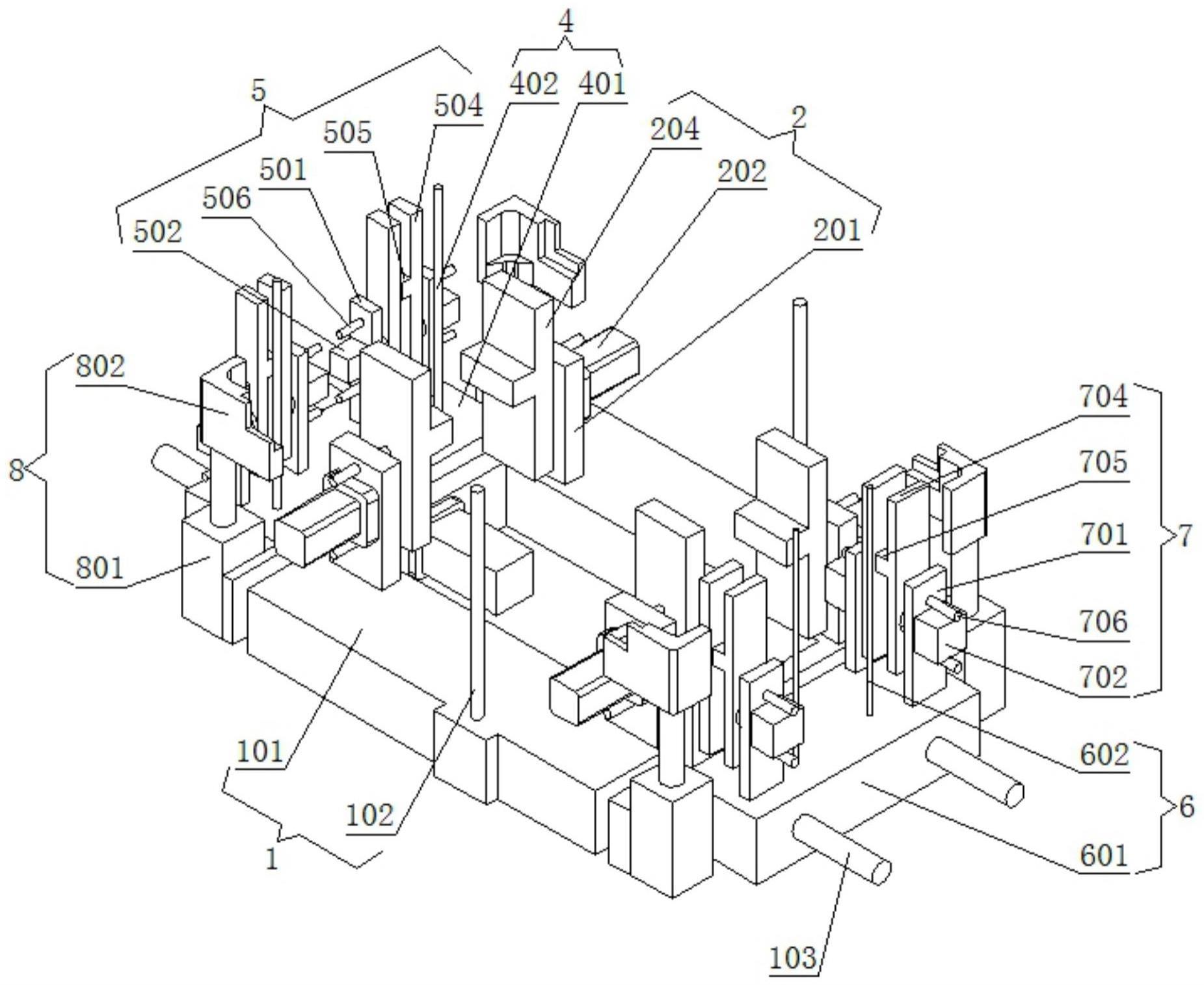
2、为实现上述目的,本发明提供如下技术方案:一种高效定位的电池盒下托盘焊接工装,包括中间定位机构、中间定位机构左右两端所设的左端定位机构与右端定位机构,所述中间定位机构包括中间定位座组件、中间定位座组件上端所设的中间固定夹紧组件与中间定位座组件中间左右两端所设的对接驱动组件,所述左端定位机构包括左端定位座组件与左端定位座组件上端所设的左端固定夹紧组件,所述右端定位机构包括右端定位座组件与右端定位座组件上端所设的右端固定夹紧组件,所述中间定位座组件左右两端的对接驱动组件分别与左端定位座组件、右端定位座组件相固定连,所述左端固定夹紧组件的前后两端与右端固定夹紧组件的前后两端分别对称设有焊缝连接件定位组件。
3、优选的,所述中间定位座组件包括中间底座,且在中间底座上端的前后两侧对称设有中间定位柱,所述中间底座的左右两端面上向外对称设有导柱i。
4、优选的,所述中间固定夹紧组件包括中间底座上端左右两端对称所设的驱动立板i,且在驱动立板i的外侧面上固定安装有驱动缸i,所述驱动缸i的轴端固定连接有连接板i,且在连接板i的侧面固定安装有中间夹板i,所述中间夹板i的中间向外垂直连接有中间托板i,所述中间夹板i侧面的上下两端固定连接有与驱动立板i相穿配的导柱ii。
5、优选的,所述对接驱动组件包括固定安装在中间底座左右两端内侧面上的驱动缸ii,所述中间底座的外侧并且在驱动缸ii活塞杆的端面固定连接有连接板ii,所述连接板ii分别与左端定位座组件、右端定位座组件的一端固定相连。
6、优选的,所述左端定位座组件包括与连接板ii左端面固定相连的左端底座,且在左端底座的前后两端开设有与导柱i相滑配的导向孔i,所述左端底座上端面的左右两侧对称设有左端定位柱。
7、优选的,所述左端固定夹紧组件包括左端底座上端左右两侧对称所设的两组对向设置的驱动立板ii,且在驱动立板ii的外侧面上固定安装有驱动缸iii,所述驱动缸iii活塞杆的端部并且在驱动立板ii的内侧固定连接有连接板iii,所述连接板iii的内侧面上固定连接有中间夹板ii,所述中间夹板ii内侧的中间垂直固定连接有中间托板ii,所述中间夹板ii外侧的上下两端固定连接有与驱动立板ii相穿配的导柱iii。
8、优选的,所述右端定位座组件包括与连接板ii右端面固定相连的右端底座,所述右端底座的前后两端对称设有与导柱i相穿配的导向孔ii,所述右端底座的上端前后对称固定连接有右端定位柱。
9、优选的,所述右端固定夹紧组件包括右端底座上前后两端对称所设的两组对向设置的驱动立板iii,所述驱动立板iii的外侧面上固定安装有驱动缸iv,所述驱动缸iv活塞杆的端部并且在驱动立板iii的内侧固定连接有连接板iv,所述连接板iv的端部固定连接有中间夹板iii,所述中间夹板iii内侧面的中间垂直固定连接有中间托板iii,所述中间夹板iii外侧面的上下两端对称设有与驱动立板iii相穿配的导柱iv。
10、优选的,所述焊缝连接件定位组件包括分别固定安装在左端底座与右端底座前后两端的升降缸v,且在升降缸v活塞杆的上端固定连接有定位座,所述定位座的内侧面处分别设有焊接定位槽i与焊接定位槽ii。
11、优选的,本发明还涉及一种高效定位的电池盒下托盘的焊接工艺,该工艺具体包括以下步骤:
12、步骤一、放置电池盒下托盘中的中间框架部分,将电池盒下托盘中的中间框架吊装到中间定位座组件的上端,然后将中间框架前后两侧的定位孔穿配到对应的中间定位柱上,将中间框架的底部放置到中间夹板i的中间托板i上端,启动驱动缸i,使中间框架两侧的中间夹板i对向夹紧,使中间框架固定在中间固定夹紧组件上端;
13、步骤二、放置电池盒下托盘的左端拼接部件,将电池盒下托盘的左端拼接部件吊装到左端定位座组件的上端,然后将左端拼接部件上的定位孔穿配到对应的左端定位柱上,将左端拼接部件的底部放置到中间夹板ii的中间托板ii上端,启动驱动缸iii,使左端拼接部件两侧的中间夹板ii对向夹紧,使左端拼接部件固定在左端固定夹紧组件上端;
14、步骤三、放置电池盒下托盘的右端拼接部件,将电池盒下托盘的右端拼接部件吊装到右端定位座组件的上端,然后将右端拼接部件上的定位孔穿配到对应的右端定位柱上,将右端拼接部件的底部放置到中间夹板iii的中间托板iii上端,启动驱动缸iv,使右端拼接部件两侧的中间夹板iii对向夹紧,使右端拼接部件固定在右端固定夹紧组件上端;
15、步骤四、启动拼装定位,同步启动对接驱动组件中的驱动缸ii,将左端底座连同左端拼接部件以及右端底座与右端拼接部件同步拼接到中间框架的左右两端,然后启动焊缝连接定位组件中的升降缸v,将定位座上升到对应位置处,为下步操作做准备;
16、步骤五、放置焊接的中间连接件,将四组两种连接件分别插入到对应的焊接定位槽内;
17、步骤六、点焊定位,将连接件部分两侧分别与连接件两端的连接部分进行点焊,注意分散焊点,并进行对称点焊作业。
18、步骤七、焊接作业,依次先内后外,对称焊接各个部位的焊缝,完成全部焊缝的焊接。
19、步骤八、取件与清理,焊接完成后,将工装中各个原件恢复原位,然后将焊接件取下,清渣处理,清理工装,完成整个焊接工艺。
20、与现有技术相比,本发明的有益效果是:本发明结构设置合理,功能性强,具有以下优点:
21、1.本发明中,将组成电池盒下托盘的中间框架、左端拼接部件、右端拼接部件放置后通过启动驱动缸ii进行同步拼接,减少人工操作,降低焊接步骤,提高焊接效率;
22、2.本发明中,将组成电池盒下托盘的中间框架、左端拼接部件、右端拼接部件放置后通过启动驱动缸ii进行同步拼接,一次性拼接完成,提高定位精度高,提高焊接质量与焊接效率。
技术特征:
1.一种高效定位的电池盒下托盘焊接工装,其特征在于:包括中间定位机构、中间定位机构左右两端所设的左端定位机构与右端定位机构,所述中间定位机构包括中间定位座组件(1)、中间定位座组件(1)上端所设的中间固定夹紧组件(2)与中间定位座组件(1)中间左右两端所设的对接驱动组件(3),所述左端定位机构包括左端定位座组件(4)与左端定位座组件(4)上端所设的左端固定夹紧组件(5),所述右端定位机构包括右端定位座组件(6)与右端定位座组件(6)上端所设的右端固定夹紧组件(7),所述中间定位座组件(1)左右两端的对接驱动组件(3)分别与左端定位座组件(4)、右端定位座组件(6)相固定连,所述左端固定夹紧组件(5)的前后两端与右端固定夹紧组件(7)的前后两端分别对称设有焊缝连接件定位组件(8)。
2.根据权利要求1所述的一种高效定位的电池盒下托盘焊接工装,其特征在于:所述中间定位座组件(1)包括中间底座(101),且在中间底座(101)上端的前后两侧对称设有中间定位柱(102),所述中间底座(101)的左右两端面上向外对称设有导柱i(103)。
3.根据权利要求2所述的一种高效定位的电池盒下托盘焊接工装,其特征在于:所述中间固定夹紧组件(2)包括中间底座(101)上端左右两端对称所设的驱动立板i(201),且在驱动立板i(201)的外侧面上固定安装有驱动缸i(202),所述驱动缸i(202)的轴端固定连接有连接板i(203),且在连接板i(203)的侧面固定安装有中间夹板i(204),所述中间夹板i(204)的中间向外垂直连接有中间托板i(205),所述中间夹板i(204)侧面的上下两端固定连接有与驱动立板i(201)相穿配的导柱ii(206)。
4.根据权利要求2所述的一种高效定位的电池盒下托盘焊接工装,其特征在于:所述对接驱动组件(3)包括固定安装在中间底座(101)左右两端内侧面上的驱动缸ii(301),所述中间底座(101)的外侧并且在驱动缸ii(301)活塞杆的端面固定连接有连接板ii(302),所述连接板ii(302)分别与左端定位座组件(4)、右端定位座组件(6)的一端固定相连。
5.根据权利要求4所述的一种高效定位的电池盒下托盘焊接工装,其特征在于:所述左端定位座组件(4)包括与连接板ii(302)左端面固定相连的左端底座(401),且在左端底座(401)的前后两端开设有与导柱i(103)相滑配的导向孔i(403),所述左端底座(401)上端面的左右两侧对称设有左端定位柱(402)。
6.根据权利要求4所述的一种高效定位的电池盒下托盘焊接工装,其特征在于:所述左端固定夹紧组件(5)包括左端底座(401)上端左右两侧对称所设的两组对向设置的驱动立板ii(501),且在驱动立板ii(501)的外侧面上固定安装有驱动缸iii(502),所述驱动缸iii(502)活塞杆的端部并且在驱动立板ii(501)的内侧固定连接有连接板iii(503),所述连接板iii(503)的内侧面上固定连接有中间夹板ii(504),所述中间夹板ii(504)内侧的中间垂直固定连接有中间托板ii(505),所述中间夹板ii(504)外侧的上下两端固定连接有与驱动立板ii(501)相穿配的导柱iii(506)。
7.根据权利要求4所述的一种高效定位的电池盒下托盘焊接工装,其特征在于:所述右端定位座组件(6)包括与连接板ii(302)右端面固定相连的右端底座(601),所述右端底座(601)的前后两端对称设有与导柱i(103)相穿配的导向孔ii(603),所述右端底座(601)的上端前后对称固定连接有右端定位柱(602)。
8.根据权利要求7所述的一种高效定位的电池盒下托盘焊接工装,其特征在于:所述右端固定夹紧组件(7)包括右端底座(601)上前后两端对称所设的两组对向设置的驱动立板iii(701),所述驱动立板iii(701)的外侧面上固定安装有驱动缸iv(702),所述驱动缸iv(702)活塞杆的端部并且在驱动立板iii(701)的内侧固定连接有连接板iv(703),所述连接板iv(703)的端部固定连接有中间夹板iii(704),所述中间夹板iii(704)内侧面的中间垂直固定连接有中间托板iii(705),所述中间夹板iii(704)外侧面的上下两端对称设有与驱动立板iii(701)相穿配的导柱iv(706)。
9.根据权利要求1所述的一种高效定位的电池盒下托盘焊接工装,其特征在于:所述焊缝连接件定位组件(8)包括分别固定安装在左端底座(401)与右端底座(601)前后两端的升降缸v(801),且在升降缸v(801)活塞杆的上端固定连接有定位座(802),所述定位座(802)的内侧面处分别设有焊接定位槽i(803)与焊接定位槽ii(804)。
10.根据权利要求1-9所述的一种高效定位的电池盒下托盘焊接工装,本发明还涉及一种高效定位的电池盒下托盘的焊接工艺,其特征在于:该工艺具体包括以下步骤:
技术总结
本发明涉及电池盒下托盘焊接技术领域,具体公开了一种高效定位的电池盒下托盘焊接工装,包括中间定位机构、中间定位机构左右两端所设的左端定位机构与右端定位机构,所述中间定位机构包括中间定位座组件、中间固定夹紧组件与对接驱动组件,所述左端定位机构包括左端定位座组件与左端固定夹紧组件,所述右端定位机构包括右端定位座组件与端固定夹紧组件;本发明中,将组成电池盒下托盘的中间框架、左端拼接部件、右端拼接部件放置后通过启动驱动缸II进行同步拼接,减少人工操作,降低焊接步骤,提高焊接效率;将组成电池盒下托盘的所有焊接连接部分进行同步拼接,提高定位精度高,提高焊接质量与焊接效率。
技术研发人员:李鑫,段洪,缪震宇,张东亚,孔胜,周纪辉
受保护的技术使用者:江苏珂亦新能源科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!