一种封头分隔板焊接用电加热器固定工装及分隔板焊接方法与流程
本发明涉及一种电加热器固定工装,尤其涉及一种用于封头分隔板焊接用电加热器固定工装,属于焊接。
背景技术:
1、压力容器中封头与分隔板间焊接往往需要加热,使焊接母材保持在某一较恒定的温度范围内才能施焊。如加热温度不均达不到要求的温度,焊接质量则难以保证。
2、常规的加热方式为火焰加热,即采用多个单体火炬在封头背侧分隔板位置排布进行加热,但由于火焰喷嘴喷出的火焰多为点状分布,对于封头来说受热并不均布,且对火炬的固定也较烦锁。
3、由于上述问题的存在,有必要对封头分隔板焊接时的状态进行分析研究,以解决上述问题。
技术实现思路
1、为了克服上述问题,本发明人进行了锐意研究,设计出一种封头分隔板焊接用电加热器固定工装,包括:
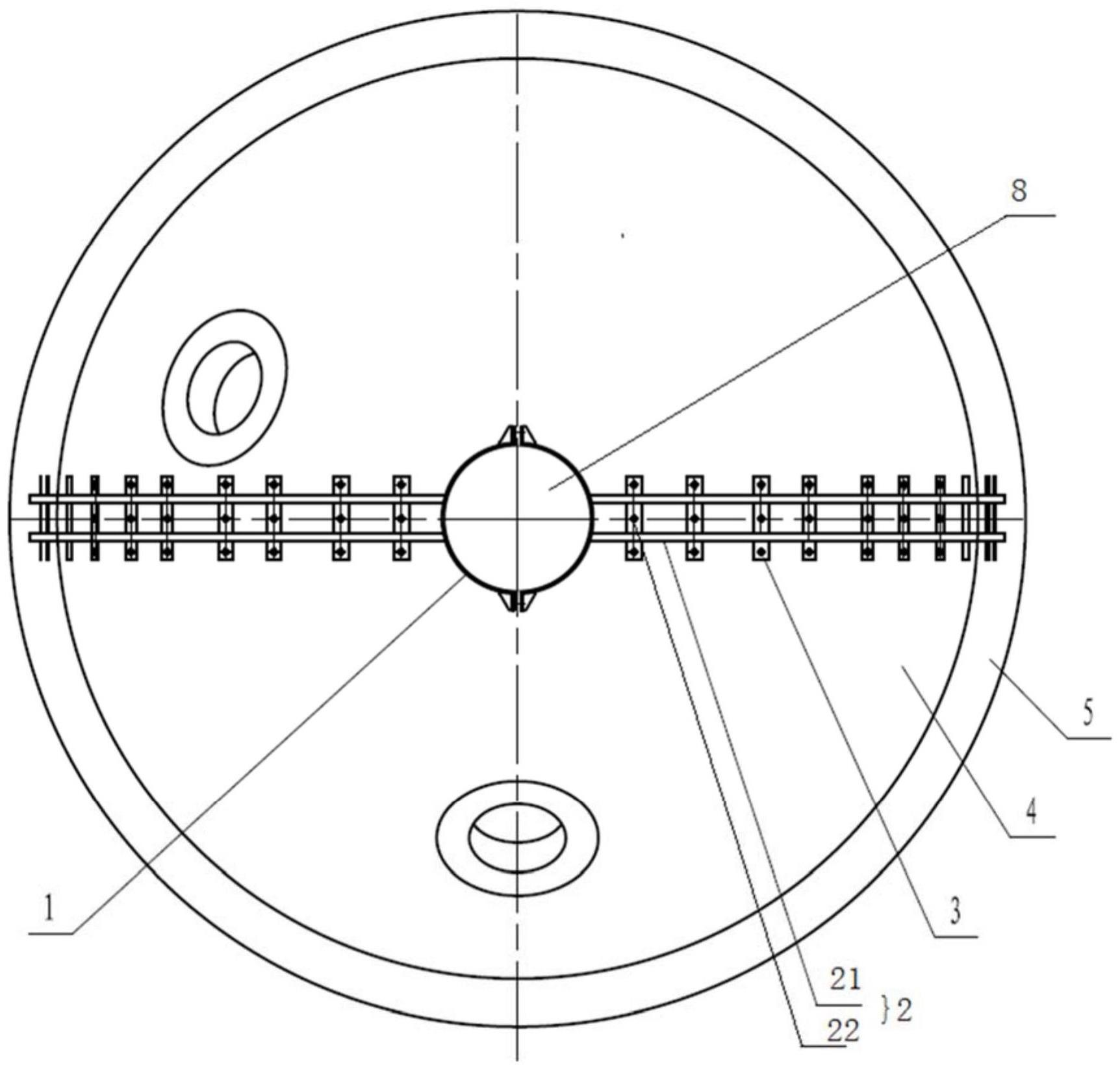
2、卡箍1,安装在封头凸台8上;
3、固定架2,为弧形的管体或板体,设置在封头4外表面上方,对应分隔板位置,固定架2与封头4外表面之间具有间距,以放置电加热器,固定架2的一端固定在卡箍1上,另一端固定在封头端环5上;
4、加热器固定件3,设置在固定架2上,用于固定位于固定架2下方的电加热器。
5、在一个优选的实施方式中,所述固定架2具有两个,分别设置在卡箍1的两侧,
6、在一个优选的实施方式中,所述加热器固定件3为顶丝,在固定架2上设置有配套的螺孔,使得加热器固定件3能够相对固定架2上下移动,
7、加热器固定件3的一端抵接在电加热器上表面,通过旋拧加热器固定件3,使得电加热器下表面紧贴封头4外表面。
8、在一个优选的实施方式中,每个固定架2包括至少两个弯管21,两个弯管21相互平行,所述固定架2还包括挡板22,所述挡板22与两个弯管21固接;
9、所述加热器固定件3设置在挡板22上。
10、在一个优选的实施方式中,所述固定架2与封头4外表面之间的间距比电加热器厚度大20~60mm。
11、在一个优选的实施方式中,两个弯管21间的距离为电加热器宽度的0.4~0.6倍。
12、在一个优选的实施方式中,所述挡板22具有多个,多个挡板22彼此平行,相邻挡板22的间距为电加热器长度的0.6-0.7倍。
13、在一个优选的实施方式中,所述挡板22上设置有至少3个螺纹孔,分别位于两个弯管21的中间和两侧。
14、在一个优选的实施方式中,所述卡箍1的宽度不小于20mm。
15、本发明还提供了一种封头分隔板焊接方式,采用所述封头分隔板焊接用电加热器固定工装进行,包括以下步骤:
16、将卡箍1安装在封头凸台8上,将固定架2的一端固定在卡箍1上,另一端固定在封头端环5上;
17、将电加热器在封头4外表面沿分隔板方位依次放置,每放置一片电加热器后,调节加热器固定件3将该电加热器顶紧在封头4表面;
18、开启电加热器进行加热,检测隔板温度,当隔板温度到达预设温度时,对分隔板进行焊接;
19、焊接完成后,调节加热器固定件3,将电加热器取下;
20、拆除卡箍1和固定架2。
21、本发明所具有的有益效果包括:
22、(1)电加热器的安装稳定;
23、(2)电加热器的安装、拆卸方便,工装能够重复多次使用;
24、(3)分隔板焊接区加热均匀性强。
技术特征:
1.一种封头分隔板焊接用电加热器固定工装,其特征在于,包括:
2.根据权利要求1所述的封头分隔板焊接用电加热器固定工装,其特征在于,
3.根据权利要求1所述的封头分隔板焊接用电加热器固定工装,其特征在于,
4.根据权利要求3所述的封头分隔板焊接用电加热器固定工装,其特征在于,
5.根据权利要求1所述的封头分隔板焊接用电加热器固定工装,其特征在于,
6.根据权利要求4所述的封头分隔板焊接用电加热器固定工装,其特征在于,
7.根据权利要求4所述的封头分隔板焊接用电加热器固定工装,其特征在于,
8.根据权利要求4所述的封头分隔板焊接用电加热器固定工装,其特征在于,
9.根据权利要求1所述的封头分隔板焊接用电加热器固定工装,其特征在于,
10.一种封头分隔板焊接方法,采用权利要求1-9之一所述封头分隔板焊接用电加热器固定工装进行,其特征在于,包括以下步骤:
技术总结
本发明公开了一种封头分隔板焊接用电加热器固定工装,包括:卡箍,安装在封头凸台上;固定架,为弧形的管体或板体,设置在封头外表面上方,对应分隔板位置,固定架与封头外表面之间具有间距,以放置电加热器,固定架的一端固定在卡箍上,另一端固定在封头端环上;加热器固定件,设置在固定架上,用于固定位于固定架下方的电加热器。本发明公开的封头分隔板焊接用电加热器固定工装,电加热器的安装稳定,电加热器的安装、拆卸方便,分隔板焊接区加热均匀性强。
技术研发人员:王帅,于均刚,李宏仁,王永明,黄倩影,孙健,赵登东
受保护的技术使用者:哈电集团(秦皇岛)重型装备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!