熔化极短路气保焊的短路焊接波形改善方法及装置与流程
本发明涉及焊接,特别是涉及一种熔化极短路气保焊的短路焊接波形改善方法及装置。
背景技术:
1、电弧传感技术作为实施自动化焊接的重要手段,逐渐被广泛应用。电弧传感技术是利用焊炬与工件之间距离变化引起的焊接参数变化来探测焊炬高度和左右偏差,在等速送丝调节系统中,送丝速度恒定,焊接电源一般采用平或缓降的外特性,在这种情况下,焊接电流将随着电弧长度的变化而变化;电弧位置的变化将引起电弧长度的变化,焊接电流也相应变化,从而可以判断焊炬与焊缝之间的相对位置,电弧传感正是利用这一原理,来实现焊缝位置的实时跟踪和自动纠偏。
2、而熔化极气体保护焊在短路焊接过程中,由于所焊工件和外围环境的复杂性,经常导致在使用电弧传感过程中出现跟踪不准的情况,进而影响电弧传感跟踪效果。
技术实现思路
1、针对上述问题,本发明实施例提供了一种熔化极短路气保焊的短路焊接波形改善方法及装置。
2、本发明实施的一方面,提供了一种熔化极短路气保焊的短路焊接波形改善方法,包括:
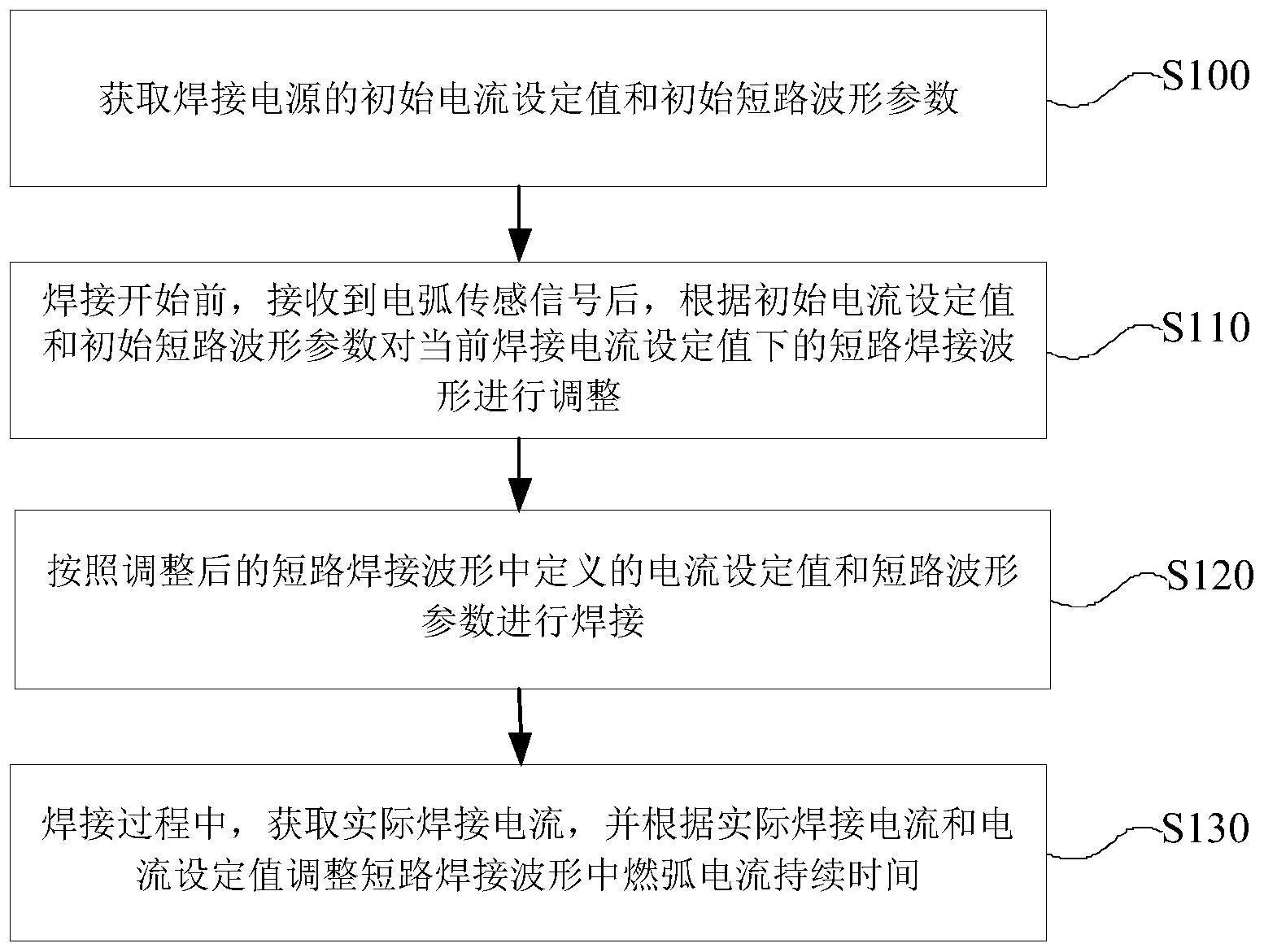
3、获取焊接电源的初始电流设定值和初始短路波形参数;
4、焊接开始前,接收到电弧传感信号后,根据初始电流设定值和初始短路波形参数对当前焊接电流设定值下的短路焊接波形进行调整;
5、按照调整后的短路焊接波形中定义的电流设定值和短路波形参数进行焊接;
6、焊接过程中,获取实际焊接电流,并根据实际焊接电流和电流设定值调整短路焊接波形中燃弧电流持续时间。
7、可选的,初始短路波形参数包括:燃弧阶段的燃弧电流spi、燃弧阶段的燃弧电流持续时间t、短路阶段的短路第一上升斜率l1、短路第二上升斜率l2以及短路电流拐点s1。
8、可选的,据初始电流设定值和初始短路波形参数对当前焊接电流设定值下的短路焊接波形进行调整的过程,包括:
9、调整短路第一上升斜率l1和短路第二上升斜率l2,其余参数保持不变,同时保证调整后的短路焊接波形中平均电流值与初始电流设定值相等。
10、可选的,调整短路第一上升斜率l1和短路第二上升斜率l2的过程,包括:
11、按照以下表达式调整短路第一上升斜率l1和短路第二上升斜率l2:
12、l1'=k1*s1+l1
13、l2'=k2*s1+l2
14、其中,l1'表示调整后的短路第一上升斜率,k1为预设正值,l2'为调整后的短路第二上升斜率,k2为预设负值。
15、可选的,根据实际焊接电流和电流设定值调整短路焊接波形中燃弧电流持续时间的过程,包括:
16、比较实际焊接电流和电流设定值,在实际焊接电流大于电流设定值的情况下,减小燃弧电流持续时间;在实际焊接电流小于电流设定值的情况下,增大燃弧电流持续时间;在实际焊接电流等于电流设定值的情况下,保持燃弧电流持续时间不变。
17、本发明实施的又一方面,还提供了一种熔化极短路气保焊的短路焊接波形改善装置,包括:
18、数据获取模块,用于获取焊接电源的初始电流设定值和初始短路波形参数;
19、焊前调整模块,用于焊接开始前,接收到电弧传感信号后,根据初始电流设定值和初始短路波形参数对当前焊接电流设定值下的短路焊接波形进行调整;
20、焊接控制模块,用于按照调整后的短路焊接波形中定义的电流设定值和短路波形参数进行焊接;
21、焊中调整模块,用于焊接过程中,获取实际焊接电流,并根据实际焊接电流和电流设定值调整短路焊接波形中燃弧电流持续时间。
22、可选的,初始短路波形参数包括:燃弧阶段的燃弧电流spi、燃弧阶段的燃弧电流持续时间t、短路阶段的短路第一上升斜率l1、短路第二上升斜率l2以及短路电流拐点s1。
23、可选的,焊前调整模块,具体用于调整短路第一上升斜率l1和短路第二上升斜率l2,其余参数保持不变,同时保证调整后的短路焊接波形中平均电流值与初始电流设定值相等。
24、可选的,焊前调整模块,具体用于按照以下表达式调整短路第一上升斜率l1和短路第二上升斜率l2:
25、l1'=k1*s1+l1
26、l2'=k2*s1+l2
27、其中,l1'表示调整后的短路第一上升斜率,k1为预设正值,l2'为调整后的短路第二上升斜率,k2为预设负值。
28、可选的,焊中调整模块,具体用于比较实际焊接电流和电流设定值,在实际焊接电流大于电流设定值的情况下,减小燃弧电流持续时间;在实际焊接电流小于电流设定值的情况下,增大燃弧电流持续时间;在实际焊接电流等于电流设定值的情况下,保持燃弧电流持续时间不变。
29、与现有技术相比,本发明的有益效果在于:使用电弧传感时,通过对短路焊接波形进行调整,显著改善了电弧传感跟踪的准确性,焊接过程中,电弧状态稳定,焊缝成型良好,提高了对复杂焊接工况的适应性。
技术特征:
1.一种熔化极短路气保焊的短路焊接波形改善方法,其特征在于,包括:
2.如权利要求1所述的熔化极短路气保焊的短路焊接波形改善方法,其特征在于,初始短路波形参数包括:燃弧阶段的燃弧电流spi、燃弧阶段的燃弧电流持续时间t、短路阶段的短路第一上升斜率l1、短路第二上升斜率l2以及短路电流拐点s1。
3.如权利要求2所述的熔化极短路气保焊的短路焊接波形改善方法,其特征在于,据初始电流设定值和初始短路波形参数对当前焊接电流设定值下的短路焊接波形进行调整的过程,包括:
4.如权利要求3所述的熔化极短路气保焊的短路焊接波形改善方法,其特征在于,调整短路第一上升斜率l1和短路第二上升斜率l2的过程,包括:
5.如权利要求1所述的熔化极短路气保焊的短路焊接波形改善方法,其特征在于,根据实际焊接电流和电流设定值调整短路焊接波形中燃弧电流持续时间的过程,包括:
6.一种熔化极短路气保焊的短路焊接波形改善装置,其特征在于,包括:
7.如权利要求6所述的熔化极短路气保焊的短路焊接波形改善装置,其特征在于,初始短路波形参数包括:燃弧阶段的燃弧电流spi、燃弧阶段的燃弧电流持续时间t、短路阶段的短路第一上升斜率l1、短路第二上升斜率l2以及短路电流拐点s1。
8.如权利要求7所述的熔化极短路气保焊的短路焊接波形改善装置,其特征在于,焊前调整模块,具体用于调整短路第一上升斜率l1和短路第二上升斜率l2,其余参数保持不变,同时保证调整后的短路焊接波形中平均电流值与初始电流设定值相等。
9.如权利要求8所述的熔化极短路气保焊的短路焊接波形改善装置,其特征在于,焊前调整模块,具体用于按照以下表达式调整短路第一上升斜率l1和短路第二上升斜率l2:
10.如权利要求6所述的熔化极短路气保焊的短路焊接波形改善装置,其特征在于,焊中调整模块,具体用于比较实际焊接电流和电流设定值,在实际焊接电流大于电流设定值的情况下,减小燃弧电流持续时间;在实际焊接电流小于电流设定值的情况下,增大燃弧电流持续时间;在实际焊接电流等于电流设定值的情况下,保持燃弧电流持续时间不变。
技术总结
本发明涉及焊接技术领域,具体为一种熔化极短路气保焊的短路焊接波形改善方法及装置,方法包括:获取焊接电源的初始电流设定值和初始短路波形参数;焊接开始前,接收到电弧传感信号后,根据初始电流设定值和初始短路波形参数对当前焊接电流设定值下的短路焊接波形进行调整;按照调整后的短路焊接波形中定义的电流设定值和短路波形参数进行焊接;焊接过程中,获取实际焊接电流,并根据实际焊接电流和电流设定值调整短路焊接波形中燃弧电流持续时间。使用电弧传感时,通过对短路焊接波形进行调整,显著改善了电弧传感跟踪的准确性,焊接过程中,电弧状态稳定,焊缝成型良好,提高了对复杂焊接工况的适应性。
技术研发人员:顾晓辉,苏立虎,王兴阳
受保护的技术使用者:唐山松下产业机器有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!