一种汽车轮毂轴承法兰成型工艺的制作方法
本发明涉及轮毂轴承,具体为一种汽车轮毂轴承法兰成型工艺。
背景技术:
1、轮毂轴承是应用于汽车车轴处用来承重和为轮毂的转动提供精确引导的零部件,既承受轴向载荷又承受径向载荷,是汽车载重和转动的重要组成部分。轮毂轴承包括法兰芯轴,在法兰芯轴上设有外圈和内圈,法兰芯轴有实心和空心的两种结构,空心的法兰芯轴与驱动轴配合。
2、由于汽车轮毂轴承法兰内圈基本都是带有加强筋且加强筋侧为非加工面,其法兰盘外径车削后容易出现尖锐毛刺,通常都是通过倒角去毛刺,但此类产品由于存在加强筋非加工面,导致车加工倒角可能会车到加强筋,只能通过后续手工打磨去毛刺,影响产品外观和质量,也影响生产成本。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种汽车轮毂轴承法兰成型工艺,解决了法兰盘外径车削后容易出现尖锐毛刺,由于存在加强筋非加工面,导致车加工倒角可能会车到加强筋,只能通过后续手工打磨去毛刺,影响产品外观和质量,也影响生产成本的问题。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:一种汽车轮毂轴承法兰成型工艺,一种汽车轮毂轴承法兰成型工艺,包括:
5、将加热后的待锻造部件置入锻造模具的模具腔中;
6、其中,所述模具腔具有外径,所述外径具有圆角a,所述圆角a的半径为3mm;
7、利用冲压机构对待锻造部件进行锻造得到轮毂轴承法兰;
8、其中,轮毂轴承法兰具有第一部位,所述第一部位与模具腔的外径相对应,使得轮毂轴承法兰的第一部位具有与所述圆角a相对应的圆角b。
9、一种汽车轮毂轴承法兰成型工艺,包括:
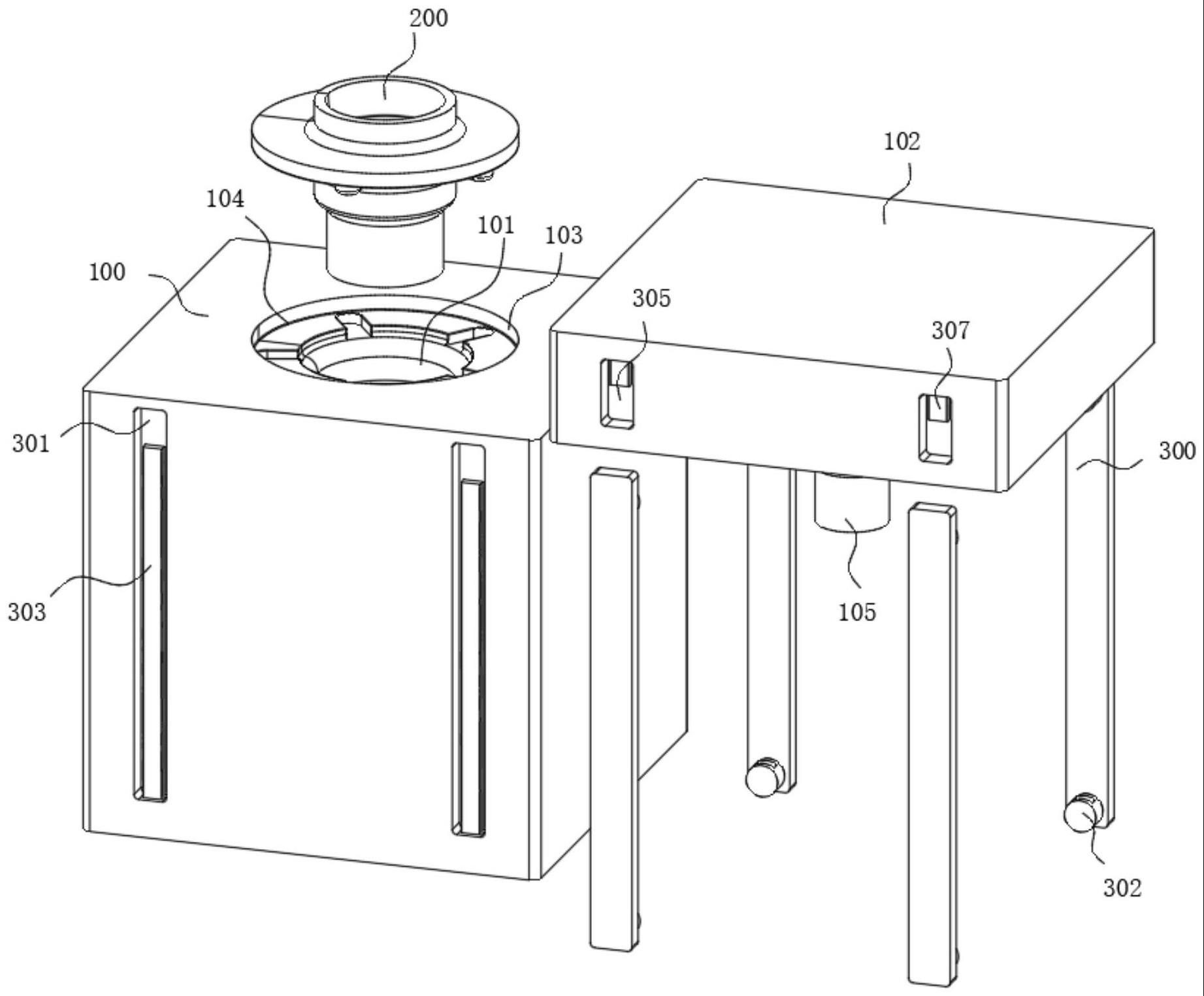
10、下模具和上模具;
11、模具腔,开设在所述下模具的顶部,所述模具腔具有外径,所述外径位于所述模具腔的上部位置,呈圆环状;
12、圆角a,设在所述外径外侧壁的底部位置;
13、上模腔,开设在所述上模具的底部位置,所述上模腔的顶部连接有上模凸台。
14、优选的,所述下模具与所述上模具之间连接有多个支杆,所述支杆与所述下模具之间的连接为滑动连接。
15、优选的,所述下模具的两侧分别开设有多个第一滑槽,所述支杆的一侧固定连接有与所述第一滑槽滑动套设的第一滑块。
16、优选的,所述第一滑槽的底部固定连接有第一定位杆,所述第一滑块的外侧壁开设有与所述第一定位杆相适配的底部开口。
17、优选的,所述上模具的两侧分别开设有第二滑槽,所述支杆的一侧固定连接有与所述第二滑槽滑动套设的第二滑块,所述第二滑槽的顶部固定连接有第二定位杆,所述第二滑块的一侧开设有与所述第二定位杆滑动套设的顶部开口,所述第一滑块与所述第二滑块为圆块,所述第二定位杆的底部与所述第二滑槽之间具有供第二滑块转动的预设距离,所述第一定位杆的顶部与所述第一滑槽之间具有供第一滑块转动的预设距离。
18、本发明,由于汽车轮毂轴承法兰内圈基本都是带有加强筋且加强筋侧为非加工面,其法兰盘外径车削后容易出现尖锐毛刺,通常都是通过倒角去毛刺,但此类产品由于存在加强筋非加工面,导致车加工倒角可能会车到加强筋,只能通过后续手工打磨去毛刺,影响产品外观和质量,也影响生产成本。本发明提出在模具腔的外径增加圆角b,从而使得轮毂轴承法兰的第一部位具有与所述圆角a相对应的圆角b,在后续车加工时由于圆角b存在没有出现毛刺,解决车后毛刺情况。该工艺方法主要是更改模具结构,同时减少了一道手工去毛刺工序,也是产品外观得到改善。完全满足汽车行业对于该类型轮毂轴承的产品质量要求。
技术特征:
1.一种汽车轮毂轴承法兰成型工艺,其特征在于,包括:
2.一种锻造模具,适用于权利要求1所述的一种汽车轮毂轴承法兰成型工艺,其特征在于,包括:
3.根据权利要求2所述的一种锻造模具,其特征在于,所述下模具(100)与所述上模具(102)之间连接有多个支杆(300),所述支杆(300)与所述下模具(100)之间的连接为滑动连接。
4.根据权利要求3所述的一种锻造模具,其特征在于,所述下模具(100)的两侧分别开设有多个第一滑槽(301),所述支杆(300)的一侧固定连接有与所述第一滑槽(301)滑动套设的第一滑块(302)。
5.根据权利要求4所述的一种锻造模具,其特征在于,所述第一滑槽(301)的底部固定连接有第一定位杆(303),所述第一滑块(302)的外侧壁开设有与所述第一定位杆(303)相适配的底部开口(304)。
6.根据权利要求5所述的一种锻造模具,其特征在于,所述上模具(102)的两侧分别开设有第二滑槽(305),所述支杆(300)的一侧固定连接有与所述第二滑槽(305)滑动套设的第二滑块(306),所述第二滑槽(305)的顶部固定连接有第二定位杆(307),所述第二滑块(306)的一侧开设有与所述第二定位杆(307)滑动套设的顶部开口(308),所述第一滑块(302)与所述第二滑块(306)为圆块,所述第二定位杆(307)的底部与所述第二滑槽(305)之间具有供第二滑块(306)转动的预设距离,所述第一定位杆(303)的顶部与所述第一滑槽(301)之间具有供第一滑块(302)转动的预设距离。
技术总结
本发明涉及轮毂轴承技术领域,公开了一种汽车轮毂轴承法兰成型工艺,包括:将加热后的待锻造部件置入锻造模具的模具腔中;其中,模具腔具有外径,外径具有圆角a,圆角a的半径为3mm;利用冲压机构对待锻造部件进行锻造得到轮毂轴承法兰;其中,轮毂轴承法兰具有第一部位,第一部位与模具腔的外径相对应,本发明提出在模具腔的外径增加圆角b,从而使得轮毂轴承法兰的第一部位具有与圆角a相对应的圆角b,在后续车加工时由于圆角b存在没有出现毛刺,解决车后毛刺情况。该工艺方法主要是更改模具结构,同时减少了一道手工去毛刺工序,也是产品外观得到改善。完全满足汽车行业对于该类型轮毂轴承的产品质量要求。
技术研发人员:王卫华,潘鹏,于欣锋,谢炜杰,李春燕
受保护的技术使用者:浙江辛子精工机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!