散热器中鳍片组的加工工艺的制作方法
本发明涉及散热器,具体涉及散热器中鳍片组的加工工艺。
背景技术:
1、电子行业的快速发展,使得电子设备的运用范围越发广泛,同时电子设备的研发进程也不断推进。人们不断提高电子元件的运转速度和运转效率,以追求更高效的工作效率。随着电子元件的运转速度和运转效率不断提升,运行电子设备时产生的热量也越发变多,热量快速的聚集使得设备内部温度迅速上升,若不及时将该热量散发,设备会持续升温,器件就会因过热失效,电子设备的可靠性将下降,甚至还可能会出现整个元件烧毁的情况。灯具是众多电子设备中的一种,在一些特殊场合为了追求更好的体验,人们使用的灯具,如工矿灯、舞台灯等,功率越来越大,结构也越来越紧凑,对光源的散热要求也变得更高。
2、在传统的散热方式中,人们通常使用单一的鳍片散热器或者冷锻散热器,这类散热器的散热效果十分有限,为了增加散热面积,需要不断增加散热器的体积,并不能妥善的解决电子元件的散热问题。为了解决上述散热器的问题,人们设计了扣合式金属散热器,这种扣合式散热器具有非常多的散热面面积和良好的对流散热效果,能在较小的散热体积下达到较大的散热效能。但是这种扣合式散热器由于其结构和加工工艺十分复杂,造价十分昂贵。
3、因此,如何提供一种新的鳍片组加工工艺,以解决上述现有技术存在的不足,便成为本发明所要研究解决的课题。
技术实现思路
1、本发明的目的是提供一种散热器中鳍片组的加工工艺。
2、为达到上述目的,本发明采用的技术方案是:
3、一种散热器中鳍片组的加工工艺,包括以下步骤:
4、步骤一、对应一料带的产品区域冲孔,形成定位孔、扣孔和装配孔,定位孔和扣孔各至少有两个,设置于鳍片的基片的上下两侧;装配孔位于一个所述扣孔的外侧;
5、步骤二、通过送料导向组件将料带向前移动两个工位,并通过定位孔对料带进行定位校准;
6、步骤三、在料带所述产品区域裁切鳍片的右侧外部轮廓,并在料带所述产品区域裁切鳍片的左侧外部轮廓;
7、步骤四、在料带上鳍片的裁切区域通过第一翻边冲头对侧片进行第一次翻边压制,在侧片的外侧边缘的中心向下弯折出一个与基片垂直的扣合部;
8、步骤五、在料带上鳍片的裁切区域通过第二翻边冲头对侧片进行第二次翻边压制,在侧片的外侧边缘以一定宽度向上弯折出一个与基片垂直的连接部;
9、步骤六、在料带上鳍片的裁切区域通过第三翻边冲头对侧片进行第三次翻边压制,将侧片沿其宽度方向向上弯折,使侧片与基片呈90°夹角,完成整个料带的加工过程;
10、步骤七、料带推送进压合设备,剪切料带上单个鳍片区域,使单个鳍片从料带上脱离。
11、步骤八、通过顶针伸入两滑块间隙,推动两滑块向两边滑动,使得前后两个鳍片相互扣合,完成散热器中鳍片组的加工全过程。
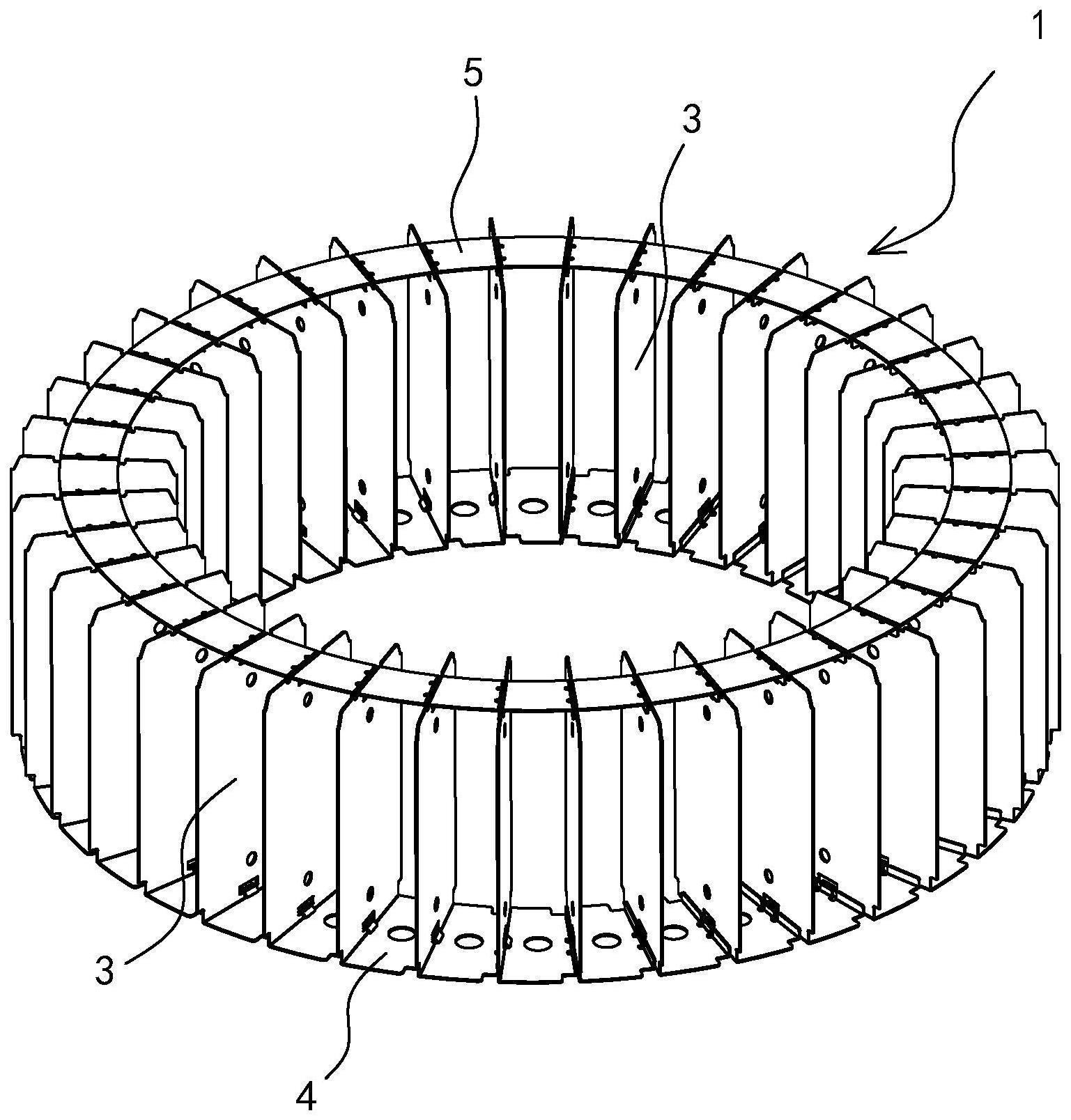
12、进一步的,所述散热器包括导热基板和所述鳍片组;所述鳍片组呈环状,由多个鳍片结构沿预设角度相互扣合组成;所述鳍片组固设于所述导热基板上;
13、所述鳍片结构包含基片以及由基片上缘、下缘分别一体垂直弯折而成的上下两翻折片,上翻折片和下翻折片均朝向基片的同侧设置,且两者相互平行;两翻折片为角度一致的扇形结构,定义环状鳍片组的中心为内侧,则每一翻折片的内缘长度小于该翻折片的外缘长度;
14、各鳍片结构的上下两翻折片上均于翻折片延展方向的远端设有一卡扣结构;所述基片上、下缘靠近两翻折片处分别冲设有可与相邻鳍片结构的卡扣结构相扣合的扣孔;
15、各所述鳍片结构同向顺次竖直排列并扣合成所述鳍片组。
16、进一步的技术方案,所述导热基板包括一片状本体以及垂直连设于片状本体外围的环状周壁;所述鳍片组固设于片状本体上,并定位于由环状周壁界定形成的一装配空间中。
17、进一步的技术方案,所述片状本体、所述环状周壁上均开设有数个通孔。
18、进一步的技术方案,所述下翻折片上设有用于与导热基板铆接的装配孔。
19、进一步的技术方案,各所述下翻折片首尾相接,形成用于抵靠导热基板的散热环面。
20、进一步的技术方案,所述基片上于两扣孔内侧分别开设有定位孔。
21、进一步的技术方案,所述卡扣结构包括一连接部和一扣合部;所述连接部固设于所述翻折片的侧缘,包括一个连接端和两个抵靠端,且连接端位于两个抵靠端的中部;所述扣合部向外翻折成一角度并固设于所述连接部的连接端上。
22、进一步的,对应设有散热器中鳍片组的加工设备,包括连续级进模和压合设备;
23、所述连续级进模包括在竖直方向上相对运动的上模组件和下模组件;所述上模组件以及所述下模组件中连设有多个冲头;
24、所述上模组件包括从上至下的上模座、上垫板、上夹板、上台板和上脱板;所述上模组件中设有冲孔冲头、定位冲头、裁切冲头以及翻边冲头;所述冲孔冲头、裁切冲头以及翻边冲头均有两组,分别位于所述料带的左右两侧;所述冲孔冲头、定位冲头、裁切冲头以及翻边冲头按产品加工的顺序从前至后依次间隔布置,并分步完成冲孔、定位、裁切及翻边的加工工序;
25、所述下模组件包括下模板、下垫板和下模座;所述下模板固设于所述下垫板的上方;所述下垫板固设于所述下模座的上方;所述下模板的上表面向下凹设有冲孔凹槽、定位凹槽、裁切凹槽以及翻边部件均有两组;所述翻边部件为翻边凹槽或者翻边凸块,所述冲孔凹槽对应所述冲孔冲头设置,所述定位凹槽对应所述定位冲头设置,所述裁切凹槽对应所述裁切冲头设置,所述翻边部件对应所述翻边冲头设置;
26、所述下模板上表面的料带移动轨迹两侧边沿料带移动方向分别间隔固定有至少两组送料导向组件,每组送料导向组件包括有对位设置于所述料带两侧的两个第一浮料块,第一浮料块与下模座之间通过第一弹簧连接,第一弹簧作用于竖直方向;所述第一浮料块对应所述料带开设有一导料槽,所述导料槽的高度大于所述料带的高度,当第一弹簧于自然状态时,所述导料槽位于所述下模板上表面的上方;
27、在所述连续级进模工作时,所述产品料带经驱动在所述上模组件和所述下模组件之间从前向后步进位移,通过所述上模组件中的二个冲孔冲头、一个裁切冲头和三个翻边冲头分步对产品料带中部的产品区域进行冲压加工,成型出所述鳍片;
28、其中,第一冲头用于在料带所述产品区域冲孔,第二冲头用于校准料带位置,第三冲头用于在料带所述产品区域裁切,第四冲头用于在料带所述产品的裁切区域进行第一次翻边压制,第五冲头用于在料带所述产品的裁切区域进行第二次翻边压制,第六冲头用于在料带所述产品的裁切区域进行第三次翻边压制;
29、定义料带输送方向为前后方向;
30、所述压合设备包括底座、压合组件和滑动组件;
31、所述底座上开设有一个弧形的送料通道,所述送料通道的弯曲程度和所述鳍片的侧片的弯曲程度一致;该送料通道的尺寸与所述鳍片的基片大小相对一致,便于所述鳍片的冲压;
32、所述压合组件对位设置于所述送料通道的上方,所述压合组件包括压料块和顶针;所述压料块有一个压合部,所述压合部横向截面的外缘尺寸和所述鳍片的基片的尺寸相对一致,且在压合过程中所述压合部能间隙避让所述鳍片的卡扣结构;所述压料块的底部沿左右方向开设有一个贯通的凹槽,且该凹槽位于所述压料块底部的中间;所述压料块的中心开设有一个穿出孔;
33、所述顶针包括顶杆和拖头,所述拖头固设于顶杆的上端,且拖头的直径大于顶杆的直径;所述顶杆沿长度方向竖直穿设于所述穿出孔中,并且该顶杆的长度大于所述穿出孔的长度;所述滑动组件沿左右方向嵌设于所述凹槽内,该滑动组件包括弹簧限位块、滑块和第三弹簧;所述弹簧限位块有两个,分别固设于所述凹槽的左右两端,且所述弹簧限位块的外表面与所述压料块的压合部对齐;所述弹簧限位块的底部高于所述压合部的底部;所述滑块有两个,两所述滑块滑动设置于所述凹槽的左右两侧;所述滑块与所述限位块之间还具有一第三弹簧,所述第三弹簧用于所述滑块和所述弹簧限位块之间,并使所述滑块保持一向内伸的趋势。
34、进一步的技术方案,所述第一冲头与所述第二冲头之间设有至少一个空步。
35、进一步的技术方案,所述翻边部件包括第一翻边部件、第二翻边部件和第三翻边部件,三个翻边部件从后向前逐渐靠近所述料带;所述第一翻边部件为两个第一翻边凹槽,所述第一翻边凹槽嵌设于所述下模板的上表面;每一所述第一翻边凹槽的位置与所述料带的扣合部位置对应;所述第二翻边部件为两个第一翻边凸块,所述第一翻边凸块的中间对应扣合部处有一个第二翻边凹槽;每一所述第一翻边凸块的位置与所述连接部的位置对应;所述第三翻边部件包括两个第二翻边凸块,所述第二翻边凸块凸设于所述下模板的上表面;两所述第二翻边凸块的位置分别与所述基片与两侧片的连接处的位置相对应。
36、进一步的技术方案,所述第六冲头包括导向块和翻边块;所述导向块固设于所述上模板的上方,且所述导向块的左右两个外侧壁均具有底部向内倾斜的斜度,且左右两个外侧壁上沿斜度方向开设有滑槽;所述翻边块有两个,通过所述滑槽与所述导向块滑动装配,构成所述翻边块通过上模组件的作用沿上下方向往复运动,并通过导向块的滑槽实现翻边块在上下运动的同时向内闭合、向外张开;两个所述翻边块的高度均与所述导向块的高度相对一致;所述第三翻边部件还包括第二浮料块和第二弹簧;第二浮料块与下模座之间通过第二弹簧连接,第二弹簧作用于竖直方向;当第二弹簧处于自然状态时,所述第二浮料块的上表面与所述第二翻边凸块的上表面水平高度相对一致。
37、进一步的技术方案,所述上模组件以及所述下模组件通过导向柱在竖直方向导向连接。
38、进一步的技术方案,所述送料导向组件设置于所述裁切凹槽的后方。
39、进一步的技术方案,所述第一浮料块底部的中心设有一凹槽,所述凹槽内壁与所述第一弹簧的顶部贴合。
40、进一步的技术方案,所述压料块还包括两个限位部,两所述限位部分别固设于所述压合部上部的左右两侧。
41、进一步的技术方案,两所述滑块之间留有间隙,所述间隙的长度比所述顶针的穿出部的半径小。
42、进一步的技术方案,所述滑块底部的外缘处设有r角。
43、进一步的技术方案,所述顶杆底部的外缘设有r角,且与所述顶针抵靠的滑块的顶部设有r角。
44、本发明的工作原理如下:
45、本发明提供了一种创新设计的鳍片组的加工设备,可实现快速、精确的鳍片成形,并实现鳍片组的高效组装。加工出的鳍片组能够在相对较小的体积下,提升散热器的散热效果,有效解决电子元件的散热问题。相较现有技术而言,本发明从单个鳍片的成形到整体鳍片组的拼接组装一气呵成,具有工艺可靠、连贯,成形组装效率高、良品率高等优点,可有效控制产品的整体加工成本。
- 还没有人留言评论。精彩留言会获得点赞!