一种大型船用齿轮箱柔性自动化装配装调装置和方法
本发明属于齿轮箱装配自动化领域,具体涉及一种用于大型船用齿轮箱柔性自动化装配装调装置和装调方法。
背景技术:
1、船用齿轮箱是船舶上重要的传动部件,它与船用柴油机组成船舶的传动系统,对船舶的安全行驶有着重要作用,船用齿轮箱对船舶起着改变速度、改动传动方向、增大传动力矩、倒顺以及离合等功能,是船舶上的核心部件,其质量严重影响着船舶安全可靠的运行。目前,船用齿轮箱的装配装调主要依据人工经验调整,效率低,成本高,主观性强,精度不高,因此需要研发一套柔性化、自动化、高精度的装配装调装置和装调方法。
2、关于齿轮箱装配的调整,中国专利申请号为201620227464.0的文献公开了一种新型齿轮箱偏心套,包括闭合的环状偏心套主体、环槽和油孔,环槽设置在闭合环状偏心套主体的径向方向上,位于偏心套主体的中部,油孔均匀的设置在环槽上,通过防转销孔进行定位。然而这种齿轮箱偏心套的调整依赖于人工手段,且调整后的偏心套固定需要人工打入防转销,劳动强度大、效率低、自动化程度低。
3、关于齿轮箱装配的定位,中国专利申请号为201110285994.2的文献公开了一种双销定位机构,包括底板、固定销、移动销、螺栓a和螺栓b;底板上设置有圆孔和腰形孔,固定销和移动销内设置有螺纹通孔,螺栓a的螺杆穿过底板上的圆孔位于固定销的螺纹孔内,螺栓b的螺杆穿过底板上的腰形孔位于移动销的螺纹孔内,然而此机构的移动销的移动需要人工,并且移动销的更换相对复杂。
技术实现思路
1、本发明目的是为了解决现在齿轮箱装配装调技术存在的自动化程度低,人工劳动强度大,欠缺柔性等问题,提供一种用于大型船用齿轮箱柔性自动化装配装调装置和装调方法,通过自动化,柔性化的手段实现大型齿轮箱的装调。
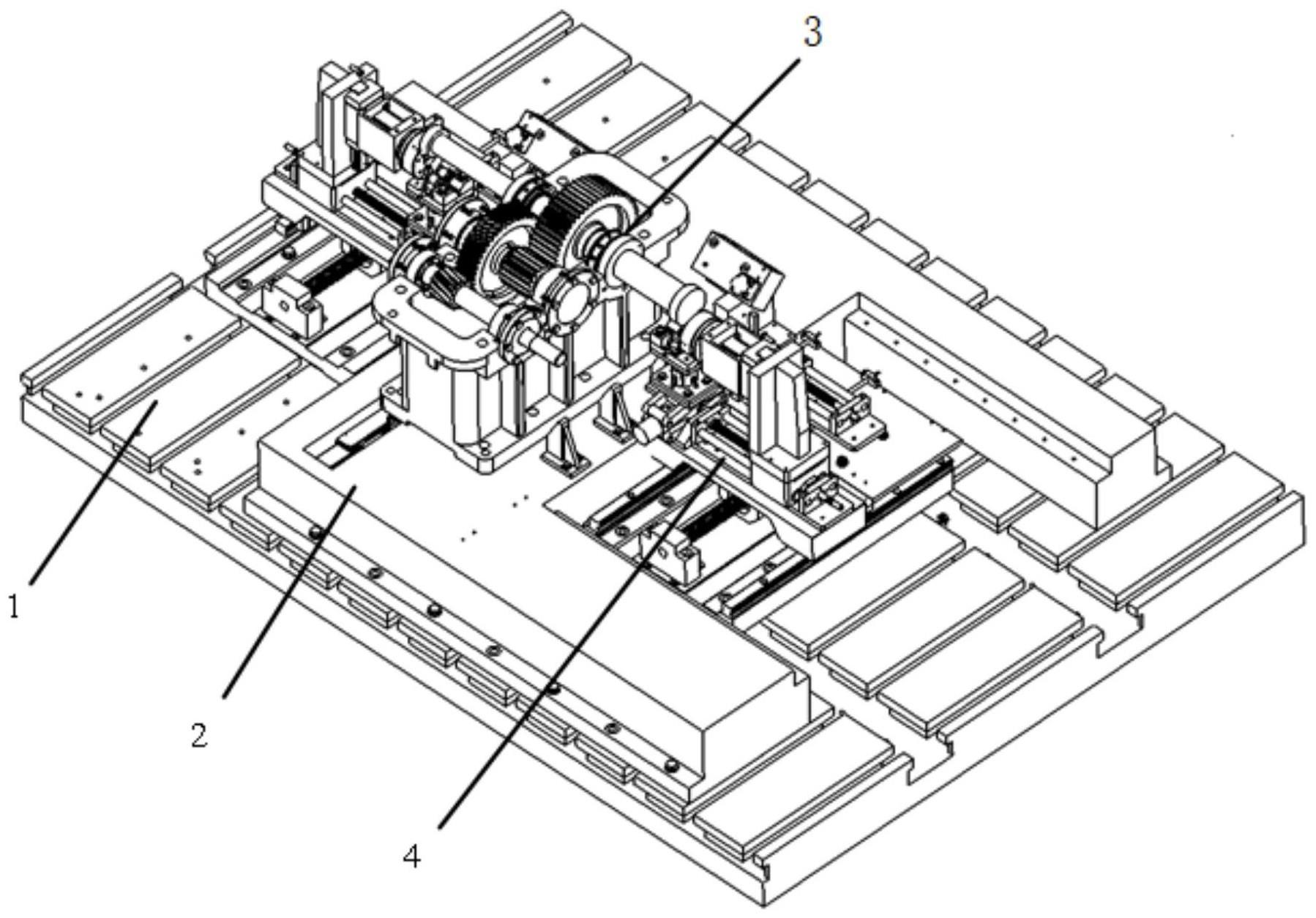
2、为了实现上述目的,本发明一种大型船用齿轮箱柔性自动化装配装调装置采用了如下技术方案:一种大型船用齿轮箱柔性自动化装配装调装置,包括定位平台,定位平台底部是水平的定位台,定位台的左段上表面上固定设置长防撞块和短防撞块,齿轮箱放置在短防撞块和长防撞块之间,定位台左段上表面上一前一后开有长形槽和方形槽,长形槽内部设置调整齿轮箱前后位置的丝杠螺母滑块机构,丝杠螺母滑块机构上表面上固定连接第一个固定销座,方形槽中设置第二个固定销座,每个固定销座的中心设置一个固定销,齿轮箱的左侧和右侧各设置一个调整固定模块,两个调整固定模块结构相同且面对面布置,每个调整固定模块包括主丝杠导轨机构、副丝杠导轨机构、旋转调整装置、抬升机构、插销装置、偏心套和偏心套筒;主丝杠导轨机构能分别沿左右、前后方向移动,副丝杠导轨机构水平置于主丝杠导轨机构的后侧且与主丝杠导轨机构固定连接,副丝杠导轨机构在靠近齿轮箱的这端固定连接插销装置;旋转调整装置和抬升机构都固定连接于主丝杠导轨机构上表面,抬升机构位于齿轮箱和旋转调整装置之间;齿轮箱的输入级齿轮轴上同轴心套有偏心套,偏心套和偏心套筒的一端面上开有轴向的销孔,通过该销孔用销子固定连接偏心套和偏心套筒;旋转调整装置包括导轨滑块副、调整电机和抱盘,调整电机水平布置且同轴固定连接报盘,调整电机固定连接于导轨滑块副中的滑块上,偏心套筒的另一端伸入在抱盘中,能被抱盘夹紧,偏心套的侧壁上开有径向的油孔;插销装置具有插销气缸和一个与水平面倾斜的送销盒,插销气缸伸入进送销盒中,在插销气缸对面的送销盒上开有打销口,插销气缸、打销口、齿轮箱箱体上的销孔以及油孔四者的中心轴在同一垂直面上;送销盒内部具有下斜板、储销盒、棘轮,下斜板为倾斜的楔形,固定在送销盒壳体底部,下斜板的低端处设置储销盒,棘轮位于靠近下斜板高处位置,棘轮的侧表面沿圆周方向设置多个与定位销匹配的凹槽,棘轮的中心同轴心连接送销电机,下斜板和棘轮的上方设置一个上斜板,下斜板倾斜的方向与下斜板相反,棘轮位于上斜板的低处位置,上斜板高处设有装销口。
3、本发明柔性自动化装配装调大型船用齿轮箱的方法采用了如下技术方案:
4、步骤1:根据不同型号的齿轮箱调整长防撞块和短防撞块之间的左右相对距离,使齿轮箱底座前后两侧孔分别对准装配第一个和第二个固定销座;
5、步骤2:齿轮箱的输入级齿轮轴上套上偏心套,使偏心套与偏心套筒固定连接,调整电机转动,抱盘夹持偏心套筒另一端;
6、步骤3:抬升机构抬起齿轮箱的齿轮轴,
7、步骤4:根据软件识别模块所得对应的调整角度信息调整旋转调整装置,抱盘旋转对应角度;
8、步骤5:抬升机构放下齿轮箱的输入级齿轮轴:
9、步骤6:副丝杠导轨机构工作,调整插销装置的位置,从装销口装入一个定位销,送销电机工作,棘轮随之转动,一个定位销落入在下斜板上后滚入储销盒内,气缸工作,推动定位销,使定位销穿过齿轮箱箱体上相应的通孔后打入偏心套上的油孔中;
10、步骤7:拆除偏心套筒,完成柔性装配装调。
11、与现有技术相比,本发明的有益效果是:
12、(1)齿轮箱柔性定位采用了可调位置的一面两销定位装置,可快速更换定位销,可以适应不同型号齿轮箱的几何尺寸,具有较高的柔性。
13、(2)齿轮箱柔性定位采用了可调位置的楔形防撞块,在齿轮箱吊装落下定位的过程中具有导向作用,便于齿轮箱的精确定位。
14、(3)齿轮箱柔性定位的楔形防撞块可适应不同型号齿轮箱的几何尺寸,具有较高的柔性,同时也避免了周围设施在齿轮箱吊装下落定位受碰撞的安全隐患;
15、(4)抬升机构采取滚子式支撑与v型块相结合的结构,其中滚子式支撑可大大减少齿轮轴调整转动时所需的力矩。
16、(5)抬升机构工作时,滚子式支撑在v型块定位后,能够通过丝杠移动两端滚子使其与齿轮轴贴合,v型块与滚子式支撑安装时有一定的映射关系,实现了通过v型块对齿轮轴的定位实现滚子支撑对齿轮轴的定位。
17、(6)抬升机构工作时,滚子式支撑在v型块定位后,能够通过丝杠移动两端滚子使其与齿轮轴贴合,可适应不同尺寸的齿轮轴,具有较高的柔性。
18、(7)旋转调整装置、插销装置安装在丝杠导轨移动平台上,通过位置的调整可适应不同型号齿轮箱的几何尺寸变化,具有较高的柔性。
19、(8)旋转调整装置上抱盘可适应不同尺寸的偏心套筒,且抱盘位置上下可调,可适应不同型号齿轮箱的几何尺寸,具有较高的柔性。
20、(9)插销装置中棘轮工作时,储销盒中棘轮凹槽可适应不同尺寸销子,同时可更换斜板能够依据定位销的长度变化更换不同的可更换斜板宽度尺寸,具有较高的柔性;(10)本发明大大减少了大型齿轮箱装调的困难程度,装配装调装置的自动化程度和
21、柔性程度也得到了一定的提高。
技术特征:
1.一种大型船用齿轮箱柔性自动化装配装调装置,包括定位平台(2),定位平台(2)底部是水平的定位台(2-1),其特征是:定位台(2-1)的左段上表面上固定设置长防撞块(2-3)和短防撞块(2-4),齿轮箱放置在短防撞块(2-4)和长防撞块(2-3)之间,定位台(2-1)左段上表面上一前一后开有长形槽和方形槽,长形槽内部设置调整齿轮箱前后位置的丝杠螺母滑块机构(2-2),丝杠螺母滑块机构(2-2)上表面上固定连接第一个固定销座(2-5),方形槽中设置第二个固定销座(2-5),每个固定销座(2-5)的中心设置一个固定销(2-5-5),齿轮箱的左侧和右侧各设置一个调整固定模块(4),两个调整固定模块(4)结构相同且面对面布置,每个调整固定模块(4)包括主丝杠导轨机构(4-1)、副丝杠导轨机构(4-2)、旋转调整装置(4-3)、抬升机构(4-4)、插销装置(4-5)、偏心套(4-6)和偏心套筒(4-7);主丝杠导轨机构(4-1)能分别沿左右、前后方向移动,副丝杠导轨机构(4-2)水平置于主丝杠导轨机构(4-1)的后侧且与主丝杠导轨机构(4-1)固定连接,副丝杠导轨机构(4-2)在靠近齿轮箱的这端固定连接插销装置(4-5);旋转调整装置(4-3)和抬升机构(4-4)都固定连接于主丝杠导轨机构(4-1)上表面,抬升机构(4-4)位于齿轮箱和旋转调整装置(4-3)之间;齿轮箱的输入级齿轮轴上同轴心套有偏心套(4-6),偏心套(4-6)和偏心套筒(4-7)的一端面上开有轴向的销孔,通过该销孔用销子固定连接偏心套(4-6)和偏心套筒(4-7);旋转调整装置(4-3)包括导轨滑块副(4-3-3)、调整电机(4-3-4)和抱盘(4-3-5),调整电机(4-3-4)水平布置且同轴固定连接报盘(4-3-5),调整电机(4-3-4)固定连接于导轨滑块副(4-3-3)中的滑块上,偏心套筒(4-7)的另一端伸入在抱盘(4-3-5)中,能被抱盘(4-3-5)夹紧,偏心套(4-6)的侧壁上开有径向的油孔(4-6-1);插销装置(4-5)具有插销气缸(4-5-1)和一个与水平面倾斜的送销盒(4-5-3),插销气缸(4-5-1)伸入进送销盒(4-5-3)中,在插销气缸(4-5-1)对面的送销盒(4-5-3)上开有打销口(4-5-7),插销气缸(4-5-1)、打销口(4-5-7)、齿轮箱箱体上的销孔以及油孔(4-6-1)四者的中心轴在同一垂直面上;送销盒(4-5-3)内部具有下斜板(4-5-3-6)、储销盒(4-5-3-7)、棘轮(4-5-3-5),下斜板(4-5-3-6)为倾斜的楔形,固定在送销盒壳体(4-5-3-1)底部,下斜板(4-5-3-6)的低端处设置储销盒(4-5-3-7),棘轮(4-5-3-5)位于靠近下斜板(4-5-3-6)高处位置,棘轮(4-5-3-5)的侧表面沿圆周方向设置多个与定位销匹配的凹槽,棘轮(4-5-3-5)的中心同轴心连接送销电机(4-5-3-8),下斜板(4-5-3-6)和棘轮(4-5-3-5)的上方设置一个上斜板(4-5-3-2),下斜板(4-5-3-6)倾斜的方向与下斜板(4-5-3-6)相反,棘轮(4-5-3-5)位于上斜板(4-5-3-2)的低处位置,上斜板(4-5-3-2)高处设有装销口(4-5-3-9)。
2.根据权利要求1所述的大型船用齿轮箱柔性自动化装配装调装置,其特征是:长防撞块(2-3)的长度方向与齿轮箱的齿轮轴方向相垂直,短防撞块至少有两个以上,沿前后方向有间隔地布置,长防撞块(2-3)和短防撞块(2-4)的上段均是斜面。
3.根据权利要求1所述的大型船用齿轮箱柔性自动化装配装调装置,其特征是:所述的丝杠螺母滑块机构(2-2)包括伺服电机(2-2-1)、丝杠(2-2-3)、直线导轨副(2-2-6)和l字型滑块(2-2-7),伺服电机(2-2-1)前后水平布置,与丝杠(2-2-3)连接带动丝杠(2-2-3)旋转,丝杠(2-2-3)的上侧和下侧各有一个与丝杠(2-2-3)平行的直线导轨副(2-2-6),丝杠(2-2-3)与l字型滑块(2-2-7)通过螺纹连接,l字型滑块(2-2-7)有间隙地套在两个直线导轨副(2-2-6)上,在l字型滑块(2-2-7)的上表面上固定连接第一个固定销座(2-5)。
4.根据权利要求3所述的大型船用齿轮箱柔性自动化装配装调装置,其特征是:固定销座(2-5)由锁销块(2-5-1)、环形弹簧(2-5-2)、夹紧块(2-5-3)、底座(2-5-4)和圆柱定位销(2-5-5)组成,底座(2-5-4)的上表面固定设置圆筒形的锁销块(2-5-1),圆筒形锁销块(2-5-1)内部正中间垂直放置一根圆柱定位销(2-5-5),圆柱定位销(2-5-5)的侧壁上沿圆周方向均匀布置三个径向水平的夹紧块(2-5-3),夹紧块(2-5-3)的径向内端压紧圆柱定位销(2-5-5)的侧壁,径向外端均穿过锁销块(2-5-1)侧壁上所开有的三个通孔,锁销块(2-5-1)的外侧面以及夹紧块(2-5-3)的径向外端面上共同箍有一个环形弹簧(2-5-2),定位销(2-5-5)伸入在齿轮箱(3)上的相应的定位孔中。
5.根据权利要求1所述的大型船用齿轮箱柔性自动化装配装调装置,其特征是:所述的主丝杠导轨机构(4-1)包括能沿前后方向水平移动的前后丝杠滑块机构(4-1-1)和能沿着左右方向来回移动的左右丝杠滑块机构(4-1-2)。
6.根据权利要求1所述的大型船用齿轮箱柔性自动化装配装调装置,其特征是:所述的副丝杠导轨机构(4-2)的底部是支撑挡板(4-2-1),支撑挡板(4-2-1)与前后丝杠滑块机构(4-1-1)的后端固定连接,左右丝杠滑块机构(4-2-2)上表面与插销装置(4-5)固定连接。
7.根据权利要求1所述的大型船用齿轮箱柔性自动化装配装调装置,其特征是:抬升机构(4-4)由顶起机构(4-4-1)和提升机构(4-4-2)组成,提升机构(4-4-2)的正上方是铰链式千斤顶的顶起机构(4-4-1),提升机构(4-4-2)固定连接于主丝杠导轨机构(4-1)上表面。
8.根据权利要求7所述的大型船用齿轮箱柔性自动化装配装调装置,其特征是:顶起机构(4-4-1)主要由底座(4-4-1-1)、液压缸(4-4-1-2)、液压缸连接板(4-4-1-3)、上连接板(4-4-1-4)、滚珠丝杠支撑架(4-4-1-5)、滚子(4-4-1-6)、v型块(4-4-1-7)组成,底座(4-4-1-1)固定连接于提升机构(4-4-2)上表面,液压缸(4-4-1-2)的输出端垂直向上且固定连接水平的液压缸连接板(4-4-1-3),液压缸连接板(4-4-1-3)的上表面固定连接上连接板(4-4-1-4),上连接板(4-4-1-4)上具有两个完全相同的滚珠丝杠支撑架(4-4-1-5),滚珠丝杠支撑架(4-4-1-5)能沿上连接板(4-4-1-4)在左右方向上移动,每个滚珠丝杠支撑架(4-4-1-5)上连接一个柱状滚子(4-4-1-6),在两个柱状滚子(4-4-1-6)的靠近齿轮箱这一侧设置一个v型块(4-4-1-7),偏心套筒(4-7)能置放在v型块(4-4-1-7)上。
9.一种如权利要求1所述的大型船用齿轮箱的柔性自动化装配装调方法,其特征是具有以下步骤:
技术总结
本发明公开一种大型船用齿轮箱柔性自动化装配装调装置和方法,齿轮箱底座前后两侧孔分别对准装配第一个和第二个固定销座;齿轮箱的输入级齿轮轴上套上偏心套,使偏心套与偏心套筒固定连接,调整电机转动,抱盘夹持偏心套筒另一端;抬升机构抬起齿轮箱的齿轮轴,调整旋转调整装置,抱盘旋转对应角度;抬升机构放下齿轮箱的输入级齿轮轴:副丝杠导轨机构工作,调整插销装置的位置,送销电机工作,棘轮随之转动,一个定位销落入在下斜板上后滚入储销盒内,气缸工作,推动定位销,使定位销穿过齿轮箱箱体上相应的通孔后打入偏心套上的油孔中;拆除偏心套筒,完成柔性装配装调;提高装配装调装置的自动化程度和柔性程度。
技术研发人员:郑天宇,张胜文,程德俊,方喜峰
受保护的技术使用者:江苏科技大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!