一种汽车模金属冲压零件的翻孔加工模具的制作方法
本发明属于汽车模金属冲压,特别涉及一种汽车模金属冲压零件的翻孔加工模具。
背景技术:
1、随着我国汽车市场竞争的不断加班剧,各汽车生产厂商都在努力追求生产成本的最小化,产品最大利润化,尤其在汽车冲压零件这一块,对产的要求管控也非常的严,特别是在高端汽车配件中对翻孔的要求非常严格,在汽车空调和部分管道系统或房车燃气系统需使用到管状侧边翻孔冲压零件,在专利cn201510585913.9中提及圆管双头冲翻孔模具,将冲孔与翻孔工作合一,进而减少工序以提升生产效率,而汽车所需的金属冲压零件强度较低,加工时未对其内部进行支撑,容易被挤压变形造成工件次品。
2、因此,发明一种汽车模金属冲压零件的翻孔加工模具来解决上述问题很有必要。
技术实现思路
1、针对上述问题,本发明提供了一种汽车模金属冲压零件的翻孔加工模具,以解决上述背景技术中提出的问题。
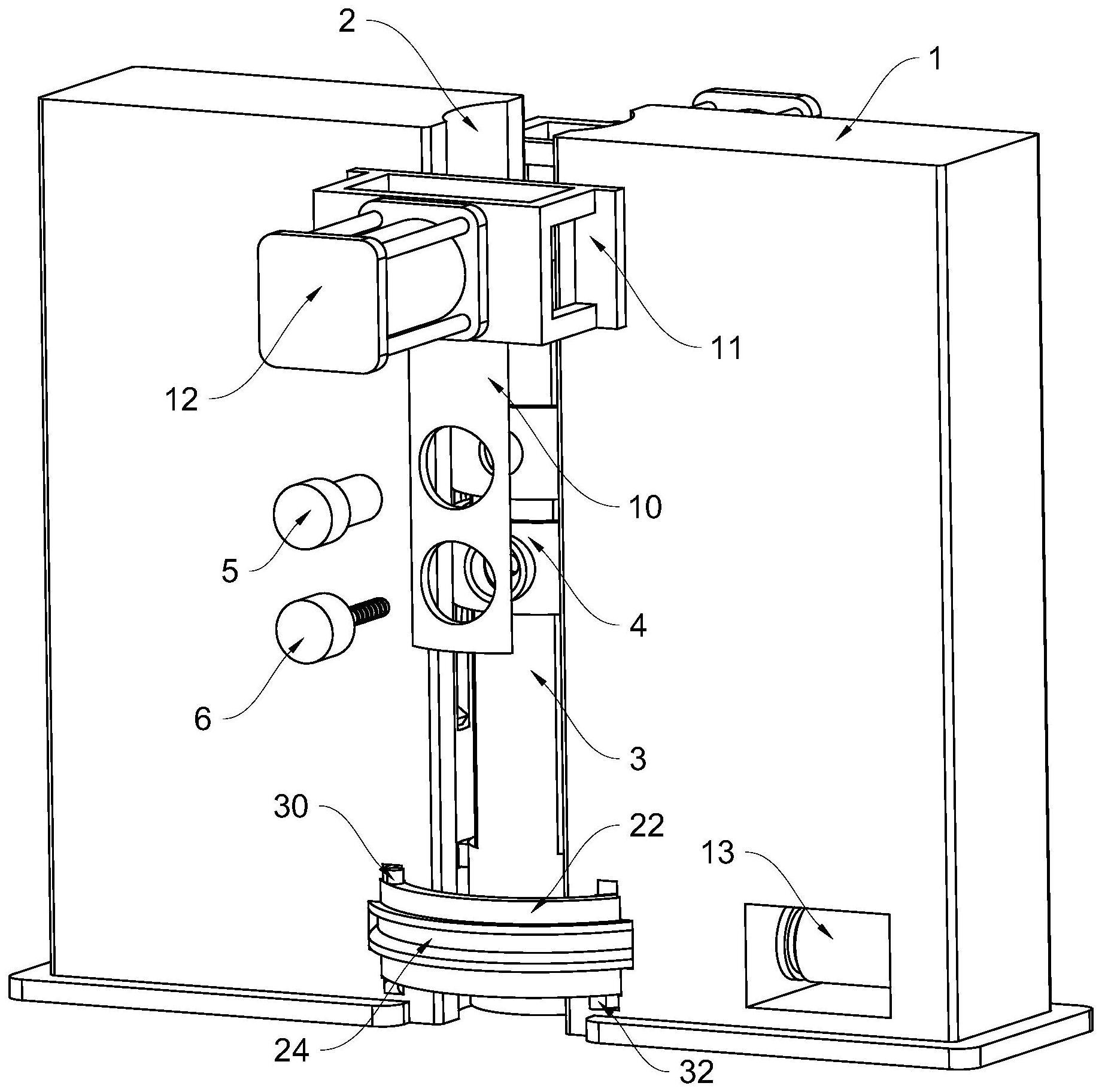
2、为实现上述目的,本发明提供如下技术方案:一种汽车模金属冲压零件的翻孔加工模具,包括两个立式模具,所述立式模具一侧开设有弧形槽,两个弧形槽之间设置有支撑轴,支撑轴表面套接有两个管状工件,两个立式模具与支撑轴之间均设置有给进机构,两个管状工件一侧分别设置有钻孔钻头和推动丝杆,支撑轴位于两个管状工件位置均开设有贯穿槽,其中一个贯穿槽内部转动插接有转动筒,转动筒内部与推动丝杆相匹配,转动筒外表面螺纹套接有翻孔冲压块;
3、支撑轴两侧均设置有稳定板,两个稳定板一侧均设置有安装架,安装架与两个表面立式模具固定连接,安装架一侧设置有推动气缸,两个稳定板与两个推动气缸输出端固定连接,其中一个所述立式模具底部设置有减速电机,两个立式模具底部与支撑轴之间设置有固定机构。
4、进一步的,所述给进机构包括工作槽,工作槽内部转动插接有给进带,给进带表面设置有若干个支撑块,给进带内部交错设置有两个转动轮,给进带两端套接在两个转动轮表面,转动轮中部设置有转动轴,其中一个转动轴一端与外部转动把手连接,转动轴与转动轮之间通过多个连接杆固定连接,其中给进机构的工作槽内壁设置有限制装置。
5、进一步的,所述限制装置包括限位块,限位块活动插接在立式模具内部,限位块一端固定连接有第一弹簧,限位块另一端为半球状设置,限位块半球状端部与其中一个连接杆底部贴合。
6、进一步的,所述固定机构包括转动环和两个插接槽,转动环转动插接在插接槽内部,转动环外侧中部固定连接有限位环,限位环一侧设置有锥齿轮,锥齿轮与减速电机输出端固定连接,限位环顶部与底部分别设置有两个第一固定块和两个第二固定块,支撑轴表面开设有与两个第一固定块和两个第二固定块相对应的固定槽,两个第一固定块和两个第二固定块一端均固定连接有第二弹簧,四个第二弹簧一端均与对应插接槽内壁固定连接。
7、进一步的,所述限位环顶部固定连接有两个第一推动块,两个第一固定块底部均开设设置有第一推动槽,限位环底部固定连接有两个第二推动块,两个第二定块顶部均开设有第二推动槽。
8、进一步的,所述稳定板为弧形设置,稳定板内表面设置有橡胶软层,其中一个稳定板位于两个管状工件位置开设有贯穿孔。
9、进一步的,若干个所述支撑块等距设置,相邻两个支撑块之间距离为管状工件长度的1.1倍。
10、进一步的,所述转动环中心线与支撑轴中心线为同一条直线,限位环表面表面开设有若干个齿牙,限位环齿牙表面与锥齿轮啮合。
11、进一步的,所述第一固定块和第二固定块端部均为弧形设置,固定槽与第一固定块或第二固定块相匹配。
12、进一步的,所述第一推动槽和第二推动槽均为弧形设置,两个第一推动槽和两个第二推动槽相对转动环中部环形设置。
13、本发明的技术效果和优点:
14、1、本发明通过设置有支撑轴将管状工件进行支撑,有效避免钻孔工作和翻孔工作将管状工件挤压变形,进而使得强度不高的管状工件不会因外力造成损坏,同时将管状工件的水平进出料方式改为垂直进出料方式,工完成的管状工件能够通过自身重力离开加工位置,无需工人进行手工取料。
15、2、本发明通过设置的两个给进机构完成对待钻孔和待翻孔管状工件的定位工作,并利用新加入的管状工件重力使得给进机构工作将加工完成的管状工件自动排出,进而无需工人进行手动放置定位和手动拿取完成件工作,进而大大提升了工件的加工效率,简化的工作步骤使得使用工人工作更为轻松高效。
16、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种汽车模金属冲压零件的翻孔加工模具,包括两个立式模具(1),其特征在于:所述立式模具(1)一侧开设有弧形槽(2),两个弧形槽(2)之间设置有支撑轴(3),支撑轴(3)表面套接有两个管状工件(4),两个立式模具(1)与支撑轴(3)之间均设置有给进机构,两个管状工件(4)一侧分别设置有钻孔钻头(5)和推动丝杆(6),支撑轴(3)位于两个管状工件(4)位置均开设有贯穿槽(7),其中一个贯穿槽(7)内部转动插接有转动筒(8),转动筒(8)内部与推动丝杆(6)相匹配,转动筒(8)外表面螺纹套接有翻孔冲压块(9);
2.根据权利要求1所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:所述给进机构包括工作槽(14),工作槽(14)内部转动插接有给进带(15),给进带(15)表面设置有若干个支撑块(16),给进带(15)内部交错设置有两个转动轮(17),给进带(15)两端套接在两个转动轮(17)表面,转动轮(17)中部设置有转动轴(18),其中一个转动轴(18)一端与外部转动把手连接,转动轴(18)与转动轮(17)之间通过多个连接杆(19)固定连接,其中给进机构的工作槽(14)内壁设置有限制装置。
3.根据权利要求2所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:所述限制装置包括限位块(20),限位块(20)活动插接在立式模具(1)内部,限位块(20)一端固定连接有第一弹簧(21),限位块(20)另一端为半球状设置,限位块(20)半球状端部与其中一个连接杆(19)底部贴合。
4.根据权利要求1所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:所述固定机构包括转动环(22)和两个插接槽(23),转动环(22)转动插接在插接槽(23)内部,转动环(22)外侧中部固定连接有限位环(24),限位环(24)一侧设置有锥齿轮(25),锥齿轮(25)与减速电机(13)输出端固定连接,限位环(24)顶部与底部分别设置有两个第一固定块(26)和两个第二固定块(27),支撑轴(3)表面开设有与两个第一固定块(26)和两个第二固定块(27)相对应的固定槽(28),两个第一固定块(26)和两个第二固定块(27)一端均固定连接有第二弹簧(29),四个第二弹簧(29)一端均与对应插接槽(23)内壁固定连接。
5.根据权利要求4所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:所述限位环(24)顶部固定连接有两个第一推动块(30),两个第一固定块(26)底部均开设设置有第一推动槽(31),限位环(24)底部固定连接有两个第二推动块(32),两个第二定块顶部均开设有第二推动槽(33)。
6.根据权利要求1所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:所述稳定板(10)为弧形设置,稳定板(10)内表面设置有橡胶软层,其中一个稳定板(10)位于两个管状工件(4)位置开设有贯穿孔。
7.根据权利要求2所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:若干个所述支撑块(16)等距设置,相邻两个支撑块(16)之间距离为管状工件(4)长度的1.1倍。
8.根据权利要求4所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:所述转动环(22)中心线与支撑轴(3)中心线为同一条直线,限位环(24)表面表面开设有若干个齿牙,限位环(24)齿牙表面与锥齿轮(25)啮合。
9.根据权利要求4所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:所述第一固定块(26)和第二固定块(27)端部均为弧形设置,固定槽(28)与第一固定块(26)或第二固定块(27)相匹配。
10.根据权利要求5所述的一种汽车模金属冲压零件的翻孔加工模具,其特征在于:所述第一推动槽(31)和第二推动槽(33)均为弧形设置,两个第一推动槽(31)和两个第二推动槽(33)相对转动环(22)中部环形设置。
技术总结
本发明公开了一种汽车模金属冲压零件的翻孔加工模具,包括两个立式模具,所述立式模具一侧开设有弧形槽,两个弧形槽之间设置有支撑轴,支撑轴表面套接有两个管状工件,两个立式模具与支撑轴之间均设置有给进机构,支撑轴位于两个管状工件位置均开设有贯穿槽,其中一个贯穿槽内部转动插接有转动筒,转动筒外表面螺纹套接有翻孔冲压块。本发明通过设置有支撑轴将管状工件进行支撑,有效避免钻孔工作和翻孔工作将管状工件挤压变形,进而使得强度不高的管状工件不会因外力造成损坏,同时将管状工件的水平进出料方式改为垂直进出料方式,工完成的管状工件能够通过自身重力离开加工位置,无需工人进行手工取料。
技术研发人员:王超云,戴永峰,胡泽煌
受保护的技术使用者:广州市迅兴精密工业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!