一种液压缸缸筒的加工工艺的制作方法
本发明涉及液压油缸的,具体而言,涉及一种液压缸缸筒的加工工艺。
背景技术:
1、液压油缸是将液压能转变为机械能、做直线往复运动的液压执行元件,它结构简单、工作可靠,用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳,因此在各种机械的液压系统中得到广泛应用,液压油缸按运动方式可分为直线往复运动式和回转摆动式;按受液压力作用情况可分为单作用式、双作用式,按结构形式可分为活塞式、柱塞式、多级伸缩套筒式,齿轮齿条式等液压油缸基本上由缸筒、缸盖、活塞、活塞杆、密封装置、缓冲装置与排气装置等组成,液压油缸缸筒则是其中很重要的一部分。
2、在制作缸筒过程中需要对缸体内孔进行加工,现有的加工方式为强力珩磨工艺,或者是刮削滚光工艺,刮削滚光工艺在使用过程中加工效率高,质量稳定,受到更多加工厂采用,但是刮削滚光也存在一定的弊端,则是加工长度最小为2000mm限制,低于该尺寸的缸筒则不能使用该工艺,除此之外加工成型后的缸筒,其缸筒内外壁粘连有沙粒,需要对其进行清理,而沙粒不容易被清洗掉,会影响后期油缸的组装等。
技术实现思路
1、本发明的目的在于提供一种液压缸缸筒的加工工艺,用以实现提高短小尺寸缸筒的加工效率以及提高对加工后缸筒的清洁效率。
2、本发明通过以下技术方案实现:包括以下步骤:
3、s1、焊接:对热轧钢管和缸筒法兰进行表面抛光,焊接前分别对热轧钢管和缸筒法兰进行预热,预热后将热轧钢管和缸筒法兰进行焊接形成缸体,焊接的缸体再次进行加热;
4、s2、探伤:对缸体进行探伤检测;
5、s3、滚镗内孔:采用刮削滚光机对缸体进行内孔开设;
6、s4、对中切断:s3完成后,采用切割机对缸体的中部进行切断形成两件缸筒;
7、s5、清洗;采用清洗装置对缸筒进行清洗。
8、为了更好的实现本发明,进一步的,
9、所述s1焊接:对热轧钢管和缸筒法兰进行表面抛光,焊接前分别对热轧钢管和缸筒法兰进行预热,预热温度为120-150℃,预热后将热轧钢管和缸筒法兰进行焊接形成缸体,焊接的缸体再次进行加热。
10、为了更好的实现本发明,进一步的,
11、在所述s3滚镗内孔之前,先将阀座和连接套安装在缸体的两端,滚镗内孔开设后,通过对其两端进行内螺纹的加工。
12、为了更好的实现本发明,进一步的,
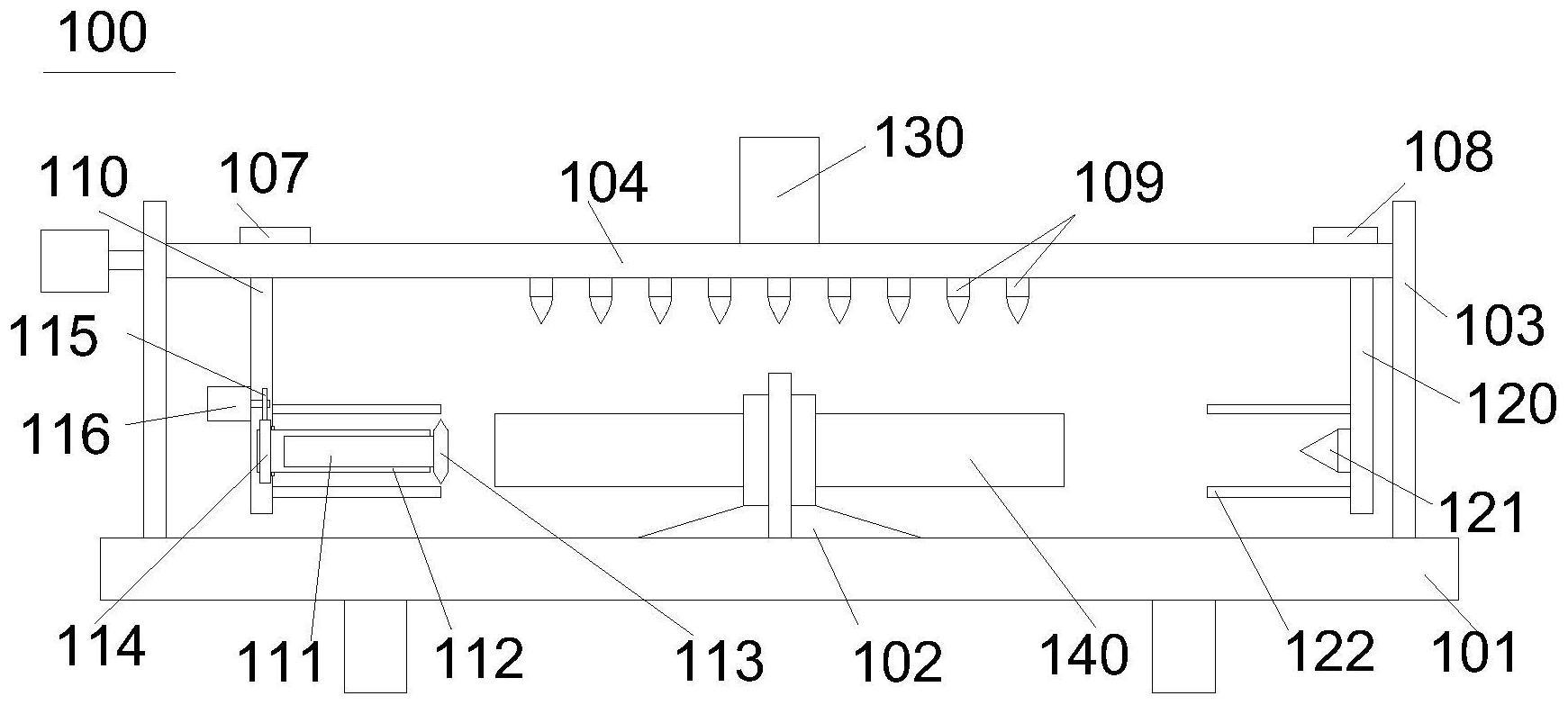
13、所述清洗装置包括底板,所述底板上设有用于安装缸筒的安装座,所述底板的两侧还设有侧板,两个所述侧板之间的顶部还设有顶板;
14、所述顶板上设有条形状的条孔,所述条孔内安装有传动丝杆,所述传动丝杆的两端传动连接有第一滑块和第二滑块,所述第一滑块和所述第二滑块在所述传动丝杆上做直线运动,且所述第一滑块和所述第二滑块的运动方向相反或相对;
15、所述第一滑块的底部设有第一连接柱,所述第一连接柱上设有内筒清洁组件和外壁清洁组件,所述外壁清洁组件设置在内筒清洁组件外圈,且所述内筒清洁组件和所述外壁清洁组件之间留有间隙;
16、所述第二滑块的底部设有第二连接柱,所述第二连接柱上设有外壁清洁组件和内壁清洁喷头。
17、为了更好的实现本发明,进一步的,
18、所述顶板上还设有若干外壁清洁喷头,且位于传动丝杆的两侧。
19、为了更好的实现本发明,进一步的,
20、所述顶板上安装有水箱,所述水箱分别与所述内壁清洁喷头和所述外壁清洁喷头通过水管连接,在所述水管上设有水泵。
21、为了更好的实现本发明,进一步的,
22、所述内筒清洁组件包括支撑杆和杆筒,所述支撑杆的端部设置有刮板,所述支撑杆螺旋套设在所述杆筒内,所述杆筒的一端外套设有转动轮,所述转动轮啮合有啮合齿轮,还设有传动电机,所述传动电机固定安装在所述第一支撑杆外壁,所述传动电机的输出轴上套设啮合齿轮,所述啮合齿轮和所述转动轮设于所述第一支撑杆内。
23、为了更好的实现本发明,进一步的,
24、所述外壁清洁组件包括筒体,所述筒体内粘接有抹布。
25、本发明的有益效果是:
26、本发明对刮削滚光开孔后的缸体进行对中切断,通过这样的加工方式能够将加工的长尺寸的缸体对中切割呈两件缸筒,在满足刮削滚光机的工艺条件下,能够快速形成2件短小的缸筒,通过长期的试验验证,通过采用上述方案滚光工艺单件耗时为7.65h/2=3.825h,与采用珩磨工艺(其耗时为9.35h/件)相比,其加工效率提高了59%,本发明能够在规避现有刮削滚关机的不能进行短小缸筒的加工的弊端的同时,能够提高短小缸筒的制备效率,克服了现有技术的缺陷,大大提高加工效率。
27、本发明通过设置清洁装置能够对加工后的缸筒进行清洁,使其缸筒的内壁和外壁都能得到清洁,减少人工的劳动力,优化劳动成本,提高效率。
技术特征:
1.一种液压缸缸筒的加工工艺,其特征在于,
2.根据权利要求1所述的液压缸缸筒的加工工艺,其特征在于,
3.根据权利要求1所述的液压缸缸筒的加工工艺,其特征在于,
4.根据权利要求1所述的液压缸缸筒的加工工艺,其特征在于,
5.根据权利要求4所述的液压缸缸筒的加工工艺,其特征在于,
6.根据权利要求4所述的液压缸缸筒的加工工艺,其特征在于,
7.根据权利要求4所述的液压缸缸筒的加工工艺,其特征在于,
8.根据权利要求4所述的液压缸缸筒的加工工艺,其特征在于,
技术总结
本发明提供一种液压缸缸筒的加工工艺,涉及液压油缸的技术领域,包括以下步骤:S1、焊接:对热轧钢管和缸筒法兰进行表面抛光,焊接前分别对热轧钢管和缸筒法兰进行预热,预热后将热轧钢管和缸筒法兰进行焊接形成缸体,焊接的缸体再次进行加热;S2、探伤:对缸体进行探伤检测;S3、滚镗内孔:采用刮削滚光机对缸体进行内孔开设;S4、对中切断:S3完成后,采用切割机对缸体的中部进行切断形成两件缸筒;S5、清洗;采用清洗装置对缸筒进行清洗。
技术研发人员:刘彦君,伍林虎,唐建兵,何大海,杨伟
受保护的技术使用者:成都成缸液压设备制造有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!