一种扁管线加工成型方法与流程
本发明涉及扁管线加工,具体涉及一种扁管线成型设备及方法。
背景技术:
1、将汽车冷却器上的冷却管由圆管改为扁管,可缩小冷却器的尺寸,因此扁管被广泛应用于汽车冷却器上。目前,扁管的生产加工是将圆管输送到扁管线上,通过辊压成型,将圆管加工成扁管。为保证成型质量,提高扁管品质,在输送圆管时,需要将圆管平稳输送到成型辊上,同时使圆管中心和上下成型辊所构成的成型空间中心一致,这样才能保证加工的扁管质量。
2、为此,在扁管生产线上,圆管上料阶段会加装平辊架,平辊架上安装有上下两个成型辊,圆管放置在成型辊中间,成型辊将圆管压紧,从而使圆管平稳输送,渐变为扁管。现有方式对成型过程中扁管的圆弧控制不稳定,扁管成型受力不均匀,特别是扁管的平面部分和侧圆弧部分受力不均匀,导致圆弧部分易出现不合格,影响产品质量。
技术实现思路
1、为此,本发明提供一种扁管线加工成型方法,主要解决传统技术扁管成型受力不均匀,导致扁管圆弧部分易出现不合格,产品质量差的技术问题。
2、为了实现上述目的,本发明提供如下技术方案:一种扁管线加工成型方法,包括:
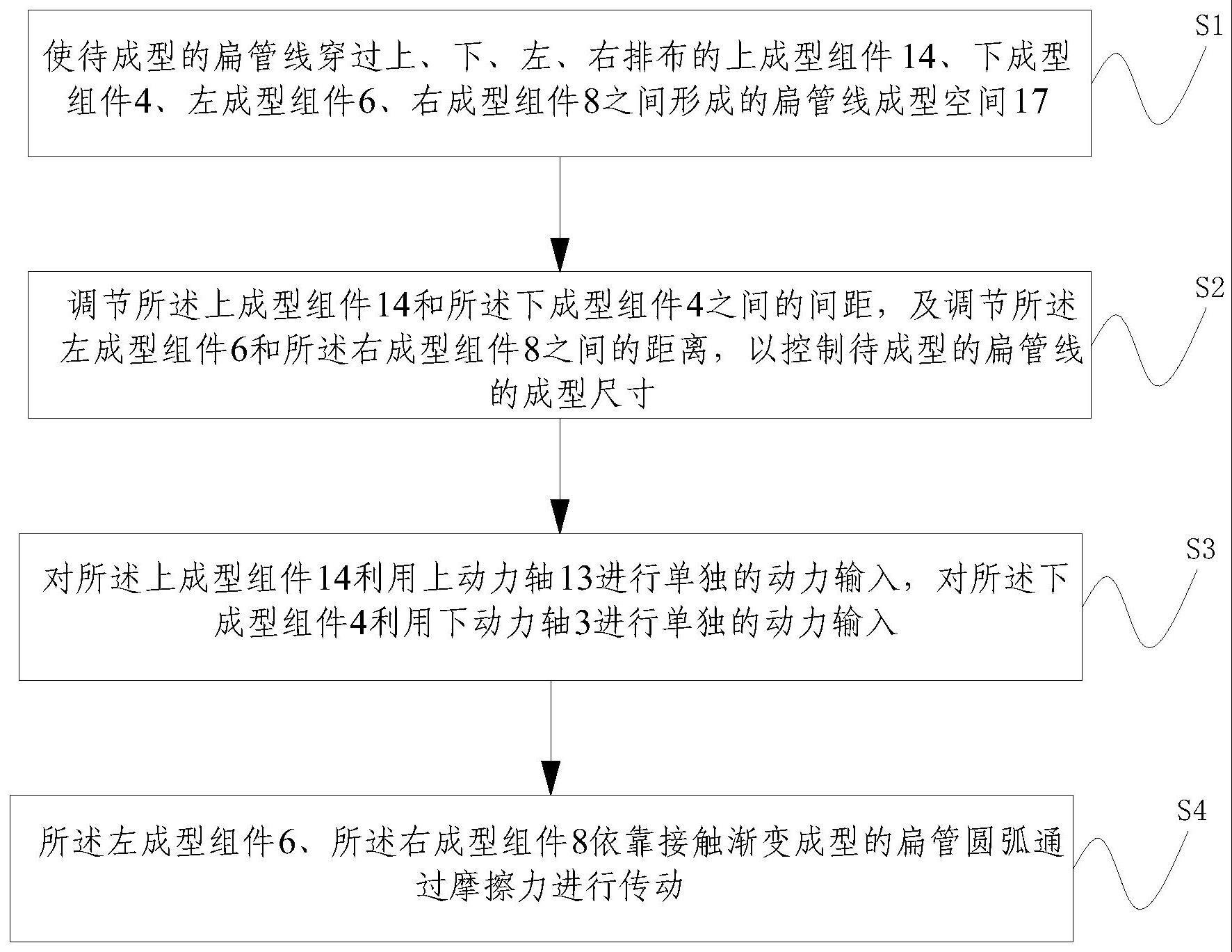
3、使待成型的扁管线穿过上、下、左、右排布的上成型组件、下成型组件、左成型组件、右成型组件之间形成的扁管线成型空间;
4、调节所述上成型组件和所述下成型组件之间的距离,及调节所述左成型组件和所述右成型组件之间的距离,以控制待成型的扁管线的成型尺寸;
5、对所述上成型组件利用上动力轴进行单独的动力输入,对所述下成型组件利用下动力轴进行单独的动力输入;
6、所述左成型组件、所述右成型组件依靠接触渐变成型的扁管圆弧通过摩擦力进行传动。
7、作为扁管线加工成型方法优选方案,采用的扁管线加工成型设备包括左架体、右架体、下动力轴、下成型组件、左滑块、左成型组件、右滑块、右成型组件、左滑座、左导柱、右滑座、右导柱、上动力轴和上成型组件;
8、所述下动力轴一端从所述左架体伸出,所述下动力轴另外一端从所述右架体伸出,所述下成型组件处于所述左架体和所述右架体之间,所述下成型组件连接所述下动力轴;
9、所述左架体形成有左滑槽,所述右架体形成有右滑槽,所述左滑块连接所述左滑槽,所述左成型组件连接所述左滑块;所述右滑块连接所述右滑槽,所述右成型组件连接所述右滑块;
10、所述左滑座通过所述左导柱连接在所述左架体的上方,所述右滑座通过所述右导柱连接在所述右架体的上方;所述上动力轴一端从所述左滑座伸出,所述上动力轴另外一端从所述右滑座伸出,所述上成型组件处于所述左滑座和所述右滑座之间,所述上成型组件连接所述上动力轴;
11、所述下成型组件、所述上成型组件、所述左成型组件、所述右成型组件之间形成扁管线成型空间。
12、作为扁管线加工成型方法优选方案,所述下动力轴通过第一轴承相对于接触的所述左架体进行旋转,所述下动力轴通过第二轴承相对于接触的所述右架体进行旋转;通过第一接头法兰对所述下动力轴进行动力输入;
13、所述上动力轴通过第三轴承相对于接触的所述左滑座进行旋转,所述上动力轴通过第四轴承相对于接触的所述右滑座进行旋转,通过第二接头法兰对所述上动力轴进行动力输入。
14、作为扁管线加工成型方法优选方案,所述下成型组件包括下成型辊、下调节套和下调节螺母;
15、所述下动力轴和所述下成型辊采用键连接,且所述下动力轴加工有螺纹,以安装所述下调节螺母,所述下调节螺母和所述下调节套均对称设计在所述下成型辊的两侧,通过所述下调节螺母和所述下调节套调节所述下成型辊的中心位置。
16、作为扁管线加工成型方法优选方案,所述上成型组件包括上成型辊、上调节套和上调节螺母;
17、所述上动力轴和所述上成型辊采用键连接,且所述上动力轴加工有螺纹,以安装所述上调节螺母,所述上调节螺母和所述上调节套均对称设计在所述上成型辊的两侧,通过所述上调节螺母和所述上调节套调节所述上成型辊的中心位置。
18、作为扁管线加工成型方法优选方案,所述左成型组件包括左盖板、左成型辊和左立轴;所述左滑块形成有左容纳槽;
19、所述左成型辊处于所述左滑块形成的所述左容纳槽中,所述左成型辊通过所述左立轴固定在所述左盖板和所述左容纳槽的底部,所述左成型辊相对于所述左立轴进行旋转,所述左成型辊跟随所述左滑块进行左右调节,以改变所述左成型组件和所述右成型组件的间隙。
20、作为扁管线加工成型方法优选方案,所述左滑块的侧部连接有第一调节丝杆;所述左架体的侧部连接有左固定板;
21、通过左调节螺母调节所述第一调节丝杆,改变所述左滑块在所述左滑槽的左右位置,所述左滑块带动所述左成型辊左右移动。
22、作为扁管线加工成型方法优选方案,所述右成型组件包括右盖板、右成型辊和右立轴;所述右滑块形成有右容纳槽;
23、所述右成型辊处于所述右滑块形成的所述右容纳槽中,所述右成型辊通过所述右立轴固定在所述右盖板和所述右容纳槽的底部,所述右成型辊相对于所述右立轴进行旋转,所述右成型辊跟随所述右滑块进行左右调节,以改变所述左成型组件和所述右成型组件的间隙。
24、作为扁管线加工成型方法优选方案,所述右滑块的侧部连接有第二调节丝杆;所述右架体的侧部连接有右固定板;
25、通过右调节螺母调节所述第二调节丝杆,改变所述右滑块在所述右滑槽的左右位置,所述右滑块带动所述右成型辊左右移动。
26、作为扁管线加工成型方法优选方案,通过第三调节丝杆改变所述左滑座和所述左架体的间距,通过第四调节丝杆改变所述右滑座和所述右架体的间距;
27、所述左滑座沿所述左导柱上下移动,所述右滑座沿所述右导柱上下移动,所述左滑座和所述右滑座带动所述上动力轴上下移动,以改变所述上成型组件和所述下成型组件的间距;
28、所述左导柱和第三调节丝杆上端通过左调节座安装支撑,所述右导柱和第四调节丝杆上端通过右调节座安装支撑。
29、本发明具有如下优点:通过使待成型的扁管线穿过上、下、左、右排布的上成型组件、下成型组件、左成型组件、右成型组件之间形成的扁管线成型空间;调节上成型组件和下成型组件之间的距离,及调节左成型组件和右成型组件之间的距离,以控制待成型的扁管线的成型尺寸;对上成型组件利用上动力轴进行单独的动力输入,对下成型组件利用下动力轴进行单独的动力输入;左成型组件、右成型组件依靠接触渐变成型的扁管圆弧通过摩擦力进行传动。本发明可以使得扁管线的平面部分和侧圆弧部分同时受力成型,受力比较均匀,提高产品合格率和产品质量,降低成本,生产效率也得到提升。
技术特征:
1.一种扁管线加工成型方法,其特征在于,包括:
2.根据权利要求1所述的一种扁管线加工成型方法,其特征在于,采用的扁管线加工成型设备包括左架体(1)、右架体(2)、下动力轴(3)、下成型组件(4)、左滑块(5)、左成型组件(6)、右滑块(7)、右成型组件(8)、左滑座(9)、左导柱(10)、右滑座(11)、右导柱(12)、上动力轴(13)和上成型组件(14);
3.根据权利要求2所述的一种扁管线加工成型方法,其特征在于,所述下动力轴(3)通过第一轴承相对于接触的所述左架体(1)进行旋转,所述下动力轴(3)通过第二轴承相对于接触的所述右架体(2)进行旋转;通过第一接头法兰(18)对所述下动力轴(3)进行动力输入;
4.根据权利要求2所述的一种扁管线加工成型方法,其特征在于,所述下成型组件(4)包括下成型辊(20)、下调节套(21)和下调节螺母(22);
5.根据权利要求4所述的一种扁管线加工成型方法,其特征在于,所述上成型组件(14)包括上成型辊(23)、上调节套(24)和上调节螺母(25);
6.根据权利要求5所述的一种扁管线加工成型方法,其特征在于,所述左成型组件(6)包括左盖板(26)、左成型辊(27)和左立轴(28);所述左滑块(5)形成有左容纳槽(29);
7.根据权利要求6所述的一种扁管线加工成型方法,其特征在于,所述左滑块(5)的侧部连接有第一调节丝杆(30);所述左架体(1)的侧部连接有左固定板(31);
8.根据权利要求6所述的一种扁管线加工成型方法,其特征在于,所述右成型组件(8)包括右盖板(33)、右成型辊(34)和右立轴(35);所述右滑块(7)形成有右容纳槽(36);
9.根据权利要求8所述的一种扁管线加工成型方法,其特征在于,所述右滑块(7)的侧部连接有第二调节丝杆(37);所述右架体(2)的侧部连接有右固定板(38);
10.根据权利要求9所述的一种扁管线加工成型方法,其特征在于,通过第三调节丝杆(39)改变所述左滑座(9)和所述左架体(1)的间距,通过第四调节丝杆(40)改变所述右滑座(11)和所述右架体(2)的间距;
技术总结
一种扁管线加工成型方法,通过使待成型的扁管线穿过上、下、左、右排布的上成型组件、下成型组件、左成型组件、右成型组件之间形成的扁管线成型空间;调节上成型组件和下成型组件之间的距离,及调节左成型组件和右成型组件之间的距离,以控制待成型的扁管线的成型尺寸;对上成型组件利用上动力轴进行单独的动力输入,对下成型组件利用下动力轴进行单独的动力输入;左成型组件、右成型组件依靠接触渐变成型的扁管圆弧通过摩擦力进行传动。本发明可以使得扁管线的平面部分和侧圆弧部分同时受力成型,受力比较均匀,提高产品合格率和产品质量,降低成本,生产效率也得到提升。
技术研发人员:孙楠,李楠,刘德治,于翠翠,苏海,叶贵清,王来
受保护的技术使用者:辽宁联友博科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!