一种用于钻孔加工的分离式钻模工装及其使用方法与流程
本发明涉及车削辅助工具,具体涉及一种用于钻孔加工的分离式钻模工装及其使用方法。
背景技术:
1、钻模是一种用于引导刀具在工件上钻孔或铰孔的机床夹具,能保证钻孔的位置精度,提高钻孔效率,降低对工人的技术要求。
2、如图1~3所示,现有技术中的分离式钻模工装包括平垫片1、导柱2、钻模板3、压板4、定位板5、底板6和手拧螺栓7,钻模板3、定位板5和底板6依次叠放,通过两根贯穿的导柱2实现定位。导柱2的一端设置有轴肩,另一端设置有螺纹盲孔,手拧螺栓7与导柱2螺纹连接,实现轴向固定。平垫片1设置在平垫片1和钻模板3之间。定位板5的中部加工有矩形的定位通孔,用于放置待加工产品9和压板4。钻模板3上设置有引导钻头或铰刀的通孔。底板6上还设置有方便拆卸的操作孔。
3、现有分离式钻模工装在使用时,操作者首先需要拆下手拧螺栓7和平垫片1,然后将钻模板3取走,露出定位板5的定位通孔。依次放入压板4和待加工产品9并压实,最后安装钻模板3,通过手拧螺栓7和平垫片1实现固定。将准备好的工装固定在操作平台上,操作机床钻头通过钻模板3上的通孔引导,对待加工产品9进行钻孔加工。
4、钻孔结束后,将工装取下拆开,首先拆下手拧螺栓7和平垫片1,然后将钻模板3取走,再将工装倒置,在底板6的操作孔中插入顶杆,将压板4和待加工产品9顶出。压板4的作用有两个:一是防止钻孔过程中对底板6造成损伤;二是在拆卸过程中防止顶杆对产品造成损伤。
5、现有分离式钻模工装存在的问题是:加工过程中需要频繁拆装钻模板3,钻模板3与导柱2之间的磨损速度快,致使钻模板3的定位精度迅速降低,加工产品的合格率不断减小,直至更换新的钻模板3和导柱2,维修成本较高。长期使用发现,钻模板3上用于引导钻头或铰刀的通孔磨损量往往不大,但因为定位精度不能保证,只能更换下来,造成了严重的浪费,增加了不必要的成本,亟需做出改进。
6、公开于该背景技术部分的信息仅仅旨在于加深对本发明总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成本领域技术人员所公知的现有技术。
技术实现思路
1、本发明提供一种用于钻孔加工的分离式钻模工装及其使用方法,目的是解决现有技术中分离式钻模工装使用时因频繁拆装造成定位精度下降快,操作不便,维修成本高的问题。
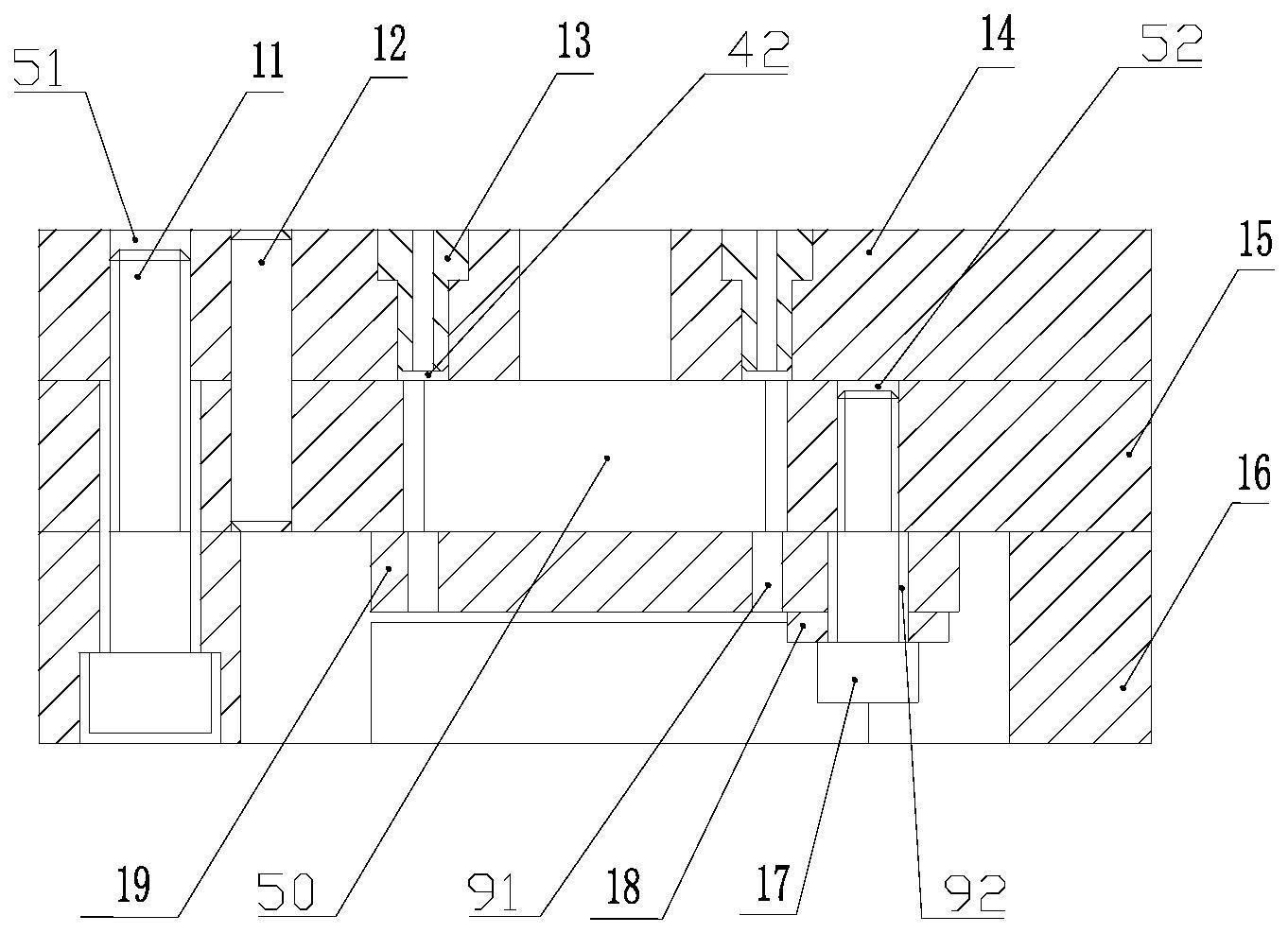
2、一种用于钻孔加工的分离式钻模工装,包括紧固螺栓、定位销、钻模基板、定位中间板、调平底板、压紧螺栓、垫片和卸料板;
3、钻模基板和定位中间板的相同位置设置有定位销孔和第一螺纹孔,定位销孔至少有两处,用于安装定位销;第一螺纹孔至少有两处,用于安装紧固螺栓;钻模基板上设置有贯穿的引导孔,中部还设置有贯穿的拆卸孔;
4、定位中间板的中部设置有定位腔,用于容纳待加工产品并实现定位,定位腔的截面形状根据待加工产品的外形设置;定位中间板上还设置有第二螺纹孔,用于连接卸料板;
5、卸料板可拆卸固定在定位中间板远离钻模基板的一侧;
6、调平底板设置在定位中间板远离钻模基板的一侧,调平底板上设置有第一安装孔,数量和位置与第一螺纹孔一致;调平底板的中部设置有贯穿的通孔,用于容纳压紧螺栓、垫片和卸料板。
7、进一步地,分离式钻模工装还包括固定钻套,钻模基板上还设置有钻套安装孔,用于安装固定钻套,钻套安装孔为阶梯状通孔,固定钻套为设置有贯穿引导孔的阶梯轴,钻套安装孔和固定钻套之间采用过盈配合。
8、进一步地,固定钻套采用crwmn材料制成。
9、进一步地,卸料板上还设置有排屑孔,排屑孔的数量和位置与钻模基板上的引导孔一致,内径大于引导孔的内径。
10、进一步地,卸料板上设置有第二安装孔,第二安装孔为贯穿的光孔,数量和位置与第二螺纹孔一致。
11、进一步地,第一安装孔为贯穿的光孔。
12、进一步地,定位腔的截面整体呈矩形,定位腔的截面四角还设置有排气槽。
13、进一步地,钻模基板和定位中间板均为长方体状,钻模基板和定位中间板的相同位置各设置有两处定位销孔和四处第一螺纹孔,定位销孔沿对角设置,第一螺纹孔对称设置在四角位置,定位销孔和第一螺纹孔均为通孔。
14、进一步地,钻模基板采用crwmn材料制成。
15、基于相同的技术构思,本发明同时提出一种用于钻孔加工的分离式钻模工装使用方法,采用上述分离式钻模工装,按如下步骤进行:
16、s1、将固定钻套安装固定到钻模基板上;
17、s2、安装定位销,实现钻模基板和定位中间板的精确定位,然后用紧固螺栓将调平底板、定位中间板和钻模基板连接固定到一起;
18、s3、将待加工产品装入定位中间板并压实,然后用压紧螺栓和垫片将卸料板固定到定位中间板上,作为整体装卡到操作平台上进行钻孔操作;
19、s4、操作完成后,拆下压紧螺栓和垫片,取走卸料板;
20、s5、通过钻模基板的拆卸孔,利用顶杆拆卸待加工产品,使其脱离定位中间板。
21、本发明所取得的有益技术效果是:
22、使用过程中不需要对影响定位精度的定位销进行频繁拆装,彻底避免了因频繁拆装造成的定位精度下降快这一技术问题。通过采用固定钻套,降低安装精度要求等措施,在保证钻模定位精度的前提下降低了操作难度,延长了钻模的使用寿命,提高了零件合格率,产品的一致性更好,降低了维修成本。本发明解决了现有分离式钻模工装使用时因频繁拆装造成定位精度下降快,操作不便,维修成本高的问题,具有突出的实质性特点和显著的进步。
23、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中特别指出的结构来实现和获得。
技术特征:
1.一种用于钻孔加工的分离式钻模工装,其特征在于,包括紧固螺栓(11)、定位销(12)、钻模基板(14)、定位中间板(15)、调平底板(16)、压紧螺栓(17)、垫片(18)和卸料板(19);
2.根据权利要求1所述的分离式钻模工装,其特征在于,所述分离式钻模工装还包括固定钻套(13),所述钻模基板(14)上还设置有钻套安装孔(42),用于安装固定钻套(13),钻套安装孔(42)为阶梯状通孔,固定钻套(13)为设置有贯穿引导孔的阶梯轴,钻套安装孔(42)和固定钻套(13)之间采用过盈配合。
3.根据权利要求2所述的分离式钻模工装,其特征在于,所述固定钻套(13)采用crwmn材料制成。
4.根据权利要求1所述的分离式钻模工装,其特征在于,所述卸料板(19)上还设置有排屑孔(91),排屑孔(91)的数量和位置与钻模基板(14)上的引导孔一致,内径大于引导孔的内径。
5.根据权利要求1所述的分离式钻模工装,其特征在于,所述卸料板(19)上设置有第二安装孔(92),第二安装孔(92)为贯穿的光孔,数量和位置与第二螺纹孔(52)一致。
6.根据权利要求1所述的分离式钻模工装,其特征在于,所述第一安装孔(61)为贯穿的光孔。
7.根据权利要求1~6其中任意一项所述的分离式钻模工装,其特征在于,所述定位腔(50)的截面整体呈矩形,定位腔(50)的截面四角还设置有排气槽。
8.根据权利要求1~6其中任意一项所述的分离式钻模工装,其特征在于,所述钻模基板(14)和定位中间板(15)均为长方体状,钻模基板(14)和定位中间板(15)的相同位置各设置有两处定位销孔(41)和四处第一螺纹孔(51),定位销孔(41)沿对角设置,第一螺纹孔(51)对称设置在四角位置,定位销孔(41)和第一螺纹孔(51)均为通孔。
9.根据权利要求1~6其中任意一项所述的分离式钻模工装,其特征在于,所述钻模基板(14)采用crwmn材料制成。
10.一种用于钻孔加工的分离式钻模工装使用方法,其特征在于,采用权利要求1~9其中任意一项所述的分离式钻模工装,按如下步骤进行:
技术总结
本发明提出一种用于钻孔加工的分离式钻模工装,属于车削辅助工具技术领域,包括紧固螺栓、定位销、钻模基板、定位中间板、调平底板、压紧螺栓、垫片和卸料板;钻模基板和定位中间板的相同位置设置有定位销孔和第一螺纹孔;钻模基板上设置有贯穿的引导孔;定位中间板上设置有第二螺纹孔,中部设置有定位腔;卸料板可拆卸固定在定位中间板远离钻模基板的一侧;调平底板设置在定位中间板远离钻模基板的一侧,调平底板上设置有第一安装孔,数量和位置与第一螺纹孔一致;调平底板的中部设置有贯穿的通孔,用于容纳压紧螺栓、垫片和卸料板。本发明同时提出了使用方法,解决了现有技术定位精度下降快,操作不便,维修成本高的问题。
技术研发人员:莫文广,肖有湘,冉文聪,唐煌
受保护的技术使用者:柳州长虹航天技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!