高频脉冲复合直流精密微TIG电弧点焊电源及点焊方法
本发明涉及电弧焊接电源设备,尤其涉及一种高频脉冲复合直流精密微tig电弧点焊电源及点焊方法。
背景技术:
1、随着电子产品精密化、高质化的快速发展,对各种电子元器件及其连接的质量和性能提出了更高的要求,如何提高焊接精密度及稳定性已成为一些微型器件产品制造成功的关键。
2、微tig弧焊电流小、热量较低,其钨极条件及外电场作用复杂,阴极斑点可能出现在端头侧面出现不规则爬升或旋转等现象;在阳极表面也可能因为少量杂质而出现不断跳弧的现象,特别在5a电流以下电弧的不稳定现象更加明显。电弧的不稳定性将极大影响精密元器件焊接的宏观形貌和性能质量,从而降低该焊接方法的适应性及应用范围。
技术实现思路
1、为至少一定程度上解决现有技术中存在的技术问题之一,本发明的目的在于提供一种高频脉冲复合直流精密微tig电弧点焊电源及点焊方法。
2、本发明所采用的技术方案是:
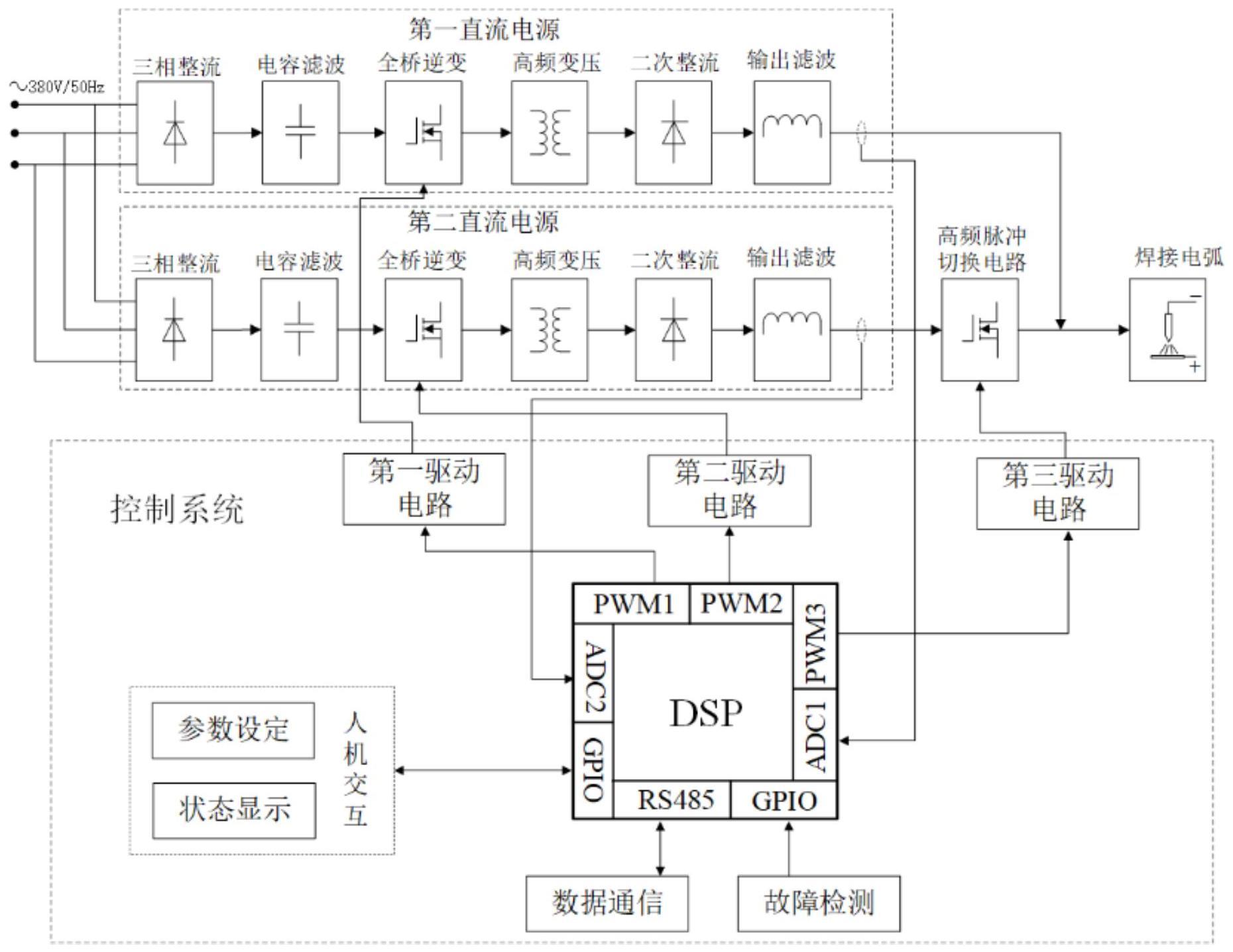
3、一种高频脉冲复合直流精密微tig电弧点焊电源,包括由第一直流电源、第二直流电源和高频切换电路组成的主电路,以及用于控制所述主电路的控制系统,所述控制系统包括dsp控制器、pwm驱动电路、电流采样电路、故障检测电路和数据通信电路;
4、所述第一直流电源和第二直流电源均包括顺次连接的三相整流、电容滤波、逆变桥、高频变压、二次整流和输出滤波电路;
5、所述高频切换电路连接第二直流电源的输出端,经切换电路mos场效应管开关调制后获取高频脉冲电流,所述高频脉冲电流与第一直流电源输出的直流电叠加复合后提供给电弧负载;
6、所述dsp控制器用于控制整套焊接电源,所述pwm驱动电路、电流采样电路和故障检测电路与所述dsp控制器连接。
7、其中,空载电压较高,达到100v以上,以匹配微tig电弧高场强的物理特性。
8、进一步地,所述高频切换电路由mos场效应管及其rc吸收电路组成,所述mos场效应管的漏极d连接于所述第二直流电源的正极,所述mos场效应管的源极s连接于所述第二直流电源的负极;
9、在所述高频切换电路中,当mos场效应管导通时,第二直流电源输出的电流从正极通过该mos场效应管直接流回到负极;当mos场效应管关闭时,第二直流电源的电流从正极经过电弧负载流回负极;故通过控制该mos场效应管导通和关闭的频率、占空比进而调制输出到电弧负载的脉冲电流的频率和占空比。脉冲电流的幅值等于第二直流电源输出的电流值。
10、进一步地,所述第二直流电源的输出经过高频切换电路调制的电流与第一直流电源输出的电流叠加复合后提供给电弧负载;
11、叠加复合提供给电弧负载的高频脉冲电流的基值等于第一直流电源输出的电流值,高频脉冲电流的脉冲幅值等于切换电路输出的电流值。
12、进一步地,所述dsp控制器连接pwm驱动电路的输入端,通过驱动电路输出信号控制对应mos场效应管的导通与关闭;
13、所述pwm驱动电路包括第一驱动电路、第二驱动电路和第三驱动电路;其中所述第一驱动电路连接第一直流电源的逆变桥的mos场效应管,所述第二驱动电路连接第二直流电源的逆变桥的mos场效应管,所述第三驱动电路连接高频切换电路的mos场效应管;
14、驱动电路的输出端连接mos场效应管均为场效应管的栅极g和源极s。
15、进一步地,所述电流采样电路包括第一电流采样电路和第二电流采样电路;所述第一电流采样电路采集第一直流电源输出滤波后的电流,获取第一反馈电流信号;第二电流采样电路采集第二直流电源输出滤波后的电流,获取第二反馈电流信号;
16、根据所述第一反馈电流信号,所述dsp控制器向所述第一驱动电路输出第一pwm信号;所述第一pwm信号用于调整所述第一直流电源的输出电流值;
17、根据所述第一反馈电流信号输出所述第一pwm信号的步骤包括:获取所述第一反馈电流信号与所述预设第一电流对应值的第一偏差,然后采用pi控制根据所述第一偏差进行占空比调节,得到所述第一pwm信号;
18、根据所述第二反馈电流信号,所述dsp控制器向所述第二驱动电路输出第二pwm信号;所述第二pwm信号用于调整所述第二直流电源的输出电流值;
19、根据所述第二反馈电流信号输出所述第二pwm信号的步骤包括:获取所述第二反馈电流信号与所述预设第二电流对应值的第二偏差,然后采用pi控制根据所述第二偏差进行占空比调节,得到所述第二pwm信号。
20、进一步地,所述高频脉冲复合直流精密微tig电弧点焊电源还包括与所述dsp控制器连接的人机交互系统;
21、所述人机交互系统包括按键板和lcd液晶显示屏;
22、所述按键板用于设定各阶段所述第一直流电源输出的第一电流、焊接时间,所述第二直流电源输出的第二电流,所述高频脉冲电流的频率和占空比;
23、所述lcd液晶显示屏用于显示实时输入的参数设定值、实时焊接电流及故障类型。
24、进一步地,所述电流采样电路的闭环反馈环节采用数字pid算法来实现。
25、进一步地,所述故障检测电路包括过温检测电路和过流检测电路。
26、本发明所采用的另一技术方案是:
27、一种高频脉冲复合直流精密微tig电弧点焊方法,应用于上所述的高频脉冲复合直流精密微tig电弧点焊电源,包括高频脉冲电流波形、基值维弧阶段、基值缓升阶段、主焊接阶段、基值缓降阶段、基值收弧阶段;
28、所述基值维弧阶段:当电弧检测到引弧成功后,叠加高频脉冲电流,并调节第一直流电源输出的基值电流将电弧电流降低至维持电弧稳定燃烧状态;
29、所述基值缓升阶段:在电弧稳定燃烧且预热设定的时间后,在设定时间内将第一直流电源输出的基值电流缓升至主焊接阶段设定的基值电流值;
30、所述主焊接阶段:在焊接过程中将第一直流电源输出的基值电流保持为设置焊接电流值;
31、所述基值缓降阶段:当焊接过程结束时,在设定时间内将第一直流电源输出的基值电流缓降至设定的收弧电流值;
32、所述基值收弧阶段:在设定时间内,将第一直流电源输出的基值电流保持为设定收弧电流值,最后再降至零;
33、所述高频脉冲电流波形:在引弧成功后,高频脉冲电流叠加第一直流电源输出的基值电流,直至基值电流降低至零。
34、进一步地,在所述基值维弧阶段之前还包括提前送气阶段,在所述基值收弧阶段之后还包括滞后断气阶段。
35、本发明的有益效果是:基于高频脉冲的电流变化,提高了微tig电弧的瞬态电子密度,大大减少微tig电弧阳极斑点跳动、易断弧等缺陷的出现,提升电弧的连续性,高频脉冲电流的电磁效应增加了微tig电弧的挺直度;因此本发明提供的焊接电源及焊接方法大大提升微tig电弧稳定性,特别是5a电流以下的电弧稳定性,得到更良好的焊接质量,扩大了微tig电弧焊接工艺的应用范围。
技术特征:
1.一种高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,包括由第一直流电源、第二直流电源和高频切换电路组成的主电路,以及用于控制所述主电路的控制系统,所述控制系统包括dsp控制器、pwm驱动电路、电流采样电路、故障检测电路和数据通信电路;
2.根据权利要求1所述的一种高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,所述高频切换电路由mos场效应管及其rc吸收电路组成,所述mos场效应管的漏极d连接于所述第二直流电源的正极,所述mos场效应管的源极s连接于所述第二直流电源的负极;
3.根据权利要求1所述的一种高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,所述第二直流电源的输出经过高频切换电路调制的电流与第一直流电源输出的电流叠加复合后提供给电弧负载;
4.根据权利要求1所述的一种高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,所述dsp控制器连接pwm驱动电路的输入端,通过驱动电路输出信号控制对应mos场效应管的导通与关闭;
5.根据权利要求1所述的一种高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,所述电流采样电路包括第一电流采样电路和第二电流采样电路;所述第一电流采样电路采集第一直流电源输出滤波后的电流,获取第一反馈电流信号;第二电流采样电路采集第二直流电源输出滤波后的电流,获取第二反馈电流信号;
6.根据权利要求1所述的一种高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,所述高频脉冲复合直流精密微tig电弧点焊电源还包括与所述dsp控制器连接的人机交互系统;
7.根据权利要求1所述的一种高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,所述电流采样电路的闭环反馈环节采用数字pid算法来实现。
8.根据权利要求1所述的一种高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,所述故障检测电路包括过温检测电路和过流检测电路。
9.一种高频脉冲复合直流精密微tig电弧点焊方法,应用于权利要求1至8任一项所述的高频脉冲复合直流精密微tig电弧点焊电源,其特征在于,包括高频脉冲电流波形、基值维弧阶段、基值缓升阶段、主焊接阶段、基值缓降阶段、基值收弧阶段;
10.根据权利要求9所述的一种高频脉冲复合直流精密微tig电弧点焊方法,其特征在于,在所述基值维弧阶段之前还包括提前送气阶段,在所述基值收弧阶段之后还包括滞后断气阶段。
技术总结
本发明公开了一种高频脉冲复合直流精密微TIG电弧点焊电源及点焊方法,其中电源包括第一直流电源、第二直流电源、高频切换电路、控制系统;第二直流电源连接高频切换电路,经切换电路调节输出的脉冲电流与第一直流电源输出的直流电叠加复合后提供给电弧负载;控制系统包括DSP控制器、驱动电路、采样电路及故障检测电路等。本发明电源可为微TIG电弧提供高频脉冲电流,提高微TIG电弧瞬态电流密度,进而大大减少微TIG电弧阳极斑点跳动、易断弧等缺陷的出现,可将稳定焊接的电弧电流降低至2A,明显提升微TIG电弧的稳定性和点焊接头质量,扩大了微TIG电弧焊接工艺的应用范围。本发明可广泛应用于电弧焊接电源设备。
技术研发人员:曹彪,王奕楷,黄增好,庞世炫,王燮阳
受保护的技术使用者:华南理工大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!