轧辊分段冷却的控制方法及相关设备与流程
本发明涉及轧辊冷却领域,尤其涉及一种轧辊分段冷却的控制方法及相关设备。
背景技术:
1、薄板坯无头轧制相较传统热连轧产线最大的区别在于无头轧制产线从铸机到卷取机之间轧件是刚性连接的,生产过程中带钢和轧辊时刻保持接触状态,因此,轧辊热膨胀积累相较热连轧要大,并且随着轧制的进行,热胀也会持续增加。另外,生产过程中偶发的不规则浪形问题,通常没有较好的手段进行控制。
2、薄板坯无头轧制产线轧辊分段冷却rtc(roll thermal control,轧辊热凸度控制)和rtc plus设备,其可以通过控制每个分区的水量来实现轧辊不同区域的差异化冷却控制,最终实现对热凸度的有效控制。另外,rtc也可以实现对特定区域的水量调整,来实现对不规则浪形的控制。
3、但现场生产过程中,只能通过模型控制参数表对各段的水量进行设定控制,该设定值区分钢种、宽度和厚度,参数需在生产前进行配置。正常生产过程中执行自动控制模式,各段水量设定执行模型参数表设定值,通过设定预设定值对轧辊热凸度进行控制。若生产过程中机架间出现1/4浪形,操作人员将对应机架rtc控制模式切换手动模式,然后,调整1/4位置喷嘴水量,来实现对该机架出口1/4浪的控制。但目前的控制方法对于轧辊热凸度的控制为开环控制,控制不够精确,且热凸度控制效果不佳。
技术实现思路
1、鉴于上述问题,本发明提供一种轧辊分段冷却的控制方法及相关设备,主要目的在于解决目前的轧辊热凸度的控制不够精确,且热凸度控制效果不佳的问题。
2、为解决上述至少一种技术问题,第一方面,本发明提供了一种轧辊分段冷却的控制方法,该方法包括:
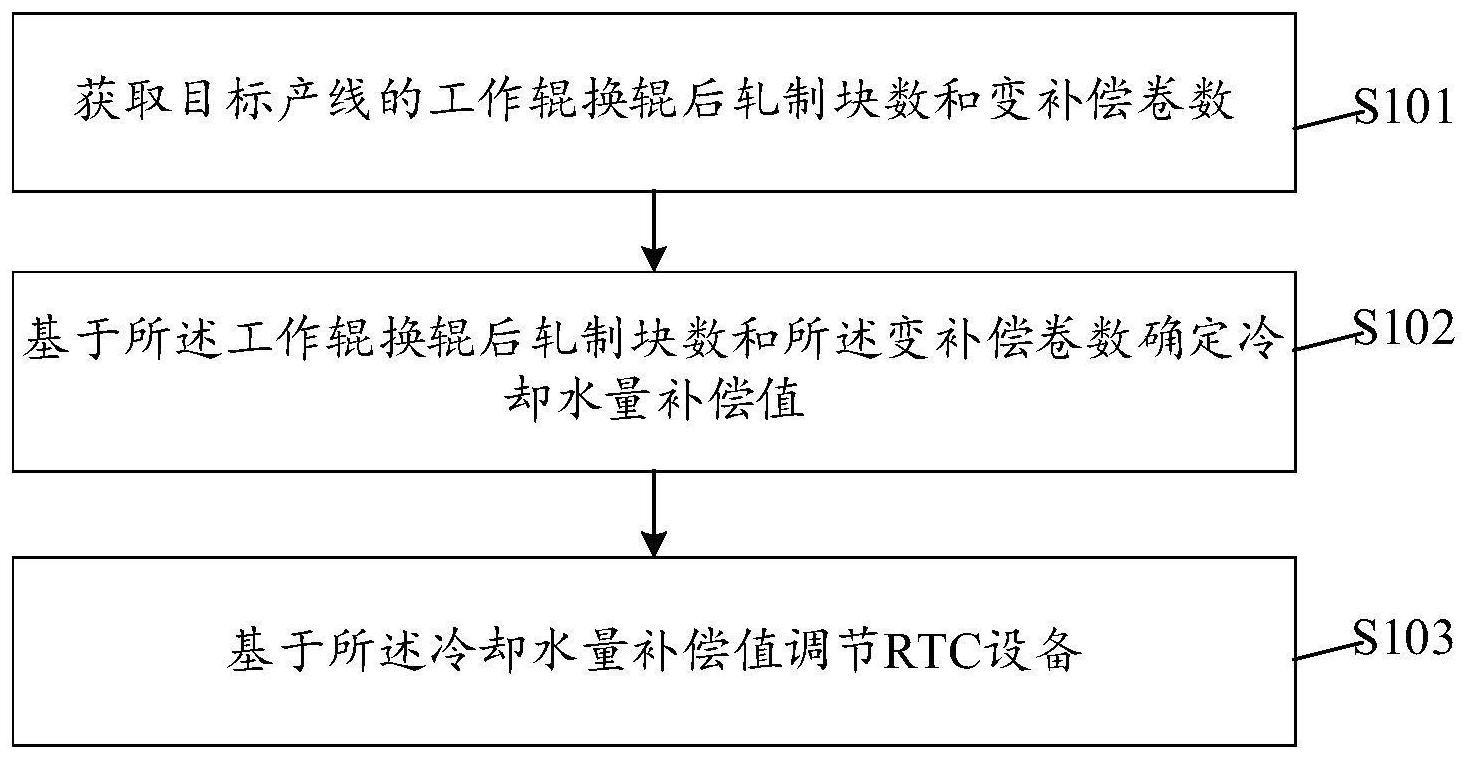
3、获取目标产线的工作辊换辊后轧制块数和变补偿卷数;
4、基于上述工作辊换辊后轧制块数和上述变补偿卷数确定冷却水量补偿值;
5、基于上述冷却水量补偿值调节rtc设备。
6、可选的,上述基于上述冷却水量补偿值调节rtc设备,包括:
7、基于上述冷却水量补偿值调节rtc设备的机架号和喷嘴位置。
8、可选的,
9、上述变补偿卷数包括变补偿开始卷数和变补偿目标卷数,
10、其中,上述变补偿开始卷数用于表征补偿水量发生变化开始时所处的辊期位置;
11、上述变补偿目标卷数用于表征补偿水量发生变化结束时所处的辊期位置。
12、可选的,上述基于上述工作辊换辊后轧制块数和上述变补偿卷数确定冷却水量补偿值,包括:
13、在上述工作辊换辊后轧制块数小于或等于上述变补偿开始卷数的情况下,基于rtc设备初始值和初始流量补偿量确定上述冷却水量补偿值。
14、可选的,上述基于上述工作辊换辊后轧制块数和上述变补偿卷数确定冷却水量补偿值,包括:
15、在上述工作辊换辊后轧制块数小于或等于上述变补偿目标卷数的情况下,基于上述变补偿开始卷数、上述变补偿目标卷数、上述工作辊换辊后轧制块数、rtc设备初始值和初始流量补偿量确定上述冷却水量补偿值。
16、可选的,上述基于上述工作辊换辊后轧制块数和上述变补偿卷数确定冷却水量补偿值,包括:
17、在上述工作辊换辊后轧制块数大于上述变补偿目标卷数的情况下,确定上述rtc设备初始值为上述冷却水量补偿值。
18、可选的,上述方法还包括:
19、获取目标工作辊的实际热凸度;
20、基于上述目标工作辊的实际热凸度和目标热凸度的差确定偏差值;
21、基于上述偏差值与水量影响系数确定上述冷却水量补偿值,其中,上述水量影响系数是基于实际热凸度和目标热凸度确定的。
22、第二方面,本发明实施例还提供了一种轧辊分段冷却的控制装置,包括:
23、获取单元,用于获取目标产线的工作辊换辊后轧制块数和变补偿卷数;
24、确定单元,用于基于上述工作辊换辊后轧制块数和上述变补偿卷数确定冷却水量补偿值;
25、调节单元,用于基于上述冷却水量补偿值调节rtc设备。
26、为了实现上述目的,根据本发明的第三方面,提供了一种计算机可读存储介质,上述计算机可读存储介质包括存储的程序,其中,在上述程序被处理器执行时实现上述的轧辊分段冷却的控制方法的步骤。
27、为了实现上述目的,根据本发明的第四方面,提供了一种电子设备,包括至少一个处理器、以及与上述处理器连接的至少一个存储器;其中,上述处理器用于调用上述存储器中的程序指令,执行上述的轧辊分段冷却的控制方法的步骤。
28、借由上述技术方案,本发明提供的轧辊分段冷却的控制方法及相关设备,对于目前的轧辊热凸度的控制不够精确,且热凸度控制效果不佳的问题,本发明通过获取目标产线的工作辊换辊后轧制块数和变补偿卷数;基于上述工作辊换辊后轧制块数和上述变补偿卷数确定冷却水量补偿值;基于上述冷却水量补偿值调节rtc设备。在上述方案中,通过对不同位置的水量配比进行设定和动态调整,来实现对轧辊热凸度的控制,从而更好的控制带钢板形,提升轧制稳定性和产品质量。
29、相应地,本发明实施例提供的轧辊分段冷却的控制装置、设备和计算机可读存储介质,也同样具有上述技术效果。
30、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
技术特征:
1.一种轧辊分段冷却的控制方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述基于所述冷却水量补偿值调节rtc设备,包括:
3.根据权利要求1所述的方法,其特征在于,
4.根据权利要求3所述的方法,其特征在于,所述基于所述工作辊换辊后轧制块数和所述变补偿卷数确定冷却水量补偿值,包括:
5.根据权利要求3所述的方法,其特征在于,所述基于所述工作辊换辊后轧制块数和所述变补偿卷数确定冷却水量补偿值,包括:
6.根据权利要求3所述的方法,其特征在于,所述基于所述工作辊换辊后轧制块数和所述变补偿卷数确定冷却水量补偿值,包括:
7.根据权利要求1所述的方法,其特征在于,还包括:
8.一种轧辊分段冷却的控制装置,其特征在于,包括:
9.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质包括存储的程序,其中,在所述程序被处理器执行时实现如权利要求1至权利要求7中任一项所述的轧辊分段冷却的控制方法。
10.一种电子设备,其特征在于,所述电子设备包括至少一个处理器、以及与所述处理器连接的至少一个存储器;其中,所述处理器用于调用所述存储器中的程序指令,执行如权利要求1至权利要求7中任一项所述的轧辊分段冷却的控制方法。
技术总结
本发明公开了一种轧辊分段冷却的控制方法及相关设备,涉及轧辊冷却领域,主要为解决目前的轧辊热凸度的控制不够精确,且热凸度控制效果不佳的问题。该方法包括:获取目标产线的工作辊换辊后轧制块数和变补偿卷数;基于所述工作辊换辊后轧制块数和所述变补偿卷数确定冷却水量补偿值;基于所述冷却水量补偿值调节RTC设备。本发明用于轧辊分段冷却的控制过程。
技术研发人员:于洪亮,张敏,李继新,文杰,董占奎,王飞,严乐明,刘小民,郑金其,于键,杨文峰
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!