一种阀座压装自动换型装置及操作方法与流程
本发明涉及阀座压装设备相关,具体为一种阀座压装自动换型装置及操作方法。
背景技术:
1、阀座是阀门内可拆卸面部件,用于支撑阀芯全关位置,并构成密封副,一般阀座直径即为阀门最大流通直径;比如说蝶阀的阀座材质非常广泛, 各类橡胶, 塑料,金属材料均可作为阀座材质;
2、而阀座具有多种型号,传统阀座压装设备上通常都是单个阀座压装组件,所以导致在对不同型号的阀座进行压装时,需要先对阀座压装组件进行拆装更换,从而导致生产加工过程较慢,从而影响到生产效率,为此,本发明提出一种阀座压装自动换型装置及操作方法用以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种阀座压装自动换型装置及操作方法,以解决上述背景技术中提出的问题。
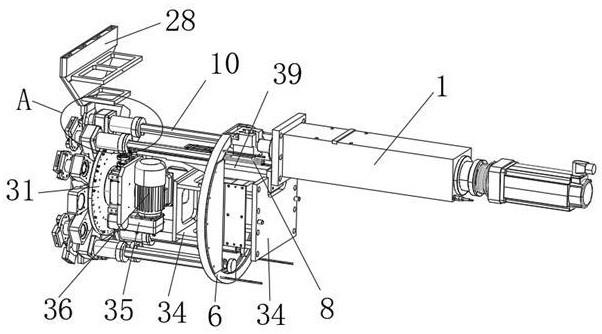
2、为实现上述目的,本发明提供如下技术方案:一种阀座压装自动换型装置,所述阀座压装自动换型装置包括:
3、伺服压机,所述伺服压机固定安装在阀座压装设备的机架上,且阀座压装设备的机架上固定安装有分度转台支架,所述分度转台支架上固定安装有压装导向支架,所述压装导向支架上固定安装有导轨;
4、支板,所述支板固定安装在分度转台支架上,其支板呈环形设置,且支板的内侧壁上开设有导向槽;
5、换型组件,所述换型组件安装在分度转台支架上,且换型组件由驱动电机、分度转台、转盘和发令开关组合构成;
6、阀座压装组件,所述阀座压装组件安装在转盘上,其阀座压装组件设置有十二个;
7、阀座四合一料道装置,所述阀座四合一料道装置固定安装在压装设备的机架上,且阀座四合一料道装置与最上方的阀座压装组件对齐设置。
8、优选的,所述支板对称设置有一组,且两侧的支板靠下侧之间为固定对接,且两侧的支板靠上侧之间留有开口,且支板的开口位置处固定安装有挡板,所述挡板上固定安装有滑块,所述滑块与导轨之间为滑动连接。
9、优选的,所述伺服压机的伸缩杆上固定对接有压机接头,所述压机接头的端部活动插接在滑块上所开设的对位槽之中。
10、优选的,所述驱动电机、分度转台均固定安装在压装导向支架上,所述分度转台的输入轴与驱动电机的输出轴传动连接,所述转盘固定安装在分度转台的输出轴上。
11、优选的,所述阀座压装组件由导杆、隔套、无油轴承、料道板、阀座压头、料门和料门支架组合构成,所述导杆通过接头与滑块相接触安装,所述隔套上一体成型有导向套,且隔套、导向套活动安装在导杆上,且导向套上固定安装有限位板,且导杆的运动范围通过限位板进行限位,且接头上的凸起部分活动设置在支板上的导向槽之中。
12、优选的,所述无油轴承通过支板和定位套定位在隔套上,且导杆与无油轴承的轴承内圈固定连接,所述料道板与定位套的末端固定连接,所述阀座压头与料道板固定连接,料道板的背面固定安装有调整垫,且阀座压头的位置通过调整垫进行调整。
13、优选的,所述料门支架固定在料道板的前端面,所述料门通过转轴转动安装在料门支架上,所述转轴上套设安装有扭簧,所述料门通过扭簧进行支撑复位。
14、优选的,所述料道板的端部固定安装有定位块,所述定位块上固定安装有调整板,且调整板上安装有阀座有料传感器。
15、优选的,所述滑块的内外侧分别固定安装有压垫和垫板,所述压垫与压机接头对应设置,所述垫板与接头相对应设置。
16、一种阀座压装自动换型装置的操作方法,该阀座压装自动换型装置的操作方法包含以下步骤:
17、步骤一:伺服压机的回程运动,所述伺服压机的回程运动中,其滑块与挡板之间两个面的距离与支板上导向槽的宽度相对齐,从而让挡板、支板之间形成一个完整的闭环;
18、步骤二:换型组件的转换过程,所述换型组件的转换过程中,其驱动电机通过分度转台从而带动转盘进行转动运动,从而让指定的阀座压装组件转动至对应位置即可;
19、步骤三:上料过程,所述上料过程中,阀座通过阀座四合一料道装置输送至阀座压装组件的位置处进行定位;
20、步骤四:压装过程,所述压装过程中,通过伺服压机的进程运动,从而推动压装组件对阀座进行压装操作即可。
21、与现有技术相比,本发明的有益效果是:
22、1.通过设置由伺服压机、支板、换型组件、阀座压装组件和阀座四合一料道装置组合构成的阀座压装自动换型装置,并同时设置十二个不同型号的阀座压装组件,从而让不同型号阀座在压装时,可以快速对阀座压装组件进行更换,从而有效保证阀座压装的加工效率;
23、2.并通过滑块的内外侧分别安装压垫和垫板,从而通过压垫和垫板的磨损以抵消滑块的磨损,从而有效保证其结构的整体使用寿命。
技术特征:
1.一种阀座压装自动换型装置,其特征在于:所述阀座压装自动换型装置包括:
2.根据权利要求1所述的一种阀座压装自动换型装置,其特征在于:所述支板(6)对称设置有一组,且两侧的支板(6)靠下侧之间为固定对接,且两侧的支板(6)靠上侧之间留有开口,且支板(6)的开口位置处固定安装有挡板(7),所述挡板(7)上固定安装有滑块(4),所述滑块(4)与导轨(8)之间为滑动连接。
3.根据权利要求2所述的一种阀座压装自动换型装置,其特征在于:所述伺服压机(1)的伸缩杆上固定对接有压机接头(2),所述压机接头(2)的端部活动插接在滑块(4)上所开设的对位槽之中。
4.根据权利要求3所述的一种阀座压装自动换型装置,其特征在于:所述驱动电机(36)、分度转台(35)均固定安装在压装导向支架(39)上,所述分度转台(35)的输入轴与驱动电机(36)的输出轴传动连接,所述转盘(31)固定安装在分度转台(35)的输出轴上。
5.根据权利要求4所述的一种阀座压装自动换型装置,其特征在于:所述阀座压装组件由导杆(10)、隔套(13)、无油轴承(15)、料道板(18)、阀座压头(19)、料门(21)和料门支架(23)组合构成,所述导杆(10)通过接头(9)与滑块(4)相接触安装,所述隔套(13)上一体成型有导向套(12),且隔套(13)、导向套(12)活动安装在导杆(10)上,且导向套(12)上固定安装有限位板(11),且导杆(10)的运动范围通过限位板(11)进行限位,且接头(9)上的凸起部分活动设置在支板(6)上的导向槽之中。
6.根据权利要求5所述的一种阀座压装自动换型装置,其特征在于:所述无油轴承(15)通过支板(14)和定位套(16)定位在隔套(13)上,且导杆(10)与无油轴承(15)的轴承内圈固定连接,所述料道板(18)与定位套(16)的末端固定连接,所述阀座压头(19)与料道板(18)固定连接,料道板(18)的背面固定安装有调整垫(20),且阀座压头(19)的位置通过调整垫(20)进行调整。
7.根据权利要求6所述的一种阀座压装自动换型装置,其特征在于:所述料门支架(23)固定在料道板(18)的前端面,所述料门(21)通过转轴(22)转动安装在料门支架(23)上,所述转轴(22)上套设安装有扭簧(24),所述料门(21)通过扭簧(24)进行支撑复位。
8.根据权利要求7所述的一种阀座压装自动换型装置,其特征在于:所述料道板(18)的端部固定安装有定位块(25),所述定位块(25)上固定安装有调整板(26),且调整板(26)上安装有阀座有料传感器(27)。
9.根据权利要求8所述的一种阀座压装自动换型装置,其特征在于:所述滑块(4)的内外侧分别固定安装有压垫(3)和垫板(5),所述压垫(3)与压机接头(2)对应设置,所述垫板(5)与接头(9)相对应设置。
10.一种如权利要求1-9任意一项所述的一种阀座压装自动换型装置的操作方法,其特征在于:该阀座压装自动换型装置的操作方法包含以下步骤:
技术总结
本发明涉及阀座压装设备相关技术领域,具体为一种阀座压装自动换型装置及操作方法,阀座压装自动换型装置包括伺服压机、支板、换型组件、阀座压装组件和阀座四合一料道装置,伺服压机固定安装在阀座压装设备的机架上,且阀座压装设备的机架上固定安装有分度转台支架,分度转台支架上固定安装有压装导向支架,压装导向支架上固定安装有导轨,支板固定安装在分度转台支架上;通过设置由伺服压机、支板、换型组件、阀座压装组件和阀座四合一料道装置组合构成的阀座压装自动换型装置,并同时设置十二个不同型号的阀座压装组件,从而让不同型号阀座在压装时,可以快速对阀座压装组件进行更换,从而有效保证阀座压装的加工效率。
技术研发人员:王存柱,刘万龙
受保护的技术使用者:大连嘉源智能装备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!