一种车床供料设备的载具及其定心调节工艺的制作方法
本发明涉及车床载具,特别是一种车床供料设备的载具及其定心调节工艺。
背景技术:
1、目前,车床在加工产品时,需要对产品进行供料,供料需要使用载具,载具需要对产品进行定位调节。同一载具只能定位调节一种类型的零部件。不同类型的零部件使用不同的供料载具,增加生产制造成本。不能根据加工产品进行装夹定位,也就不能进行同时变径定心调节。柱状件、筒状件、环状件使用不同的调节载具,降低安装效率,提高了成本,不能更好的实现定心调节。通常装夹定位都是人工操作,劳动强度大。
2、为此我们研发了一种车床供料设备的载具,用以解决以上问题。
技术实现思路
1、本发明目的是为了克服现有技术的不足而提供一种车床供料设备的载具,具有同时变径定心调节,结构紧凑,提高载重量,提高通用性等优点。
2、为达到上述目的,本发明采用的技术方案是:一种车床供料设备的载具的定心调节工艺,包括以下步骤:
3、s10.旋转盘的圆周方向上设有多个凹槽,旋转盘的一端螺旋形滑动连接至少一连杆组件,连杆组件插接至一卡盘,旋转盘与卡盘通过第一压板、第二压板压接,第一压板压接一第一连接柱,连杆组件设有一夹杆,夹杆依次垂直穿过旋转盘、第二压板、导向板,定心调节前先将载具的第一连接柱松开;
4、s20.凹槽在手动或者plc的控制下旋转,连杆组件还设有一连接块,连接块的一端插接至卡盘,旋转盘设有圆周均布的螺旋槽,在旋转盘旋转驱动下,夹杆的一端在螺旋槽内旋转,并且另一端在第二压板、导向板中直线移动;
5、s 30.导向板固定连接至车床供料端,并且对夹杆进行导向,顺时针旋转旋转盘时,夹杆朝导向板的中心聚拢,从而对圆柱件或者圆筒件进行定心调节夹紧,逆时针旋转旋转盘时,夹杆朝导向板的外壁散开,从而对圆柱件或者圆筒件进行定心调节松开;
6、s40.锁紧第一连接柱,重复以上步骤。
7、优选的,一种车床供料设备的载具,运用于所述车床供料设备的载具的定心调节工艺,包括依次连接的第一压板、卡盘、连杆组件、旋转盘、第二压板与导向板,所述第一压板与所述卡盘通过第一连接柱固定连接。
8、优选的,所述旋转盘的中心位置处设有一第一通孔,所述螺旋槽的起始端与所述第一通孔的中心距离为l1,并且终端与所述第一通孔的中心距离为l2,所述螺旋槽的包角为α,包角α的范围为180°≤α≤210°。
9、优选的,所述螺旋槽的宽度为l3,13mm≤l3≤14mm。
10、优选的,所述连接块的一端处设有一第二通孔,并且另一端处设有一沉头螺孔,所述卡盘设有圆周均布的第三通孔,所述第二通孔与所述第三通孔通过销轴活动连接,所述夹杆的一端与所述沉头螺孔通过沉头螺钉固定连接。
11、优选的,所述导向板的中心位置处设有一导向板中心孔,所述导向板中心孔设有圆周均布的第一导向槽,所述导向板的四角处各设有一第一连接孔,所述夹杆与所述第一导向槽滑动连接,所述第一连接孔固定连接有挡板。
12、优选的,所述夹杆与所述导向板中心孔之间定心调节的供料件的半径为r1,6.5mm≤r1≤87.5mm。
13、优选的,所述第二压板的中心位置处设有一第二压板中心孔,所述第二压板中心孔设有圆周均布的第二导向槽,所述第二导向槽与所述第一导向槽重合设置,所述第二压板的四角处各设有一第二连接孔,所述第一压板设有一第三连接孔,所述第二连接孔与所述第三连接孔通过第二连接柱固定连接。
14、优选的,所述第一压板的中心位置处设有一第一压板中心孔,所述第一压板中心孔与所述第一连接柱压接,所述第一连接柱的中心处设有一第一螺孔,所述第一螺孔的两侧处各设有一第二螺孔,所述卡盘的中心位置处设有一卡盘中心螺孔,所述卡盘中心螺孔的两侧处各设有一第三螺孔,所述第一螺孔与所述卡盘中心螺孔通过螺钉固定连接,所述第二螺孔与所述第三螺孔通过螺钉固定连接。
15、优选的,所述旋转盘与所述第二压板的间距为h,0.5mm≤h≤1mm。
16、由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
17、1.本发明所述车床供料设备的载具,可根据加工工件的内、外直径来定心调节,松开第一连接柱,通过旋转盘的转动就可实现变径定心调节,旋转盘在手动或者plc的控制下调节,调节非常方便。
18、2.定心调节简易,结构紧凑,便于操作,提高载重量,非常适合用在车床供料系统上。
19、3.提高柱状件、管状件、筒状件、环状件等产品在装夹定位时的通用性,降本增效。
技术特征:
1.一种车床供料设备的载具的定心调节工艺,其特征在于:包括以下步骤:
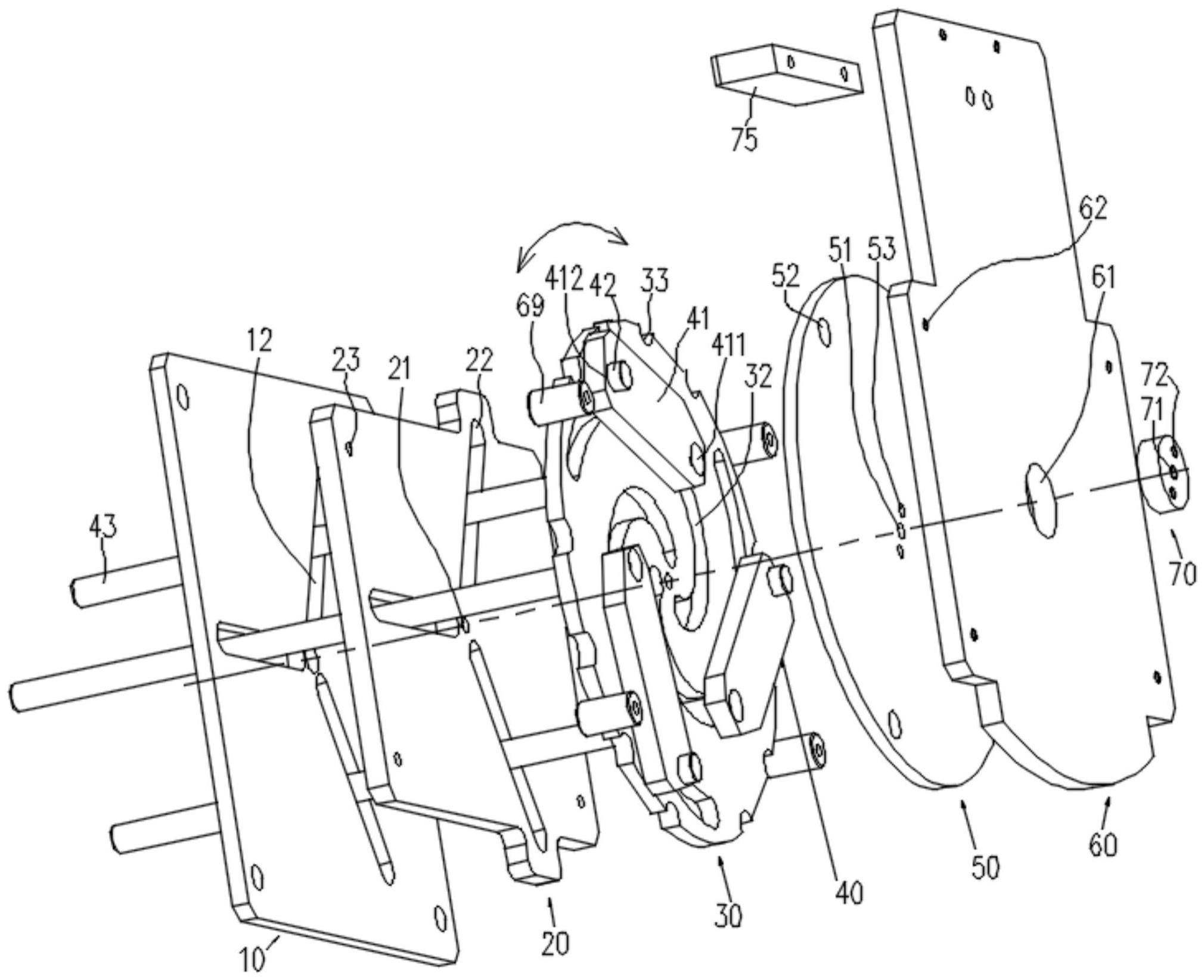
2.一种车床供料设备的载具,其特征在于,运用于权利要求1所述车床供料设备的载具的定心调节工艺,包括依次连接的第一压板(60)、卡盘(50)、连杆组件(40)、旋转盘(30)、第二压板(20)与导向板(10),所述第一压板(60)与所述卡盘(50)通过第一连接柱(70)固定连接。
3.根据权利要求2所述车床供料设备的载具,其特征在于,所述旋转盘(30)的中心位置处设有一第一通孔(31),所述螺旋槽(32)的起始端与所述第一通孔(31)的中心距离为l1,并且终端与所述第一通孔(31)的中心距离为l2,所述螺旋槽(32)的包角为α,包角α的范围为180°≤α≤210°。
4.根据权利要求3所述车床供料设备的载具,其特征在于,所述螺旋槽(32)的宽度为l3,13mm≤l3≤14mm。
5.根据权利要求2所述车床供料设备的载具,其特征在于,所述连接块(41)的一端处设有一第二通孔(412),并且另一端处设有一沉头螺孔(411),所述卡盘(50)设有圆周均布的第三通孔(52),所述第二通孔(412)与所述第三通孔(52)通过销轴(42)活动连接,所述夹杆(43)的一端与所述沉头螺孔(411)通过沉头螺钉固定连接。
6.根据权利要求2所述车床供料设备的载具,其特征在于,所述导向板(10)的中心位置处设有一导向板中心孔(11),所述导向板中心孔(11)设有圆周均布的第一导向槽(12),所述导向板(10)的四角处各设有一第一连接孔(15),所述夹杆(43)与所述第一导向槽(12)滑动连接。
7.根据权利要求6所述车床供料设备的载具,其特征在于,所述夹杆(43)与所述导向板中心孔(11)之间定心调节的供料件的半径为r1,6.5mm≤r1≤87.5mm。
8.根据权利要求6所述车床供料设备的载具,其特征在于,所述第二压板(20)的中心位置处设有一第二压板中心孔(21),所述第二压板中心孔(21)设有圆周均布的第二导向槽(22),所述第二导向槽(22)与所述第一导向槽(12)重合设置,所述第二压板(20)的四角处各设有一第二连接孔(23),所述第一压板(60)设有一第三连接孔(62),所述第二连接孔(23)与所述第三连接孔(62)通过第二连接柱(69)固定连接。
9.根据权利要求2所述车床供料设备的载具,其特征在于,所述第一压板(60)的中心位置处设有一第一压板中心孔(61),所述第一压板中心孔(61)与所述第一连接柱(70)压接,所述第一连接柱(70)的中心处设有一第一螺孔(71),所述第一螺孔(71)的两侧处各设有一第二螺孔(72),所述卡盘(50)的中心位置处设有一卡盘中心螺孔(51),所述卡盘中心螺孔(51)的两侧处各设有一第三螺孔(53),所述第一螺孔(71)与所述卡盘中心螺孔(51)通过螺钉固定连接,所述第二螺孔(72)与所述第三螺孔(53)通过螺钉固定连接。
10.根据权利要求2所述车床供料设备的载具,其特征在于,所述旋转盘(30)与所述第二压板(20)的间距为h,0.5mm≤h≤1mm。
技术总结
本发明涉及一种车床供料设备的载具的定心调节工艺,一种车床供料设备的载具包括依次连接的第一压板、卡盘、连杆组件、旋转盘、第二压板与导向板,第一压板与卡盘通过第一连接柱固定连接,连杆组件在卡盘与旋转盘之间旋转调节,旋转盘的中心位置处设有一第一通孔,螺旋槽的起始端与第一通孔的中心距离为L1,螺旋槽的终端与第一通孔的中心距离为L2,螺旋槽的包角为α,螺旋槽的宽度为L3。该车床供料设备的载具具有变径定心调节,结构紧凑,提高载重量,提高通用性等优点。
技术研发人员:施允盛
受保护的技术使用者:艾尔发智能科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!