一种钛管焊接方法与流程
本发明涉及化工领域,特别涉及一种钛管焊接方法。
背景技术:
1、常温下钛材是很稳定,但随着温度升高,钛焊缝吸收氢、氧的能力随之上升。试验研究表明,钛材一般从250℃就开始吸收氢、氧、氮。在焊接时,温度越高,保温时间越长,焊缝塑性越差。所以在焊接钛材时,如采用氩弧焊,普通焊枪是不能满足要求,因为它不能使焊缝得到有效的保护,造成高温焊缝及热影响区吸收氢、氧、氮等气体。氮、氧和氢侵入均能在焊缝形成间隙固溶体,降低焊缝塑性和韧性,而氢还会显著降低焊缝冲击韧性而使焊接接头脆化,因此必须采取大喷嘴焊枪。并且焊接在300℃以上的高温区要给予充分的保护,包括焊缝区及近缝区。
2、良好的气体保护、彻底清理干净待焊区域,即可避免裂纹产生。目前,常用的保护装置直接用罩体对焊缝处形成遮护,进入罩体的保护气氛分布不均,导致钛管焊接的质量难以保证。
技术实现思路
1、本发明的目的是针对现有技术的不足,提供一种钛管焊接方法,可有效保证钛管的焊接质量,保证设备的结构安全。
2、本发明的技术方案是:一种钛管焊接方法,采用钛管焊接保护装置包括以下步骤:
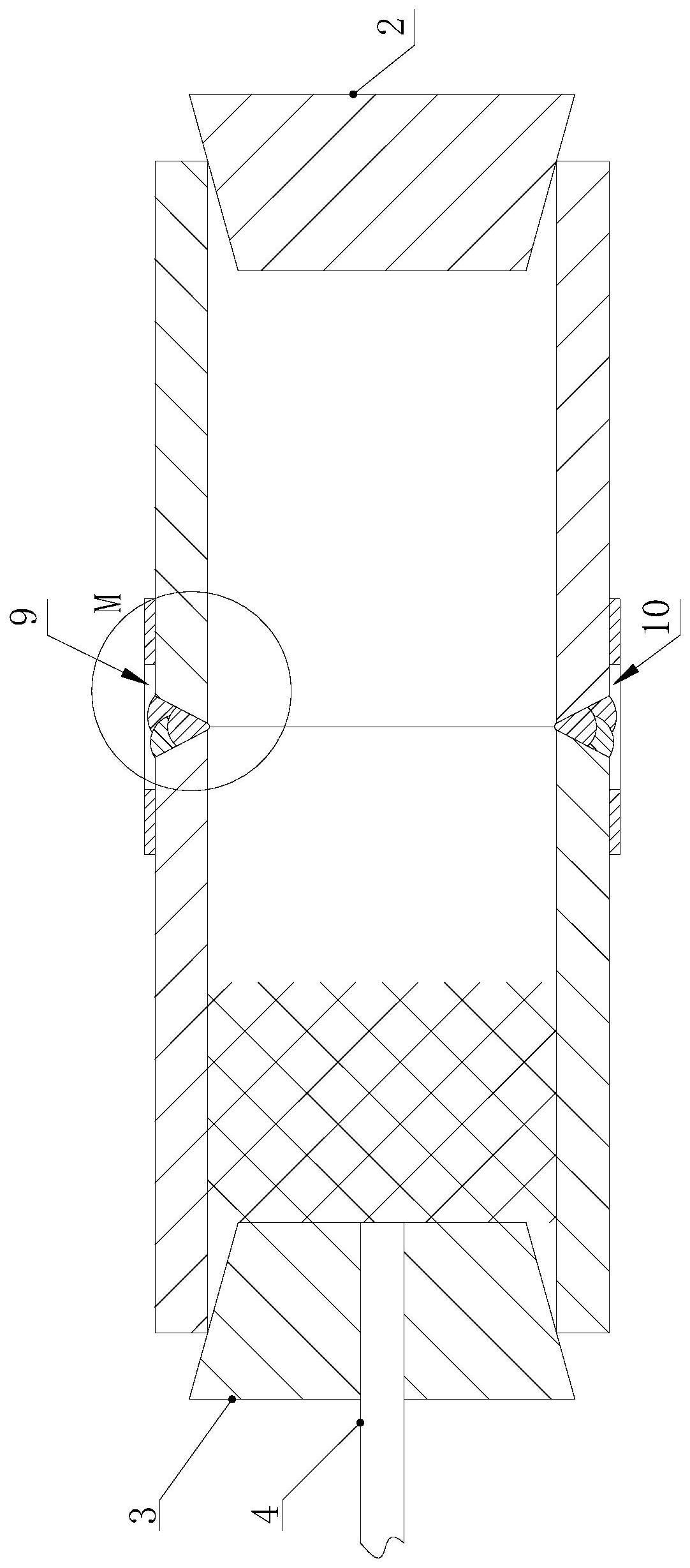
3、所述钛管焊接保护装置包括进气罩、第一封头、第二封头,所述第一封头、第二封头均呈锥形,且第二封头设置有第一进气管,所述进气罩呈筒形,进气罩的内部空间填充有第一铜丝网,呈筒形的进气罩的一端封口且连接有第二进气管,呈筒形的进气罩的另一端敞口,且设置有两个弧形缺口,这两个弧形缺口沿周向均匀分布,与对接钛管的管径相适应,呈筒形的进气罩的敞口端位于两个弧形缺口之间的壳体分别形成第一卡舌、第二卡舌,所述第一卡舌上设有第一缺口,所述第二卡舌上设置第二缺口,
4、1)在待焊接钛管焊缝处设置坡口,且清理焊缝两侧20-30mm圆周侧壁区域,露出金属光泽后清洗;
5、2)取钛焊丝,去掉氧化层后,清洗干净待用;
6、3)在待焊接钛管的两延伸端分别塞入第一封头、第二封头,且通过第一进气管补充保护气体;
7、4)通过进气罩敞口端的弧形缺口卡接在待焊接钛管上,使第一卡舌的第一缺口、第二卡舌的第二缺口对应焊缝,且通过第二进气管补充保护气体;
8、5)取钛焊丝,通过自熔的方式在待焊接钛管焊缝处形成打底焊道,同时绕待焊接钛管的周向转动进气罩;
9、6)采用手工加丝的方式在打底焊道和坡口之间的环形空间依次形成第一盖面层、第二盖面层、第三盖面层,所述第一盖面层分别与两个坡口面接触,所述第二盖面层的底面与第一盖面层接触,且与一个坡口面接触,所述第三盖面层的底面与第一盖面层接触,且与另一个坡口面接触。
10、进一步的,还包括第二铜丝网,所述第二铜丝网填充在钛管中,近离第二封头。
11、优选的,所述进气罩采用紫铜制成。
12、进一步的,所述第一进气管、第二进气管连接不同的保护气源。
13、进一步的,步骤5)所述打底焊道沿焊缝的圆周均匀分为首尾相连的五段。
14、优选的,步骤1)所述坡口的角度为30°。
15、采用上述技术方案具有以下有益效果:
16、1、本发明通过设计特定结构的钛管焊接保护装置,通过补充不同的保护气源,可对待焊接钛管的内部、外部的热影响区域形成保护气氛,保证焊缝的结构强度并提高焊缝的塑性和韧性,进而保证焊接质量。
17、2、本发明在待焊接钛管的焊缝中通过手工加丝的方式依次焊接形成第一盖面呈、第二盖面层、第三盖面层,且使第一盖面层分别与两个坡口面接触、第二盖面层的底面与第一盖面层接触且与一个坡口面接触、第三盖面层的底面与第一盖面层接触且与另一个坡口面接触,有效细化焊缝处的钛材晶粒,保证焊接组织致密、提高焊缝的结构强度,此外,还可有效降低焊缝的变形量,保证焊接质量。
18、经申请人试验验证,采用本发明焊接方法焊接的的拉伸强度同待焊接钛管的拉伸强度,焊缝经正弯及背弯在规定弯曲角度内没有发生裂纹,证明力学性能合格。
19、下面结合附图和具体实施方式作进一步的说明。
技术特征:
1.一种钛管焊接方法,其特征在于,采用钛管焊接保护装置包括以下步骤:
2.根据权利要求1所述的钛管焊接方法,其特征在于:还包括第二铜丝网,所述第二铜丝网填充在钛管中,近离第二封头。
3.根据权利要求1所述的钛管焊接方法,其特征在于:所述进气罩(1)采用紫铜制成。
4.根据权利要求1所述的钛管焊接方法,其特征在于:所述第一进气管(4)、第二进气管(5)连接不同的保护气源。
5.根据权利要求1所述的钛管焊接方法,其特征在于:步骤5)所述打底焊道沿焊缝的圆周均匀分为首尾相连的五段。
6.根据权利要求1所述的钛管焊接方法,其特征在于:步骤1)所述坡口的角度为30°。
技术总结
一种钛管焊接方法,包括以下步骤:1)在待焊接钛管焊缝处设置坡口;2)取钛焊丝清洗待用;3)在待焊接钛管的两延伸端分别塞入第一、第二封头,且通过第一进气管补充保护气体;4)通过进气罩敞口端的弧形缺口卡接在待焊接钛管上,使第一卡舌的第一缺口、第二卡舌的第二缺口对应焊缝,且通过第二进气管补充保护气体;5)取钛焊丝,在待焊接钛管焊缝处形成打底焊道;6)在打底焊道和坡口之间的环形空间依次形成第一、第二、第三盖面层,第一盖面层分别与两个坡口面接触,第二盖面层底面与第一盖面层接触,且与一个坡口面接触,第三盖面层底面与第一盖面层接触,且与另一个坡口面接触。本发明可有效保证钛管的焊接质量,保证设备的结构安全。
技术研发人员:邓甲平,任青平,秦琦,蒲春龙,郭成,王俊尧
受保护的技术使用者:重庆建峰工业技术服务有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!