一种C型船用LNG储罐止移块的装焊方法与流程
本发明涉及船舶,具体涉及了一种c型船用lng储罐止移块的装焊方法。
背景技术:
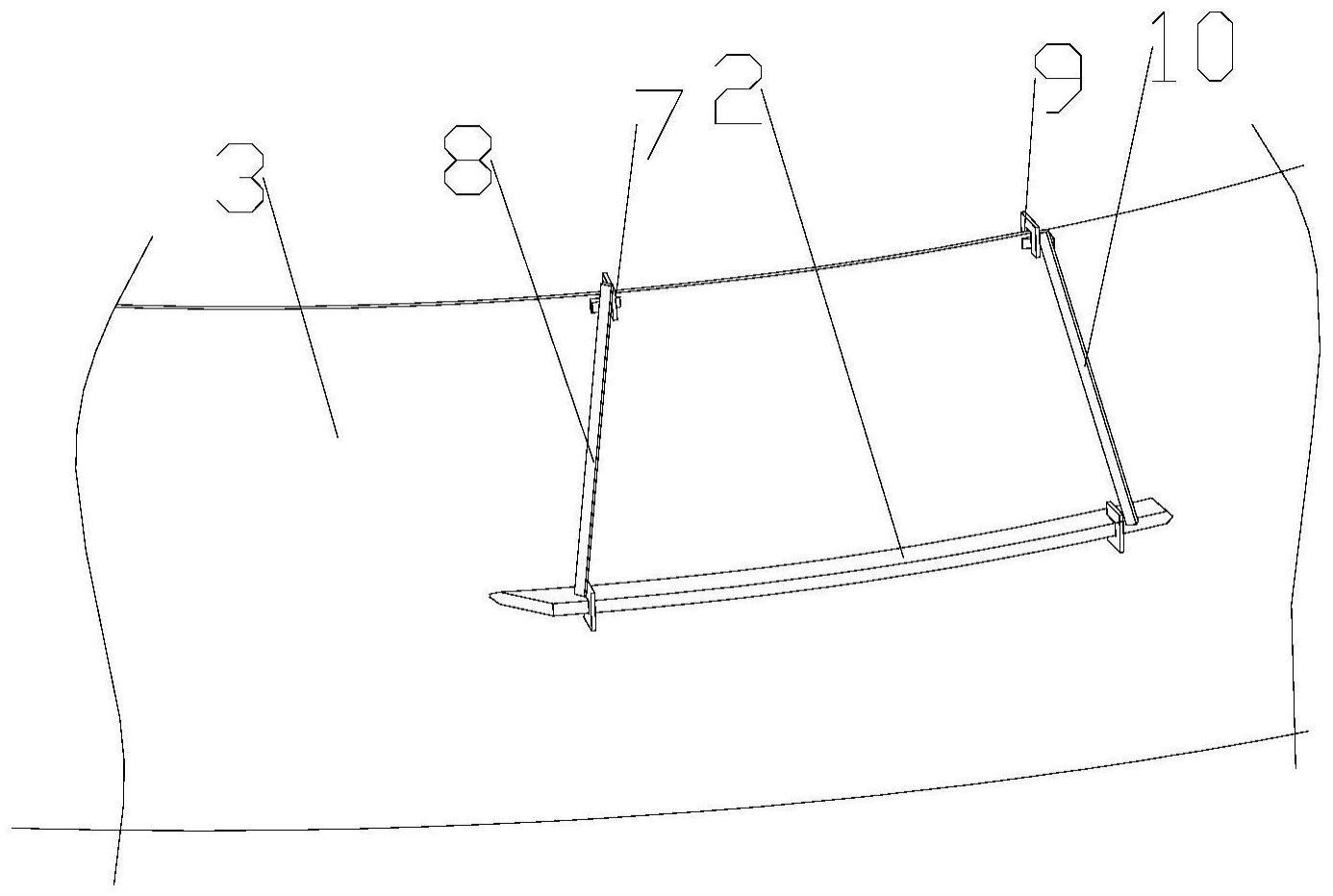
1、船用c型lng储罐在筒体两端设置有止移块,如图1和2所示,用于限制储罐在船舱内的前后位移。止移块在与筒体安装焊接时一般需加装支撑对止移块和罐体进行临时固定,为止移块的焊接施工提供可靠均匀的坡口状态和减小止移块焊后的角变形,但加装临时支撑不可避免将会对罐体产生局部损伤,即使后续可对损伤部位进行焊接修补,也会造成罐体存在部分应力集中现象,给lng低温罐的安全运营带来隐患;故压力容器特别是低温lng储罐制造时应尽量避免通过焊接来安装临时支撑或构件,以减少或避免临时局部补焊所带来的应力集中问题。
2、现有技术安装止移块的方法为:在lng罐体成形后正立置于鞍座之上,使罐体离地面间距约1m,按图纸要求测量止移块的安装位置并划线标记,将止移块分节(分成若干段),通过临时吊耳与葫芦的配合安装来定位止移块,或者将罐体放置于滚轮架之上,通过滚动罐体并与吊机配合将止移块平放至罐体表面安装。两种安装方法吊装止移块定位后,均需通过焊接方式连接临时马板或支撑来固定止移块,双面焊接止移块与罐体间的角接焊缝。上述两种止移块的装焊方法要求是止移块与罐体整体安装,需占用较大的场地资源;并且在临时支撑或马板拆除后会在筒体表面产生较多的马脚或损伤,需进行补焊修复,因局补焊区是加热和冷却的极度不均匀区,使得补焊区会存在较大的应力集用现象。
技术实现思路
1、为了解决上述问题,本发明的目的是提供一种c型船用lng储罐止移块的装焊方法,以解决技术问题:现有技术中的止移块的装焊方法占用较大的场地以及筒体表面临时支撑或马板拆除的位置出现应力集中现象。
2、本发明一种c型船用lng储罐止移块的装焊方法的技术方案,止移块包括多个与lng储罐的罐体筒节表面匹配的止移块节段;
3、c型船用lng储罐止移块的装焊方法包括以下步骤:
4、s1,罐体筒节卧式设置,并在罐体筒节上止移块的安装位置处划线;
5、s2,在一个止移块节段的左端和右端分别夹持第一吊卡和第二吊卡,采用吊索连接第一吊卡和第二吊卡,吊装止移块节段贴合至划线处;
6、s3,在第一吊卡上部的罐体筒节的边缘安装第一活动卡马,并采用第一连杆分别连接第一活动卡马和第一吊卡,所述第一连杆向止移块节段的中部倾斜布置,并施焊连接止移块节段的左端与罐体筒节,松开止移块节段左端的吊索;
7、s4,在第二吊卡上部的罐体筒节的边缘安装第二活动卡马,并采用第二连杆分别连接第二活动卡马和第二吊卡,所述第二连杆向止移块节段的中部倾斜布置,并施焊连接止移块节段的右端与罐体筒节,松开止移块节段右端的吊索;
8、s5,重复步骤s2至s4以安装剩余的止移块节段;
9、s6,依次焊接相邻的止移块节段和各止移块节段与罐体筒节;
10、s7,拆除第一吊卡、第二吊卡、第一活动卡马、第二活动卡马和各个连杆。
11、作为优选方案,所述步骤s2中,第一吊卡和第二吊卡均位于距离止移块节段端部的1/4处。
12、作为优选方案,所述步骤s2中,通过吊索调节止移块节段的两端,若止移块节段的两端均与划线匹配,则在止移块节段的坡口处施焊角焊缝以定位止移块节段;
13、若止移块节段的两端不能与划线匹配,在止移块节段较低端的内侧施焊与罐体筒节连接。
14、作为优选方案,所述步骤s2中,若止移块节段的两端均与划线匹配,则在止移块节段的坡口处施焊角焊缝的长度为50mm、间隔为500mm、焊角的尺寸为8mm。
15、作为优选方案,所述步骤s2中,若止移块节段的两端不能与划线匹配,在距离止移块节段较低端50mm位置的内侧施焊50mm长角焊缝以与罐体筒节连接。
16、作为优选方案,所述步骤s3中,在第一吊卡的上部的罐体筒节的边缘且距离第一吊卡的水平位置为1/8止移块节段的位置处安装第一活动卡马,并采用铁尖顶紧固定第一活动卡马。
17、作为优选方案,所述步骤s3中,所述第一连杆与所述止移块节段的夹角范围为60至70度;所述步骤s4中,所述第二连杆与所述止移块节段的夹角范围为60至70度。
18、作为优选方案,所述步骤s3中,所述第一连杆与所述止移块节段的夹角为70度。
19、作为优选方案,所述步骤s3中,松开止移块节段左端的吊索之后,所述止移块节段的右端通过吊车向罐体筒节径向移位并利用钢丝绳产生的水平分力使止移块压紧筒体,吊机向上起升以调整止移块右端的高度位置,使止移块整体与罐体筒节表面精定位贴合,并施加约50mm长定位焊缝固定。
20、作为优选方案,所述步骤s4中,在第二吊卡的上部的罐体筒节的边缘且距离第二吊卡的水平位置为1/8止移块节段的位置处安装第二活动卡马,并采用铁尖顶紧固定第二活动卡马。
21、作为优选方案,所述步骤s4中,所述第二连杆与所述止移块节段的夹角为70度。
22、作为优选方案,所述步骤s6中,采用双面焊方法,依次焊接相邻的止移块节段之间的对接缝和各止移块节段与罐体筒节之间的角焊缝。
23、作为优选方案,对接缝开对称的第一k形坡口,首先焊接第一k形坡口的下侧坡口1/3深度的焊缝,其次在第一k形坡口的上侧坡口内采用碳弧气刨清根,打磨清洁后再焊接上侧坡口2/3深度焊缝,最后依次焊接下侧坡口的剩余焊缝和上侧坡口内的剩余焊缝。
24、作为优选方案,止移块节段与筒壁间的角接缝开对称的第二k形坡口,首先焊接第二k形坡口的下侧坡口1/3深度的焊缝,其次在第二k形坡口的上侧坡口内采用碳弧气刨清根,打磨清洁后再焊接上侧坡口2/3深度焊缝,最后依次焊接下侧坡口的剩余焊缝和上侧坡口内的剩余焊缝。
25、作为优选方案,所述步骤s7之后,多个罐体筒节整体合拢前测量止移块至合拢口的距离,复核测量结果与图纸规定尺寸的偏差及合拢口余量的切割量。
26、相对于现有技术,本申请的有益效果是:
27、本申请的c型船用lng储罐止移块的装焊方法在罐体的筒节制作阶段安装止移块,能够控制止移块的焊接变形;利用吊索以及第一吊卡和第二吊卡控制罐体前后止移块的安装间距及位置的尺寸精度,确保lng储罐吊装至船上时止移块与船体结构的鞍座匹配良好;利用吊索的吊运方法实现止移块无马脚或少马脚的安装。本发明能够减少止移块的安装周期及场地占用资源;减少或避免止移块安装过程中安装的临时支撑件及其拆除后产生的马脚和马脚的焊接修补工作量;减少或避免c型lng储罐因局部焊接修补而产生的应力集中隐患,提高低温储罐的使用安全性。
技术特征:
1.一种c型船用lng储罐止移块的装焊方法,其特征在于,止移块包括多个与lng储罐的罐体筒节表面匹配的止移块节段;
2.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s2中,第一吊卡和第二吊卡均位于距离止移块节段端部的1/4处。
3.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s2中,通过吊索调节止移块节段的两端,若止移块节段的两端均与划线匹配,则在止移块节段的坡口处施焊角焊缝以定位止移块节段;
4.根据权利要求3所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s2中,若止移块节段的两端均与划线匹配,则在止移块节段的坡口处施焊角焊缝的长度为50mm、间隔为500mm、焊角的尺寸为8mm。
5.根据权利要求3所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s2中,若止移块节段的两端不能与划线匹配,在距离止移块节段较低端50mm位置的内侧施焊50mm长角焊缝以与罐体筒节连接。
6.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s3中,在第一吊卡的上部的罐体筒节的边缘且距离第一吊卡的水平位置为1/8止移块节段的位置处安装第一活动卡马,并采用铁尖顶紧固定第一活动卡马。
7.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s3中,松开止移块节段左端的吊索之后,所述止移块节段的右端通过吊车向罐体筒节径向移位并利用钢丝绳产生的水平分力使止移块压紧筒体,吊机向上起升以调整止移块右端的高度位置,使止移块整体与罐体筒节表面精定位贴合,并施加约50mm长定位焊缝固定。
8.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s4中,在第二吊卡的上部的罐体筒节的边缘且距离第二吊卡的水平位置为1/8止移块节段的位置处安装第二活动卡马,并采用铁尖顶紧固定第二活动卡马。
9.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s3中,所述第一连杆与所述止移块节段的夹角范围为60至70度;所述步骤s4中,所述第二连杆与所述止移块节段的夹角范围为60至70度。
10.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s3中,所述第一连杆与所述止移块节段的夹角为70度;所述步骤s4中,所述第二连杆与所述止移块节段的夹角为70度。
11.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s6中,采用双面焊方法,依次焊接相邻的止移块节段之间的对接缝和各止移块节段与罐体筒节之间的角焊缝。
12.根据权利要求11所述的c型船用lng储罐止移块的装焊方法,其特征在于:对接缝开对称的第一k形坡口,首先焊接第一k形坡口的下侧坡口1/3深度的焊缝,其次在第一k形坡口的上侧坡口内采用碳弧气刨清根,打磨清洁后再焊接上侧坡口2/3深度焊缝,最后依次焊接下侧坡口的剩余焊缝和上侧坡口内的剩余焊缝。
13.根据权利要求11所述的c型船用lng储罐止移块的装焊方法,其特征在于:止移块节段与筒壁间的角接缝开对称的第二k形坡口,首先焊接第二k形坡口的下侧坡口1/3深度的焊缝,其次在第二k形坡口的上侧坡口内采用碳弧气刨清根,打磨清洁后再焊接上侧坡口2/3深度焊缝,最后依次焊接下侧坡口的剩余焊缝和上侧坡口内的剩余焊缝。
14.根据权利要求1所述的c型船用lng储罐止移块的装焊方法,其特征在于:所述步骤s7之后,多个罐体筒节整体合拢前测量止移块至合拢口的距离,复核测量结果与图纸规定尺寸的偏差及合拢口余量的切割量。
技术总结
本发明涉及船舶技术领域,具体涉及了一种C型船用LNG储罐止移块的装焊方法,包括以下步骤:S1,罐体筒节卧式设置,并在罐体筒节上止移块的安装位置处划线;S2,吊装止移块节段贴合至划线处;S3,在第一吊卡上部的罐体筒节的边缘安装第一活动卡马或第二活动卡马,并采用第一连杆分别连接第一活动卡马和第一吊卡;S4,并采用第二连杆分别连接第二活动卡马和第二吊卡,施焊连接止移块节段的右端与罐体筒节;S5,重复步骤S2至S4以安装剩余的止移块节段;S6,依次焊接相邻的止移块节段和各止移块节段与罐体筒节。本发明的C型船用LNG储罐止移块的装焊方法能够减少止移块的场地占用资源,避免临时支撑件拆除后产生的马脚和马脚的焊接修补工作量。
技术研发人员:杨伟锋,陈文良,徐勋,周明睿,李毫
受保护的技术使用者:广州文船重工有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!