一种板材折边工艺的制作方法
本申请涉及翻折板材制造领域,具体而言,涉及一种板材折边工艺。
背景技术:
1、现有技术中,很多领域都会用到翻折板材,以满足特定的设备制造要求,但是,目前的板材折边工艺存在制备得到的翻折板材的板材翻折区的外形不可控以及挤出量不达标等问题,导致无法制备得到高质量的翻折板材。
技术实现思路
1、本申请的目的在于提供一种板材折边工艺,能够在一定程度上改善板材翻折区的外形不可控以及挤出量不达标的问题。
2、本申请的实施例是这样实现的:
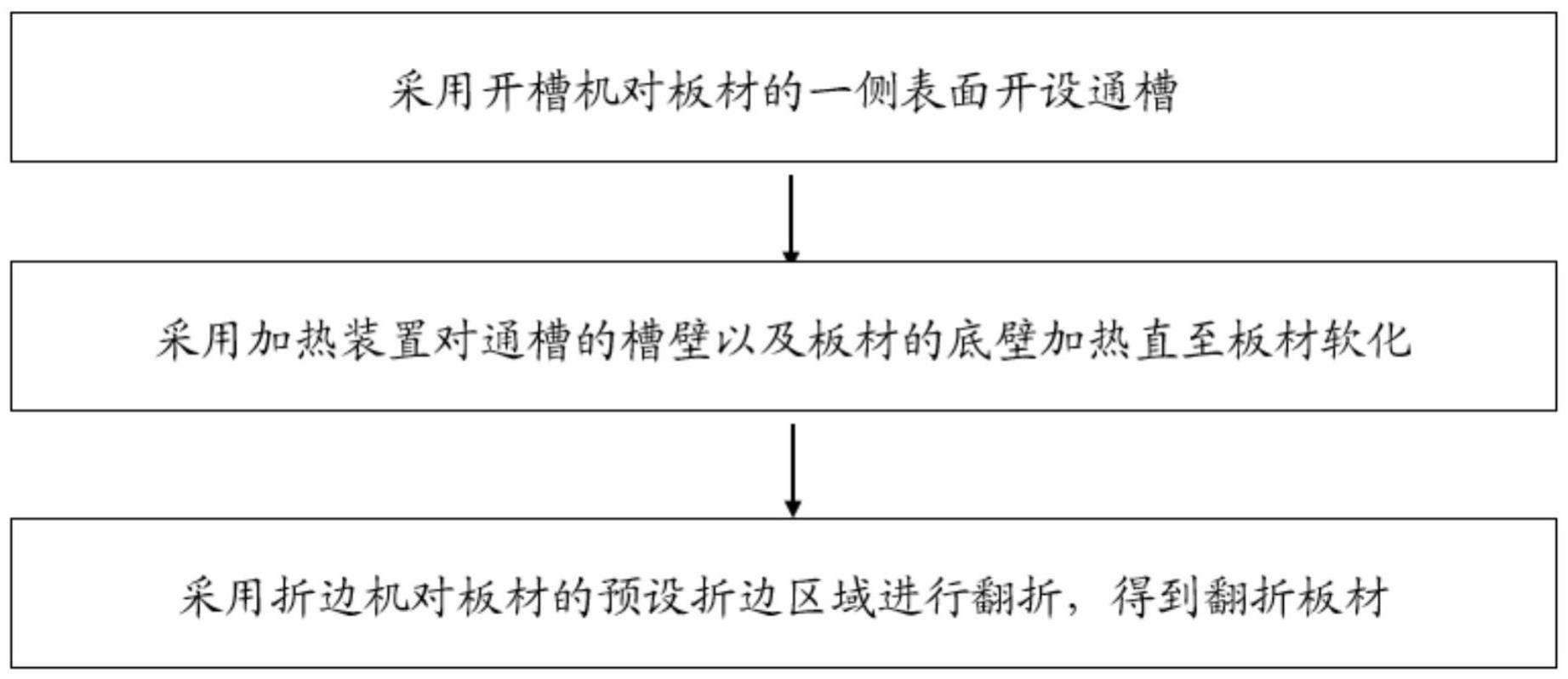
3、本申请实施例提供一种板材折边工艺,包括以下步骤:
4、提供预设折边区域的一侧表面以切割方式开设有通槽的板材,通槽的延伸方向与折边的延伸方向平行;采用加热装置对通槽的槽壁以及预设折边区域的远离通槽的一侧表面进行加热,以使对应区域内的板材软化;采用折边机将板材的预设折边区域在通槽处沿着使通槽的侧壁相互靠近的方向进行翻折。
5、上述技术方案中,先提供以切割方式开设有通槽的板材,再利用加热装置对相应区域内的板材加热,最后再利用折边装置对板材进行折边,以得到翻折板材,相较于现有的折边工艺(开槽通常是采用加热装置先加热软化板材再通过特定形状的模具来进一步挤压的方式形成翻折槽,再对形成的翻折槽进行加热,最后再进行折边,该折边工艺中的成槽阶段由于板材的软化区域较多,再加上模具的挤压作用,导致板材形成的翻折槽的结构规整性较差、且板材翻折后的外形以及挤出量均不可控,进而导致翻折板材的质量受到影响),本申请实施例提供的折边工艺仅需要在折边前对板材加热并使其软化,相应地,板材软化区域较小且不会受到过多的外力挤压,使得板材在翻折过程中的外形以及挤出量均能得到有效控制,从而能够在一定程度上改善板材翻折区的外形不可控以及挤出量不达标的问题。
6、在一些可选的实施方案中,通槽关于预设平面对称,预设平面为过通槽的中心且与通槽的延伸方向平行的平面,且预设平面与板材的厚度方向垂直。
7、上述技术方案中,将通槽设置为关于预设平面对称的形式,相较于不对称的形式,具有便于翻折、板材的平整性较好以及挤出量更易控制的优势。
8、在一些可选的实施方案中,通槽中,对称分布的两个侧壁均为朝向槽底倾斜的平面。
9、上述技术方案中,将通槽的两个侧壁设置为倾斜平面的形式,相较于凹面的形式,通槽的两个侧壁更容易贴合;相较于凸面的形式,板材10在翻折过程中的挤出量更少且更易控制。
10、制备得到的翻折板材的挤出量更容易达到相应的质量标准。
11、在一些可选的实施方案中,两个倾斜的侧壁靠近槽底的一端相互连接并形成夹角α。
12、上述技术方案中,将通槽设置为v型槽的形式,能够使得板材的两个侧壁在翻折过程中更容易贴合并成形,同时,该形式的通槽在翻折过程中的挤出量也更容易控制。
13、在一些可选的实施方案中,夹角α小于翻折成形后的板材的夹角β;
14、可选地,α与β的角度差值为10°~20°;
15、可选地,β的角度为85°~95°。
16、上述技术方案中,将v型槽的夹角角度设置为小于成型后的板材夹角的角度,相较于将二者的相对角度关系设置为其他形式,能够使得成型后的翻折板材的挤出量较为容易的达到质量标准。
17、进一步地,将α与β的角度差值限定在特定范围内,能够使得成型后的翻折板材的挤出量更容易达到质量标准。
18、进一步地,将成型后的板材角度限定在特定范围内,是由于拥有该角度范围的翻折板材的适用范围较广,从而便于对本申请实施例提供的折边工艺进行推广和应用。
19、在一些可选的实施方案中,板材的材质为pvc、pp和pvdf中的任一种;
20、可选地,板材的材质为pvc。
21、本申请实施例提供的折边工艺适用于上述多种材质的板材,能够提供更多的可实施方案,从而便于对本申请实施例提供的折边工艺进行推广和应用。
22、进一步地,将板材的材质限定为pvc,是由于相较于其他类型的板材,pvc板材的性能特点是硬度高、韧性低,其对折边工艺的要求更高,故本申请实施例提供的折边工艺特别适用于pvc板材,同时,本申请实施例提供的折边工艺还具有预设折边区域内的板材受热较为均匀的优势,从而能够有效降低pvc板材翻折过程中出现断裂以及粘接不牢靠等问题。
23、在一些可选的实施方案中,在板材的厚度方向上,在进行翻折的步骤之前,通槽的槽底到预设折边区域的远离通槽的一侧表面的距离为l1,板材的厚度为l2,l1与l2的尺寸比为1:(3~6)。
24、上述技术方案中,将l1和l2的尺寸比限定在特定范围内,能够使得槽底到与通槽相隔较远的一侧板材表面具有适宜的尺寸比,从而能够在翻折过程中有效降低翻折面发生断裂或破损的风险,同时,适宜的尺寸比还能使得制备得到的翻折板材的翻折区域具有较好的外观轮廓。
25、在一些可选的实施方案中,板材的厚度为6~12mm。
26、上述技术方案中,将板材的厚度限定在特定范围内,能够使得板材具有适宜的厚度,一方面能够有效避免板材太薄,从而在开槽以及翻折过程中降低板材断裂或破损的风险,另一方面能够有效避免板材太厚(板材太厚,容易造成板材受热不均),从而使得板材的表面和内部区域受热较为均匀,以制备得到质量较好的翻折板材。
27、在一些可选的实施方案中,当板材软化以后且在对板材进行翻折之前,还包括保温阶段。
28、上述技术方案中,热传递需要一定的时间,设置保温阶段,能够使得预设翻折区域内的板材整体受热较为均匀,从而使得翻折区域整体具有适宜的软化程度(即使得板材具有适宜的形变系数),同时,还可以充分释放翻折区域的局部应力,以便为即将贴合的两个侧壁提供较好的粘接效果。
29、在一些可选的实施方案中,保温阶段的处理时间为15~20s。
30、上述技术方案中,将保温阶段的处理时间限定在特定范围内,能够使得保温阶段具有适宜的处理时长,从而使得板材具有更为适宜的形变系数以及为即将贴合的两个侧壁提供更好的粘接效果。
技术特征:
1.一种板材折边工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的板材折边工艺,其特征在于,所述通槽关于预设平面对称,所述预设平面为过所述通槽的中心且与所述通槽的延伸方向平行的平面,且所述预设平面与所述板材的厚度方向垂直。
3.根据权利要求2所述的板材折边工艺,其特征在于,所述通槽中,对称分布的两个侧壁均为朝向槽底倾斜的平面。
4.根据权利要求3所述的板材折边工艺,其特征在于,两个倾斜的所述侧壁靠近槽底的一端相互连接并形成夹角α。
5.根据权利要求4所述的板材折边工艺,其特征在于,所述夹角α小于翻折成形后的板材的夹角β;
6.根据权利要求1~5中任一项所述的板材折边工艺,其特征在于,所述板材的材质为pvc、pp和pvdf中的任一种;
7.根据权利要求1~5中任一项所述的板材折边工艺,其特征在于,在所述板材的厚度方向上,在进行所述翻折的步骤之前,所述通槽的槽底到所述预设折边区域的远离所述通槽的一侧表面的距离为l1,所述板材的厚度为l2,所述l1与所述l2的尺寸比为1:(3~6)。
8.根据权利要求1~5中任一项所述的板材折边工艺,其特征在于,所述板材的厚度为6~12mm。
9.根据权利要求1~5中任一项所述的板材折边工艺,其特征在于,当所述板材软化以后且在对所述板材进行翻折之前,还包括保温阶段。
10.根据权利要求9所述的板材折边工艺,其特征在于,所述保温阶段的处理时间为15~20s。
技术总结
本申请提供一种板材折边工艺,属于翻折板材制造领域。板材折边工艺包括以下步骤:提供预设折边区域的一侧表面以切割方式开设有通槽的板材,通槽的延伸方向与折边的延伸方向平行;采用加热装置对通槽的槽壁以及预设折边区域的远离通槽的一侧表面进行加热,以使对应区域内的板材软化;采用折边机将板材的预设折边区域在通槽处沿着使通槽的侧壁相互靠近的方向进行翻折,通过该板材折边工艺,能够在一定程度上改善板材翻折区的外形不可控以及挤出量不达标的问题。
技术研发人员:丁杰,吴凯健,杨玉国
受保护的技术使用者:上海正帆科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!