一种Gleeble热模拟试验机的闪光对焊试验方法与流程
本发明属于焊接,尤其是一种gleeble热模拟试验机的闪光对焊试验方法。
背景技术:
1、随着经济的迅速发展以及对能源需求的日益増长,石油、天然气的运输量和运输距离不断増加,且由于管线运输是长距离输送石油、天然气最经济合理的运输方式,这就导致对高级别长输管道用钢的需求越来越急迫。x80管线钢是应用于长输油气管线建设中的最高钢级,因其特殊的服役条件,对其使用性能和焊接性能提出了更高的要求。焊接是最有效的油气管道连接方式,其焊接质量的优劣对管道运输起着决定性的重要影响。传统的焊接方法由于低温冲击韧性变差、焊接质量不稳定、焊接效率等技术问题已不能完全满足管道焊接的要求,为此,特采用一种新型焊接方法-闪光对焊,闪光对焊技术在管道焊接方面具有显著优势,其在解决现存技术难题方面表现出了更多的可行性,应用前景和范围越来越可观。
2、闪光对焊属于电阻对焊的一种,其原理是将两个工件对称放置并夹紧在焊接设备上,使焊接端面局部接触并通以电流,在电流作用下焊接端面被迅速加热,使接头达到一定的热变形程度,然后加压使热变形区域的金属因塑性流动形成接头的电阻焊方法。与传统焊接方法相比,闪光对焊热效率高、焊接质量好、可焊金属范围广,并且由于闪光的作用,使得焊接接头处形成自保护区,减少了对口金属被氧化的可能性;闪光后期由于高温液态金属的存在,能够将焊接接头的污物清除干净;且闪光对焊较少出现许多熔化焊接接头缺陷。因此,闪光对焊广泛应用于建筑、铁路、石油燃气运输和冶金工业等方面。
3、利用闪光对焊机进行闪光对焊试验时,有如下缺点:一是对材料的尺寸要求比较严格,焊件尺寸比较大,一旦失败,会造成材料的浪费;二是焊接过程中材料烧损较多同时伴有大量烟尘和飞溅,影响环境和安全;三是焊接参数控制不方便;因此需要闪光对焊试验进行模拟,以验证焊接效果。
技术实现思路
1、本发明要解决的技术问题是提供一种模拟过程操作简单、成功率高的gleeble热模拟试验机的闪光对焊试验方法。
2、为解决上述技术问题,本发明所采取的方法步骤为:1)将试验材料按要求加工成长方体的试样,两个试样为一组进行试验;
3、2)将正负两根热电偶丝焊接在其中一个试样上,焊点距试样的焊接面10~12mm、两个焊点间隔1~2mm,并在焊点处裸露的电偶丝套装石英管;
4、3)将两个试样分别装卡在两个夹具之间,按要求对称安装在热模拟试验机的腔体中;要保证两个试样焊接面轻接触,并在热模拟试验机的腔体内形成保护气氛;
5、4)根据闪光对焊试验的预设参数,按要求编制试验程序;
6、5)所述试样以设定的升温速度进行升温,再按设定的闪光速度与留量进行第一次对接压缩,随后按设定的顶锻速度与留量进行第二次对接压缩;顶锻压缩结束后,按照设定的预留时间进行自然冷却;
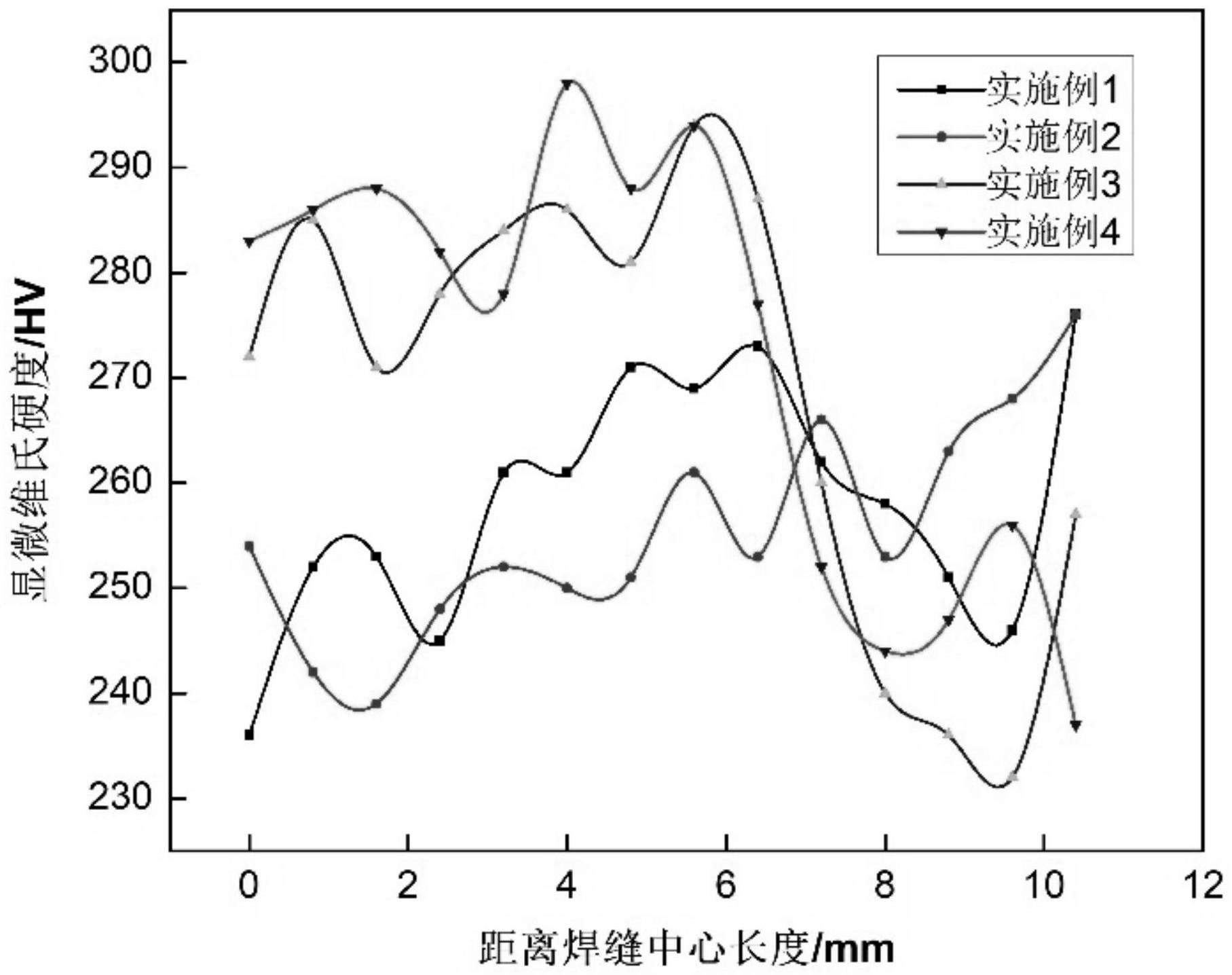
7、6)将试验后的试样经处理后,通过金相显微镜观察焊缝、热影响区及母材的金相组织;再测定试样焊缝、热影响区及母材处的硬度值。
8、进一步的,所述步骤1)中,试验材料为x80管线用钢。
9、更进一步的,步骤5)中,所述试样以100~120℃/s升温到900~1100℃。
10、更进一步的,所述步骤5)中,预留10~20s进行自然冷却。
11、采用上述技术方案所产生的有益效果在于:本发明采用gleeble3800热模拟试验机模拟闪光对焊试验过程,其原理同闪光对焊机类似,将一定尺寸的试验材料对称安装在试验腔体内,两个焊件轻接触,利用gleeble热模拟试验机电阻加热的特点,当电流流过接触点时,触点金属迅速升温熔化形成闪光现象;随后施加一定的压力,直至焊口端面的液态金属被完全挤出;挤出的液态金属在焊缝周围形成残渣,焊口处的固态金属在压力的作用下发生塑性流动而使焊件连接在一起,压力保持一段时间后形成牢固的焊缝接头。本发明成功实现闪光对焊技术在gleeble热模拟试验机上的应用,试验效果好,数据准确,一方面试样加工简单、操作便捷,大大节约了焊接材料,另一方面开发了新的试验方法,实现了gleeble热模拟试验机的功能拓展,提高了设备利用效能;本发明模拟闪光对焊试验不仅与实际焊接过程接近,并且以小尺寸试样替代大尺寸试样,节约了试验材料,降低了试验成本;本发明模拟过程操作简单,成功率高,大大提高了焊接接头质量,试样处理过程中能够及时发现焊缝接头缺陷,为实际进行闪光对焊技术提供参考,具有一定的推广价值。
技术特征:
1.一种gleeble热模拟试验机的闪光对焊试验方法,其特征在于,其方法步骤为:1)将试验材料按要求加工成长方体的试样(1),两个试样为一组进行试验;
2.根据权利要求1所述的一种gleeble热模拟试验机的闪光对焊试验方法,其特征在于:所述步骤1)中,试验材料为x80管线用钢。
3.根据权利要求2所述的一种gleeble热模拟试验机的闪光对焊试验方法,其特征在于:步骤5)中,所述试样以100~120℃/s升温到900~1100℃。
4.根据权利要求2或3所述的一种gleeble热模拟试验机的闪光对焊试验方法,其特征在于:所述步骤5)中,预留10~20s进行自然冷却。
技术总结
本发明公开了一种Gleeble热模拟试验机的闪光对焊试验方法,其方法步骤为:1)将试验材料按要求加工成长方体的试样,两个试样为一组进行试验;2)将正负两根热电偶丝焊接在其中一个试样上,焊点距试样的焊接面10~12mm、两个焊点上下间隔1~2mm,并在焊点处裸露的电偶丝套装石英管;3)将两个试样分别装卡在两个夹具之间,按要求对称安装在热模拟试验机的腔体中;要保证两个试样端面轻接触,并在热模拟试验机的腔体内形成保护气氛;4)根据闪光对焊试验的预设参数,按要求编制试验程序;5)所述试样进行试验;6)将试验后的试样经处理后,通过金相显微镜观察金相组织,测定硬度值。本方法模拟过程操作简单,成功率高,大大提高了焊接接头质量。
技术研发人员:王程明,安治国,孙晓冉,赵轶哲,赵楠,谷秀锐
受保护的技术使用者:河钢股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!