用于销钉定位的零间隙辅助工装的制作方法
本发明涉及销钉组装,具体地,涉及一种用于销钉定位的零间隙辅助工装。
背景技术:
1、航空发动机领域很多零件上需要安装销钉,例如说明书附图8和图9所示的导向器盖板,在加工过程中需将3件异形销钉和导向器盖板组合为一体,且组合完后需保证对称度要求。
2、传统组装过程中,没有专用组合装置,无法组装加工至满足图纸要求。首先,异形销钉无引导,操作难度大;其次,异形销钉无定位,极易导致组合后的异形销钉歪斜;再者,组合完的导向器盖板会因异形销钉组装对称度不合格,直接影响到其他对象件的正常装配,最终影响整个零部件的装配性能和工作寿命。因此,针对具有对称度等精密技术要求的销钉组装一直是行业内难以突破的瓶颈问题。
3、公告号为cn212825096u的专利公开一种圆柱销装配工装,包括压紧螺杆、推动机构和u形架,u形架一端开有螺纹孔另一端开有通孔,通孔底部设有螺纹且通孔与螺纹孔同轴,压紧螺杆贯穿u形架螺纹孔一端,压紧螺杆内设有通孔,推动机构固定安装在压紧螺杆内。该实用新型虽然是针对圆柱销的传统装配方法工作效率较低、且在安装过程中存在很大的不可控风险,用力过度或用力方向稍有偏差都可能会使圆柱销失效及零件报废的问题,其选择通过拧紧压紧螺杆,带动顶针将圆柱销压进安装孔完成装配,操作简单,使用方便,装配效率和质量都得以提高。但该实用新型的技术方案仅考虑了销钉的装正问题,并未涉及到销钉的精密定位问题,即安装前对销钉无引导、安装时对销钉无定位。因此该实用新型的技术方案也无法解决上述行业瓶颈问题。
4、公告号为cn217669168u的专利公开一种销钉装配且控制其对称度的装置,包括套筒和芯棒,套筒上的限位槽,套筒内通过定位销安装有套筒棒,套筒棒一端设有正方孔,芯棒一端设有与套筒棒一端正方孔对接的正方头,芯棒另一端设有用于压住插孔外壳内壁凸阶的台阶;芯棒上设有销钉避让口。该实用新型通过两边定位对接,依靠工装本身的精度连接,确保销钉压接后,键与销钉对称度始终在公差控制范围内,省掉工序检验,降低对插组件二次损伤。该实用新型虽然是对销钉进行精细定位,但在定位前也无引导,且该专利中销钉的装配对象与航空发动机上的零件结构截然不同,无法完全适用。
技术实现思路
1、本发明要解决的技术问题在于克服现有技术的缺陷,提供一种对销钉依次进行引导、定位和精密组装的用于销钉定位的零间隙辅助工装,所述工装能在保证销钉组装质量的同时显著提升生产效率。
2、本发明的目的通过以下技术方案实现:
3、一种用于销钉定位的零间隙辅助工装,销钉安装在零件销孔内,零件具有中心孔,工装包括底座、定位轴和定位环;
4、所述定位轴为依次包括第一轴段、第二轴段和第三轴段的三段式结构,所述第二轴段的直径分别大于第一轴段直径和第三轴段直径,所述第二轴段具有锥度且伸入零件中心孔作零间隙配合;
5、所述底座为零件和所述工装提供整体支撑,底座上开设台阶式通孔供所述定位轴的第一轴段和第二轴段安装;
6、所述定位环与零件端面贴合,定位环具有内孔,所述内孔套设在定位轴第二轴段上,所述定位环上开设有一个u型角向定位孔,旋转零件可使任意一个销孔与u型角向定位孔位置匹配,以备后续销钉压入;所述底座上在u型角向定位孔对应位置处开设通孔作为角向孔;
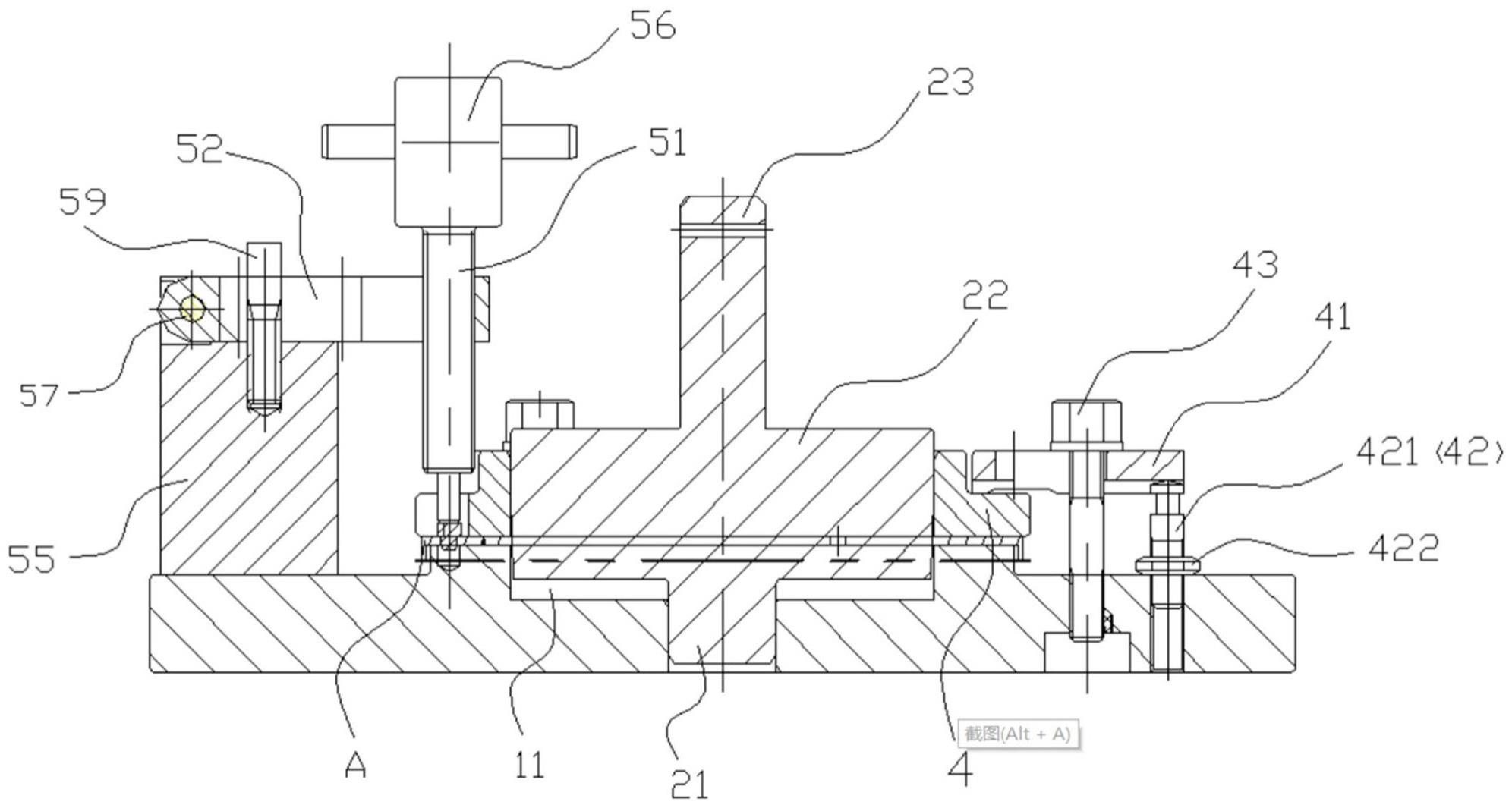
7、所述工装还包括压板机构和销钉压入机构,所述压板机构用于对定位环施加垂直压力以压紧零件,所述销钉压入机构用于对准定位环的u型角向定位孔和零件的销孔将销钉竖直压入销孔内。
8、进一步地,所述第二轴段的锥度为3°~5°。
9、进一步地,所述第二轴段和所述定位环内孔间隙配合。
10、进一步地,所述第一轴段和所述底座的台阶式通孔间隙配合。
11、进一步地,所述压板机构包括压板、压板支撑件和压入连接件,所述压板一端搭接在定位环端面、另一端被压板支撑件支撑,所述压板上开设连接孔,所述底座上在压板连接孔对应位置处设置锁紧孔,所述压入连接件穿过所述连接孔连接在锁紧孔上。
12、更进一步地,所述压板支撑件包括支撑螺杆和调节螺母,所述底座上设有螺纹孔供支撑螺杆旋入,所述调节螺母用于锁紧支撑螺杆。
13、进一步地,所述定位环远离底座的端面为包括上层台阶和下层台阶的台阶端面,所述压板机构与下层台阶贴合。
14、进一步地,所述销钉压入机构包括用于下压销钉的压杆,还包括对压杆下压位移进行导向的导向块,导向块上具有导向孔供压杆贯穿,所述底座上设有支座,所述导向块安装在支座上。
15、更进一步地,所述压杆为螺纹杆,所述导向块的导向孔为螺纹孔。
16、再进一步地,所述导向块铰接在支座上。
17、与现有技术相比,本发明具有以下有益效果:
18、1)定位轴第二轴段设计成带锥度结构,其锥度端缓慢下移可与零件中心孔完全接触,实现零间隙定位,利于后续销钉组装的位置引导和定位;
19、2)定位环上开设u型角向定位孔及底座上开设角向孔,一方面起到销钉定位前通过插销插入该角向定位孔作销钉组装前定角向作用,另一方面用于引导销钉,保证销钉组装后的位置和角向;
20、3)销钉压入机构通过螺纹杆形式的压杆在导向块的导向作用下逐步下压销钉,能有效避免销钉嵌入销孔的过程中发生歪斜;
21、4)所述工装可满足零件在工装上的安装定位简单快捷且稳定,销钉压入机构可快速对准销钉竖直下压,工装为销钉组装提供了良好的引导和定位作用,使销钉组装后能满足零件的精密技术要求,保证零件质量,相对于传统销钉组装过程来说,又大幅提升了销钉组装效率。
技术特征:
1.一种用于销钉定位的零间隙辅助工装,销钉安装在零件销孔内,零件具有中心孔,其特征在于,工装包括底座、定位轴和定位环;
2.根据权利要求1所述的用于销钉定位的零间隙辅助工装,其特征在于,所述第二轴段的锥度为3°~5°。
3.根据权利要求1所述的用于销钉定位的零间隙辅助工装,其特征在于,所述第二轴段和所述定位环内孔间隙配合。
4.根据权利要求1所述的用于销钉定位的零间隙辅助工装,其特征在于,所述第一轴段和所述底座的台阶式通孔间隙配合。
5.根据权利要求1所述的用于销钉定位的零间隙辅助工装,其特征在于,所述压板机构包括压板、压板支撑件和压入连接件,所述压板一端搭接在定位环端面、另一端被压板支撑件支撑,所述压板上开设连接孔,所述底座上在压板连接孔对应位置处设置锁紧孔,所述压入连接件穿过所述连接孔连接在锁紧孔上。
6.根据权利要求5所述的用于销钉定位的零间隙辅助工装,其特征在于,所述压板支撑件包括支撑螺杆和调节螺母,所述底座上设有螺纹孔供支撑螺杆旋入,所述调节螺母用于锁紧支撑螺杆。
7.根据权利要求1所述的用于销钉定位的零间隙辅助工装,其特征在于,所述定位环远离底座的端面为包括上层台阶和下层台阶的台阶端面,所述压板机构与下层台阶贴合。
8.根据权利要求1所述的用于销钉定位的零间隙辅助工装,其特征在于,所述销钉压入机构包括用于下压销钉的压杆,还包括对压杆下压位移进行导向的导向块,导向块上具有导向孔供压杆贯穿,所述底座上设有支座,所述导向块安装在支座上。
9.根据权利要求8所述的用于销钉定位的零间隙辅助工装,其特征在于,所述压杆为螺纹杆,所述导向块的导向孔为螺纹孔。
10.根据权利要求8或9所述的用于销钉定位的零间隙辅助工装,其特征在于,所述导向块铰接在支座上。
技术总结
本发明公开一种用于销钉定位的零间隙辅助工装,包括底座、定位轴和定位环;定位轴包括第一轴段、第二轴段和第三轴段,第二轴段直径大于第一轴段直径,第二轴段具有锥度且伸入零件中心孔作零间隙配合;底座上设台阶式通孔供定位轴的第一轴段和第二轴段安装;定位环与零件端面贴合,定位环上具有内孔和U型角向定位孔,内孔套设在定位轴第二轴段上,旋转零件可使任意销孔与U型角向定位孔位置匹配,底座上设角向孔;工装还包括压板机构和销钉压入机构,压板机构用于对定位环施加垂直压力以压紧零件,销钉压入机构用于对准U型角向定位孔和销孔将销钉竖直压入销孔内。工装为销钉组装提供引导和定位作用,使销钉组装后能满足零件的精密技术要求。
技术研发人员:冯健江,崔娅红,李碘,张菊绒,张雅琼
受保护的技术使用者:中国航发南方工业有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!