一种大型激光切割机的切割工艺的制作方法
本发明属于切割,具体涉及一种大型激光切割机的切割工艺。
背景技术:
1、大功率激光切割常用于钣金加工及非金属加工,如碳钢板、不锈钢板、铝合金、铜合金、钛合金、模切板、亚克力、炭纤维板等等。激光切割是用聚焦镜片将激光束聚焦在材料表面使材料熔融,同时用与激光束同轴的气体吹走熔渣,并使激光束与材料沿着一定的轨迹作相对运动,从而形成一定的切缝来实现激光切割。
2、如公开公告号为cn109108494a所公开的一种瓷砖激光切割机及其切割方法,包括主控单元、触摸显示屏、摄像头模块、第一滑竿、第二滑竿、支架、底座以及激光发射模块;其中,底座位于主控单元的正下方,摄像头模块设置在主控单元上,触摸显示屏与主控单元相连接;所述支架一端与主控单元连接,另一个端与底座连接,第二滑杆固定在支架上,并垂直于支架放置;所述第一滑竿与第二滑竿相连接,并垂直于第二滑竿,第一滑竿可沿第二滑竿移动;所述激光模块设置第一滑竿的下方,并可沿着第一滑竿移动;当进行瓷砖切割时,所述的主控单元控制激光发射模块按照触摸显示屏的切割图进行切割。
3、通过上述方案虽然实现了利用激光照射瓷砖,切割质量高,切割无需人员接触瓷砖,大大提高了操作的安全性,但是并未解决现有的大型激光切割机的切割工艺还存在一些的问题:激光切割时常采用氧气或氮气作为辅助气体,成本高,同时切割的过程,不方便根据预设的切割状态,进行切割,增加了人工参与切割的时间,降低了切割效率,另外切割后需要定期对切割头进行清理,为此我们提出一种大型激光切割机的切割工艺。
技术实现思路
1、本发明的目的在于提供一种大型激光切割机的切割工艺,以解决上述背景技术中提出的问题。
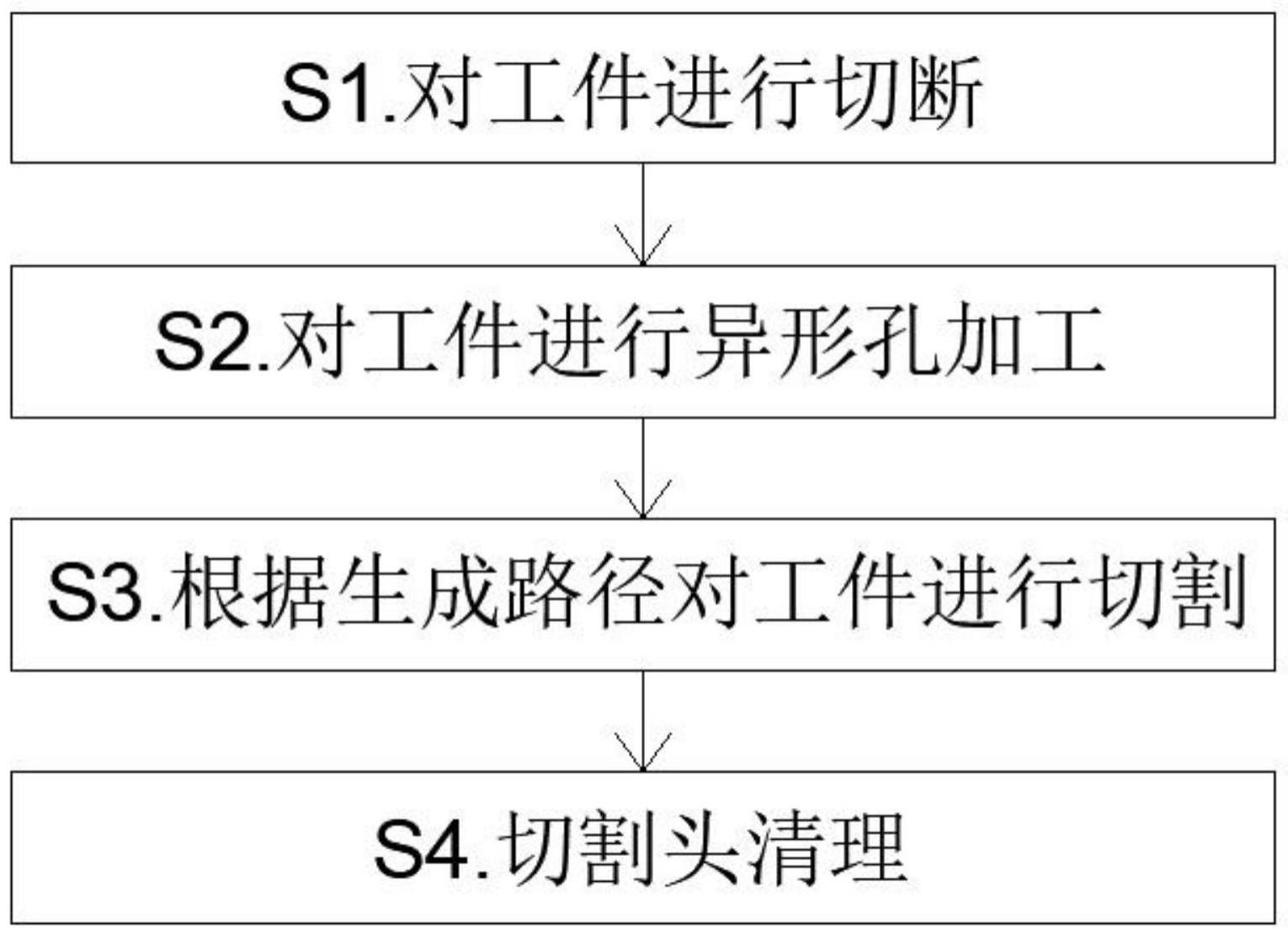
2、为实现上述目的,本发明提供如下技术方案:一种大型激光切割机的切割工艺,包括以下步骤:
3、s1.对工件进行切断:将工件固定在激光切割机的工作台上,压缩、净化空气形成辅助气体,使辅助气体进入切割头,根据工件的材料和规格,将工件需要切断的位置移动到切割头位置,使所述辅助气体与激光束同轴输出至工件,使工件相对于所述切割头移动,直至切断完毕;
4、s2.对工件进行异形孔加工:将工件固定在激光切割机的工作台上,并进行夹持矫正,通过对工件进行测量,计算切割位置,然后对工件进行推进,进行异形孔加工,直到加工完成;
5、s3.根据生成路径对工件进行切割:将工件固定在激光切割机的工作台上,通过激光切割机的操作系统生成切割路径,使激光切割机的切割头沿预定切割路径自动生成切割程序,完成切割;
6、s4.切割头清理:取带有通孔针和基座的通孔帽,将通孔针插入被废渣堵塞内壁的切割头的激光孔中,通孔帽的基座与切割嘴配合在一起,旋转通孔帽,通孔针将切割头的激光孔内壁的废料刮掉。
7、优选的,所述s1中压缩、净化空气形成辅助气体的步骤具体为:通过空压机将空气压缩至储气罐,使所述储气罐内的压缩空气流经空气净化机形成辅助气体。
8、优选的,所述空气净化机内沿气流方向设有除油、除尘的过滤器及除水气的干燥器,所述辅助气体经气管进入切割头,所述辅助气体与激光束通过激光切割机的激光孔同轴输出。
9、优选的,所述s2对工件进行异形孔加工的具体步骤为:
10、s201.将工件固定在激光切割机的工作台上;
11、s202.启动镜像结构的矫正夹持结构,夹持住工件两侧根据壁厚调节压力,进行矫正;
12、s203.采用激光测距自动采集工件的数据;
13、s204.将测得的工件数据输入到计算机内,根据计算机的模拟对物料进行模拟切割,进行定位;
14、s205.收回固定工件端部的装置,将工件进行定位的位置推送到激光切割机的下方;
15、s206.调节固定工件的平台高度进行切割作业。
16、优选的,所述s201中加工前激光切割机的加工头与工件顶面间距设定在2-3cm之间,所述s202中夹持以不导致工件发生凹陷为准。
17、优选的,所述s3中根据生成路径对工件进行切割的具体步骤为:
18、s301.确定切割工件的材料和厚度,通过软件导入切割图案,选择切割辅助气体类型,规划切割路径和切割参数;
19、s302.设定穿孔高度、穿孔高度位置的第一焦点高度,设定切割高度、以及切割高度位置的第二焦点高度;
20、s303.设定切割头从穿孔高度下降到切割高度位置中间引线过程的其在z轴方向上的移动速度,在切割头下降过程中切割头从第一焦点高度缓慢爬升到第二焦点高度,并设定切割头的激光焦点高度位置的爬升速度,在切割头从穿孔高度下降到切割高度位置的同时,第一焦点高度爬升到第二焦点高度;
21、s304.设定切割移动速度,沿预定切割路径自动生成切割程序。
22、优选的,所述s303中切割头从穿孔高度下降到切割高度位置过程中在z轴方向上先加速下降,在运动到离切割高度1.2-1.8mm时开始减速,所述s303中在切割头到达切割高度的同时穿孔结束,切割头根据切割路径和切割移动速度在x轴和y轴方向上移动。
23、优选的,所述s4中所述的通孔帽的通孔针一端为针形,另一端固定在基座上,基座上设有圆孔,所述圆孔的内直径等于或大于切割嘴的外直径。
24、优选的,所述s1对工件进行切断之前还包括对激光切割机的切割头进行对焦处理。
25、优选的,所述激光切割机包括工业计算机、数控软件模块、多轴控制卡、数据采集卡、多轴驱动模块、电机、切割状态采集器和i/o模块。
26、与现有技术相比,本发明的有益效果是:
27、(1)本发明通过在对工件进行切断处理时,利用压缩、净化过的空气作为激光切割的辅助气体,降低了工件切割成本,省去换气时间,提高了生产效率;
28、(2)本发明通过对工件进行异形孔加工,能够在工件上切割成想要的异形孔,从而增加切割的多样性;
29、(3)本发明通过根据生成路径对工件进行切割,能够自动使激光切割机对工件按照预设的路径进行切割,从而减低人员参与切割过程的时间,不仅增加切割的效率,而且增加切割安全性;
30、(4)本发明通过对切割头清理,在切割后,能够定期对切割头进行清理,从而便于切割头的正常使用,增加使用寿命。
技术特征:
1.一种大型激光切割机的切割工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种大型激光切割机的切割工艺,其特征在于:所述s1中压缩、净化空气形成辅助气体的步骤具体为:通过空压机将空气压缩至储气罐,使所述储气罐内的压缩空气流经空气净化机形成辅助气体。
3.根据权利要求2所述的一种大型激光切割机的切割工艺,其特征在于:所述空气净化机内沿气流方向设有除油、除尘的过滤器及除水气的干燥器,所述辅助气体经气管进入切割头,所述辅助气体与激光束通过激光切割机的激光孔同轴输出。
4.根据权利要求1所述的一种大型激光切割机的切割工艺,其特征在于:所述s2对工件进行异形孔加工的具体步骤为:
5.根据权利要求4所述的一种大型激光切割机的切割工艺,其特征在于:所述s201中加工前激光切割机的加工头与工件顶面间距设定在2-3cm之间,所述s202中夹持以不导致工件发生凹陷为准。
6.根据权利要求1所述的一种大型激光切割机的切割工艺,其特征在于:所述s3中根据生成路径对工件进行切割的具体步骤为:
7.根据权利要求6所述的一种大型激光切割机的切割工艺,其特征在于:所述s303中切割头从穿孔高度下降到切割高度位置过程中在z轴方向上先加速下降,在运动到离切割高度1.2-1.8mm时开始减速,所述s303中在切割头到达切割高度的同时穿孔结束,切割头根据切割路径和切割移动速度在x轴和y轴方向上移动。
8.根据权利要求1所述的一种大型激光切割机的切割工艺,其特征在于:所述s4中所述的通孔帽的通孔针一端为针形,另一端固定在基座上,基座上设有圆孔,所述圆孔的内直径等于或大于切割嘴的外直径。
9.根据权利要求1所述的一种大型激光切割机的切割工艺,其特征在于:所述s1对工件进行切断之前还包括对激光切割机的切割头进行对焦处理。
10.根据权利要求1所述的一种大型激光切割机的切割工艺,其特征在于:所述激光切割机包括工业计算机、数控软件模块、多轴控制卡、数据采集卡、多轴驱动模块、电机、切割状态采集器和i/o模块。
技术总结
本发明公开了一种大型激光切割机的切割工艺,包括以下步骤:S1.对工件进行切断:将工件固定在激光切割机的工作台上,压缩、净化空气形成辅助气体,使辅助气体进入切割头,根据工件的材料和规格,将工件需要切断的位置移动到切割头位置,使所述辅助气体与激光束同轴输出至工件,使工件相对于所述切割头移动,直至切断完毕;S2.对工件进行异形孔加工;S3.根据生成路径对工件进行切割;S4.切割头清理。本发明通过在对工件进行切断处理时,利用压缩、净化过的空气作为激光切割的辅助气体,降低了工件切割成本,省去换气时间,提高了生产效率;通过对工件进行异形孔加工,能够在工件上切割成想要的异形孔,从而增加切割的多样性。
技术研发人员:刘洪平,胡晓月,李仲昊
受保护的技术使用者:黄石市亚兴金属制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!