视觉引导机器人螺丝锁付及锁付品质检测设备和控制方法与流程
本发明涉及视觉螺丝锁付,具体为视觉引导机器人螺丝锁付及锁付品质检测设备和控制方法。
背景技术:
1、目前,市场中螺丝锁付设备多是一个单一简单的锁付,来实现对产品的锁付,现实工作中,需要多款产品共用一台螺丝锁付设备,当产品种类多,锁付螺丝个数多(每款产品150个以上),产品尺寸比较长时,难以进行同时作业。基于此,本发明设计了视觉引导机器人螺丝锁付及锁付品质检测设备和控制方法,以解决上述问题。
技术实现思路
1、本发明的目的在于提供视觉引导机器人螺丝锁付及锁付品质检测设备和控制方法,以解决上述背景技术中提出的问题。
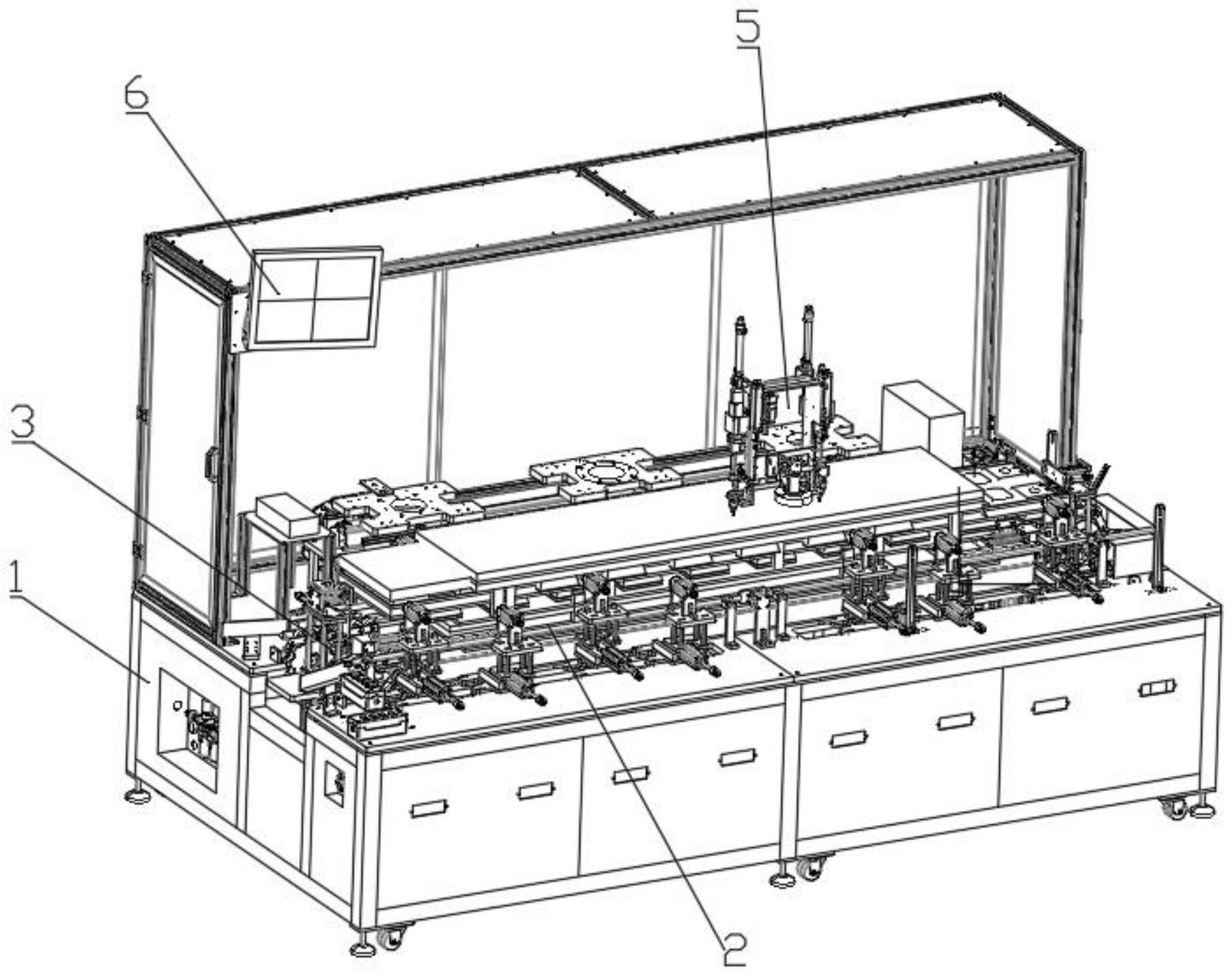
2、为实现上述目的,本发明提供如下技术方案:视觉引导机器人螺丝锁付及锁付品质检测设备,包括设备台架、倍速轮输送系统、产品定位系统、螺丝锁付系统和设备控制系统,所述设备台架接入在生产线的两端位置,待加工产品通过倍速轮输送系统把产品自动输送到阻挡机构边,阻挡机构侧设有检测产品到位的传感器,产品定位系统包括顶升机构和定位机构,定位机构实现产品的自动定位与夹紧,顶升机构用于把待加工产品顶升到一定高度;螺丝锁付系统根据产品型号自动调整螺丝锁付的起始位置,设备控制系统中的视觉系统寻找mark点,通过mark点的位置自动寻找产品其它孔位位置并按顺序进行螺丝锁付。
3、优选的,所述螺丝锁付系统上设有位移传感器,产品螺丝锁付的工程中根据实时位移传感器的数值判别螺丝锁付的深度值是否在合格区间。
4、优选的,所述设备控制系统连接视觉系统对产品上锁付好的螺丝进行监测。
5、优选的,所述螺丝锁付系统包括a工位和b工位,由不同工位上的螺丝批根据孔位需要不同的螺丝锁付。
6、优选的,所述a工位和b工位包括气缸,气缸用于驱动螺丝批,同时带动连杆上的弹簧压缩螺丝批滑块和螺丝夹头滑块下降,锁付对应螺批夹头中由送料器自动送来的螺丝。
7、优选的,所述a工位和b工位上还包括相机与光源,引导机器人对产品螺丝孔位定位。
8、锁付品质检测设备的控制方法,包括如下步骤:
9、s1:机器人末关节带动相机及光源对产品的mark点进行拍照,确定好产品mark点相对于机器人坐标中的位置,从而计算出所有需要螺丝锁付孔位的坐标位置;
10、s2:按程序设定路线逐次进行螺丝锁付,根据产品不同部位所需螺丝种类及锁付扭矩不同,设计a、b工位进行分别螺丝锁付;
11、s3:气缸下降,带动螺丝批、螺丝批滑块、连杆、螺丝夹头滑块、位移传感器移动部分向下运动,当螺丝顶到产品锁付平面,螺丝批旋转开始锁紧螺丝,这时弹簧由压缩状态开始释放;
12、s4:位移传感器移动部分继续下降,直到螺丝锁到要求扭力,螺丝批停止转动,位移传感器移动部分停止下降,这时记录位移传感器数值为螺丝锁付深度值,与设定深度值做比较,在范围内的为合格产品;
13、s5:螺丝锁付完成后,气缸上升,带动螺丝批、螺丝批滑块、位移传感器移动部分向上运动,弹簧释放压缩量,连杆、批夹头滑块一起上升,直到回到初始位置,机器人移动到下一孔位。
14、与现有技术相比,本发明的有益效果是:
15、本发明可自动寻找产品其它孔位位置,并按顺序进行螺丝锁付,可同时实现多种螺丝的锁付;产品螺丝锁付的工程中根据实时位移传感器的数值判别螺丝锁付的深度值是否在合格区间;机器人带着视觉系统对产品上锁付好的螺丝进行监测,对螺丝有歪斜,漏打等情况进行判断;
16、本发明可有效避免两把螺丝批在锁付过程中,一把螺丝批工作,另一把螺丝批碰撞产品表面的现象。
技术特征:
1.视觉引导机器人螺丝锁付及锁付品质检测设备,其特征在于:包括设备台架(1)、倍速轮输送系统(2)、产品定位系统(3)、螺丝锁付系统(5)和设备控制系统(6),所述设备台架(1)接入在生产线的两端位置,待加工产品通过倍速轮输送系统(2)把产品自动输送到阻挡机构边,阻挡机构侧设有检测产品到位的传感器,产品定位系统(3)包括顶升机构和定位机构,定位机构实现产品的自动定位与夹紧,顶升机构用于把待加工产品顶升到一定高度;螺丝锁付系统(5)根据产品型号自动调整螺丝锁付的起始位置,设备控制系统(6)中的视觉系统寻找mark点,通过mark点的位置自动寻找产品其它孔位位置并按顺序进行螺丝锁付。
2.根据权利要求1所述的视觉引导机器人螺丝锁付及锁付品质检测设备,其特征在于:所述螺丝锁付系统(5)上设有位移传感器(8),产品螺丝锁付的工程中根据实时位移传感器(8)的数值判别螺丝锁付的深度值是否在合格区间。
3.根据权利要求1所述的视觉引导机器人螺丝锁付及锁付品质检测设备,其特征在于:所述设备控制系统(6)连接视觉系统对产品上锁付好的螺丝进行监测。
4.根据权利要求1所述的视觉引导机器人螺丝锁付及锁付品质检测设备,其特征在于:所述螺丝锁付系统(5)包括a工位(16)和b工位(17),由不同工位上的螺丝批(12)根据孔位需要不同的螺丝锁付。
5.根据权利要求4所述的视觉引导机器人螺丝锁付及锁付品质检测设备,其特征在于:所述a工位(16)和b工位(17)包括气缸(7),气缸(7)用于驱动螺丝批(12),同时带动连杆(13)上的弹簧压缩螺丝批滑块(14)和螺丝夹头滑块(15)下降,锁付对应螺批夹头(11)中由送料器自动送来的螺丝。
6.根据权利要求4所述的视觉引导机器人螺丝锁付及锁付品质检测设备,其特征在于:所述a工位(16)和b工位(17)上还包括相机(9)与光源(10),引导机器人对产品螺丝孔位定位。
7.锁付品质检测设备的控制方法,其特征在于,包括如下步骤:
技术总结
本发明公开了视觉螺丝锁付技术领域的视觉引导机器人螺丝锁付及锁付品质检测设备和控制方法,包括设备台架、倍速轮输送系统、产品定位系统、螺丝锁付系统和设备控制系统,所述设备台架接入在生产线的两端位置,待加工产品通过倍速轮输送系统把产品自动输送到阻挡机构边,阻挡机构侧设有检测产品到位的传感器,产品定位系统包括顶升机构和定位机构,本发明可自动寻找产品其它孔位位置,并按顺序进行螺丝锁付,可同时实现多种螺丝的锁付;产品螺丝锁付的工程中根据实时位移传感器的数值判别螺丝锁付的深度值是否在合格区间;机器人带着视觉系统对产品上锁付好的螺丝进行监测,对螺丝有歪斜,漏打等情况进行判断。
技术研发人员:王辽建,刘增义
受保护的技术使用者:苏州德潜智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!