一种销孔位置度控制方法与流程
本发明涉及销孔加工,尤其涉及一种销孔位置度控制方法。
背景技术:
1、风电设备属于精密装备,其加工要求很高,以风电设备核心部件为例,风电扭力臂、法兰的加工精度要求非常高,特别是其销孔位置度一般在0.06-0.08mm左右,销孔的位置度与止口圆大小相关,止口圆的直径一般在1200-2000mm左右,公差为h6-h7,止口圆直径变化销孔位置必须要作出调整,同时止口圆的圆度变化也会造成销孔位置度的影响,所以即使机床定位精确,销孔位置度的控制依然成为一个技术难点。另一方面,由于绝大部分加工厂条件受限,止口圆是立式车床加工,销孔是龙门铣床加工,更对销孔位置度的控制加大了难度。
技术实现思路
1、本发明的目的是提供一种销孔位置度控制方法,具有位置精度高、操作简单、成品质量高的优点。
2、本发明是通过以下技术方案得以实现的:
3、一种销孔位置度控制方法,包括如下步骤:
4、步骤一:将工件装夹于工作台,并以工件建立第一坐标系;
5、步骤二:将标准环规装夹于工作台,并以标准环规建立第二坐标系;
6、步骤三:使用雷尼绍测头在第二坐标系中进行矢量标定;
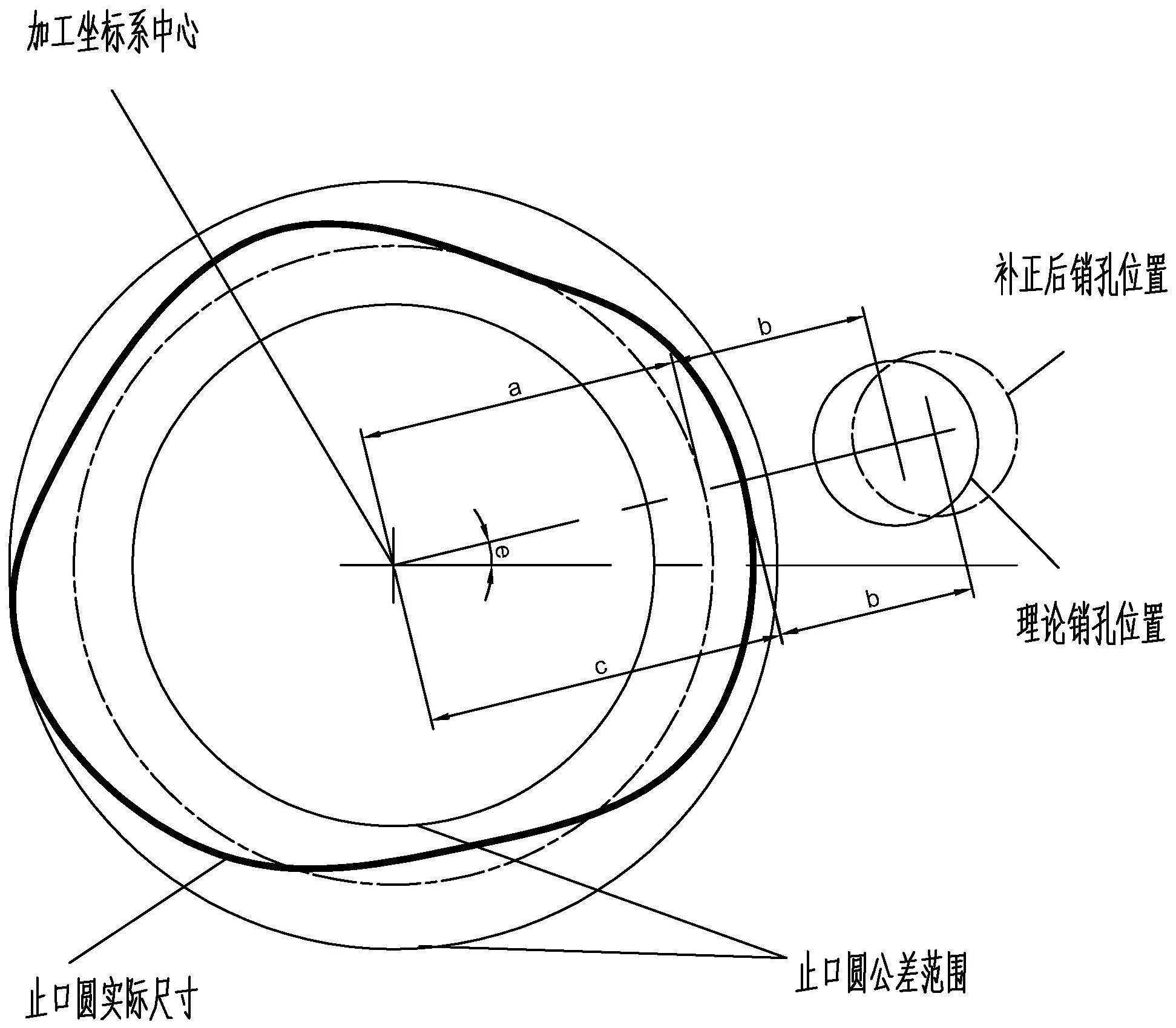
7、步骤四:矢量标定完成后使用雷尼绍测头在第一坐标系内测量止口边位置长度,该长度记录为c,并记录在机床变量值中;
8、步骤五:向机床内输入销孔角度e、销孔与止口边距离b,然后计算销孔实际坐标位置:x坐标=(c+b)*cos(e),y坐标=(c+b)*sin(e);
9、步骤六:根据x坐标和y坐标在工件上加工销孔。
10、进一步设置为:步骤一具体包括:
11、一:将工件需加工销孔的端面朝上装夹于数控机床内的工作台,找正销孔端面;
12、二:使用数控机床建立第一坐标系,抓取工件的止口圆中心点,以该中心点设立x轴、y轴零点,抓取销孔端面设立z轴零点。
13、进一步设置为:步骤一中,找正销孔端面误差在0.02mm以内。
14、进一步设置为:步骤二具体包括:
15、一:将标准环规装夹于数控机床内工作台的一角,找正标准环规端面;
16、二:使用数控机床建立第二坐标系,抓取标准环规孔中心点,以该中心点设立x轴、y轴零点,抓取标准环规端面设立z轴零点。
17、进一步设置为:步骤二中,找正标准环规平面误差在0.01mm以内。
18、进一步设置为:还包括步骤七:
19、重复上述步骤四、步骤五、步骤六,于工件表面依次加工出若干销孔。
20、综上所述,本发明的有益技术效果为:
21、(1)针对高精度工件的加工,例如风力发电设备中的扭力臂、法兰等,工件在销孔位置度控制上更加稳定;
22、(2)操作简单,利于实现,从而适合规模化应用;
23、(3)使工件异常率和报废率得到了极大的改善,提高了工件质量。
技术特征:
1.一种销孔位置度控制方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种销孔位置度控制方法,其特征在于:步骤一具体包括:
3.根据权利要求2所述的一种销孔位置度控制方法,其特征在于:步骤一中,找正销孔端面误差在0.02mm以内。
4.根据权利要求1所述的一种销孔位置度控制方法,其特征在于:步骤二具体包括:
5.根据权利要求4所述的一种销孔位置度控制方法,其特征在于:步骤二中,找正标准环规平面误差在0.01mm以内。
6.根据权利要求1所述的一种销孔位置度控制方法,其特征在于:还包括步骤七:
技术总结
本发明公开了一种销孔位置度控制方法,涉及销孔加工技术领域,包括如下步骤:步骤一:将工件装夹于工作台,并以工件建立第一坐标系;步骤二:将标准环规装夹于工作台,并以标准环规建立第二坐标系;步骤三:使用雷尼绍测头在第二坐标系中进行矢量标定;步骤四:矢量标定完成后使用雷尼绍测头在第一坐标系内测量止口边位置长度,该长度记录为c,并记录在机床变量值中;步骤五:向机床内输入销孔角度e、销孔与止口边距离b,然后计算销孔实际坐标位置:X坐标=(c+b)*COS(e),Y坐标=(c+b)*SIN(e);步骤六:根据X坐标和Y坐标在工件上加工销孔。本发明在销孔位置度控制上更加稳定,操作简单,利于实现,使工件异常率和报废率得到了极大的改善。
技术研发人员:张宇
受保护的技术使用者:江苏钢锐精密机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!