一种弹簧扣火焰焊接设备的制作方法
本发明涉及火焰焊接领域,具体说是一种弹簧扣火焰焊接设备。
背景技术:
1、弹簧扣有多种,以龙虾扣为例,龙虾扣是一种装饰品,因其形状与卷曲的龙虾相似,因此被称为龙虾扣,龙虾扣主要由三个零件组成而成,分别为龙虾扣本体(简称扣体),龙虾扣本体上铰接连接的中龙虾扣和套置在中龙虾扣的铰接轴上的扭簧,中龙虾扣上设置有放置扭簧的中间部的扭簧安装槽,扭簧安装槽的侧壁上分别设置有将扭簧两端限位的卡槽。龙虾扣在组装时,先将扣体对称压弯,并对压弯后的扣体焊接,使其成型牢固,方便后续中龙虾扣的安装,现有技术中大都采用手工拿取扣体并放置在成型模具中,无法配合压弯工序和火焰焊接工序进行自动化作业,工作效率低,鉴于此,设计了该弹簧扣火焰焊接设备。
技术实现思路
1、本发明要解决的技术问题是提供一种自动完成取件、压弯、焊接和落料的弹簧扣火焰焊接设备。
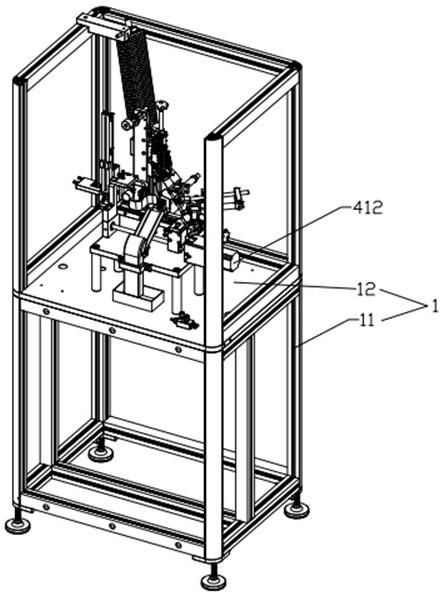
2、为解决上述技术问题,本发明包括机架,其结构特点是:所述机架上设有能盛放多个扣体的料仓组件和能将扣体对称压弯的压弯组件,所述机架上设有成型模具和驱使所述成型模具往复滑动在所述料仓组件和压弯组件下方的成型模具驱动机构,所述压弯组件的一侧为焊接位置,所述机架上设置有将焊丝端部捋顺并传送至焊接位置的焊丝顺线组件,所述机架上设有对焊接位置进行火焰焊接的火焰焊接组件,所述机架上设有将焊接后的扣体收集的落料组件。
3、进一步的,所述料仓组件包括竖直安装且上下贯通的下料道,所述下料道的下端水平滑动设有初始状态将下端开口封堵的挡料板。
4、进一步的,所述机架通过下料道安装板与所述下料道固定连接,所述下料道安装板上至少安装两根水平的导向杆,所述挡料板的一端套置在所述导向杆上,所述导向杆套置有使所述挡料板复位的压缩弹簧。
5、进一步的,所述压弯组件包括由滑块驱动机构驱使竖直滑动的滑块,所述滑块上连接有由压杆驱动机构驱使前后滑动的压杆,所述压杆上套置有卸料块,所述压杆的侧壁上垂直设有拨杆,所述卸料块内设有供拨杆滑动的条形槽,所述压杆与所述成型模具上的成型槽配合。
6、进一步的,所述成型模具驱动机构包括由丝杆驱动电机驱使转动连接在所述机架上的丝杆,所述丝杆上套装有与所述丝杆螺纹配合的安装板,所述安装板通过支板与所述成型模具连接。
7、进一步的,所述焊丝顺线组件包括放盘支架,所述放盘支架的上侧设置有放盘主轴,所述放盘支架的中部设有多组对称转动设置的v型滚轮,所述放盘支架的下侧设置有供焊丝穿过的成型针筒,所述成型针筒的上端开口与对称的所述v型滚轮之间的间隙对应。
8、进一步的,所述火焰焊接组件包括所述机架上设置的光轴,所述光轴上通过旋转块连接有调节杆,所述调节杆的一端与通气杆驱动气缸连接,另一端与通气杆铰接,所述通气杆驱动气缸的活塞杆与所述通气杆铰接,所述通气杆的一端连接能喷火焰的针头,所述通气杆的另一端通过阀门。
9、进一步的,所述落料组件包括所述机架上转动连接的下料旋转轴,所述下料旋转轴上转动连接一个旋转板,所述旋转板的顶端安装有倾斜的滑道,所述旋转轴与所述旋转板之间设有初始状态时使所述滑道的顶端与焊接位置对应的扭簧,所述机架上设有与所述滑道对应的落料箱。
10、进一步的,所述机架的焊接位置一侧设有挡火板。
11、采用上述结构后,扣体经料仓组件和成型模具驱动机构的作用下完成自动取料,下料道下方滑动设置的挡料板可以将下料道的底端开口封堵,并在压缩弹簧的作用下实现自动封堵,省去人工操作,效率高。取料后扣体经压弯组件的配合下将水平的扣体压弯成u型,成型后的扣体位于压杆上,为后续的落料和火焰焊接做准备,通过设置焊丝顺线组件,焊丝从成型针筒的底端自动出丝,且保证出的焊丝是捋顺的,方便后续的火焰焊接,通过设置火焰焊接组件,通气杆在通气杆驱动气缸的作用下摆动,焊接时自动驱使针头对准焊接位置,实现自动焊接,焊接完成后的扣体在压杆和卸料块的作用下完成自动落料,因压杆和卸料块是不同步运动的,利用位置差异将套置在压杆上的扣体推出,实现自动落料,整个过程中,压杆不仅可以实现成型,还能实现落料,整个过程自动完成取件、压弯、焊接和落料等多道工序,加工效率高。
技术特征:
1.一种弹簧扣火焰焊接设备,包括机架(1),其特征是:所述机架(1)上设有能盛放多个扣体(9)的料仓组件(2)和能将扣体(9)对称压弯的压弯组件(3),所述机架(1)上设有成型模具(4)和驱使所述成型模具(4)往复滑动在所述料仓组件(2)和压弯组件(3)下方的成型模具驱动机构(41),所述压弯组件(3)的一侧为焊接位置,所述机架(1)上设置有将焊丝端部捋顺并传送至焊接位置的焊丝顺线组件(5),所述机架(1)上设有对焊接位置进行火焰焊接的火焰焊接组件(6),所述机架(1)上设有将焊接后的扣体(9)收集的落料组件(7)。
2.根据权利要求1所述的弹簧扣火焰焊接设备,其特征是:所述料仓组件(2)包括竖直安装且上下贯通的下料道(21),所述下料道(21)的下端水平滑动设有初始状态将下端开口封堵的挡料板(22)。
3.根据权利要求2所述的弹簧扣火焰焊接设备,其特征是:所述机架(1)通过下料道安装板(23)与所述下料道(21)固定连接,所述下料道安装板(23)上至少安装两根水平的导向杆(24),所述挡料板(22)的一端套置在所述导向杆(24)上,所述导向杆(24)套置有使所述挡料板(22)复位的压缩弹簧(25)。
4.根据权利要求1所述的弹簧扣火焰焊接设备,其特征是:所述压弯组件(3)包括由滑块驱动机构(311)驱使竖直滑动的滑块(31),所述滑块(31)上连接有由压杆驱动机构(321)驱使前后滑动的压杆(32),所述压杆(32)上套置有卸料块(33),所述压杆(32)的侧壁上垂直设有拨杆(322),所述卸料块(33)内设有供拨杆(322)滑动的条形槽(331),所述压杆(32)与所述成型模具(4)上的成型槽(42)配合。
5.根据权利要求1所述的弹簧扣火焰焊接设备,其特征是:所述成型模具驱动机构(41)包括由丝杆驱动电机(412)驱使转动连接在所述机架(1)上的丝杆(411),所述丝杆(411)上套装有与所述丝杆(411)螺纹配合的安装板(413),所述安装板(413)通过支板(414)与所述成型模具(4)连接。
6.根据权利要求1所述的弹簧扣火焰焊接设备,其特征是:所述焊丝顺线组件(5)包括放盘支架(51),所述放盘支架(51)的上侧设置有放盘主轴(52),所述放盘支架(51)的中部设有多组对称转动设置的v型滚轮(53),所述放盘支架(51)的下侧设置有供焊丝穿过的成型针筒(54),所述成型针筒(54)的上端开口与对称的所述v型滚轮(53)之间的间隙对应。
7.根据权利要求1所述的弹簧扣火焰焊接设备,其特征是:所述火焰焊接组件(6)包括所述机架(1)上设置的光轴(61),所述光轴(61)上通过旋转块(62)连接有调节杆(63),所述调节杆(63)的一端与通气杆驱动气缸(64)连接,另一端与通气杆(65)铰接,所述通气杆驱动气缸(64)的活塞杆与所述通气杆(65)铰接,所述通气杆(65)的一端连接能喷火焰的针头(66),所述通气杆(65)的另一端通过阀门(67)与气源连接。
8.根据权利要求1所述的弹簧扣火焰焊接设备,其特征是:所述落料组件(7)包括所述机架(1)上转动连接的下料旋转轴(71),所述下料旋转轴(71)上转动连接一个旋转板(72),所述旋转板(72)的顶端安装有倾斜的滑道(73),所述旋转轴与所述旋转板(72)之间设有初始状态时使所述滑道(73)的顶端与焊接位置对应的扭簧(74),所述机架(1)上设有与所述滑道(73)对应的落料箱(75)。
9.根据权利要求1-8中任一项所述的弹簧扣火焰焊接设备,其特征是:所述机架(1)的焊接位置一侧设有挡火板(8)。
技术总结
本发明公开了一种弹簧扣火焰焊接设备,包括机架,所述机架上设有能盛放多个扣体的料仓组件和能将扣体对称压弯的压弯组件,所述机架上设有成型模具和驱使所述成型模具往复滑动在所述料仓组件和压弯组件下方的成型模具驱动机构,所述压弯组件的一侧为焊接位置,所述机架上设置有将焊丝端部捋顺并传送至焊接位置的焊丝顺线组件,所述机架上设有对焊接位置进行火焰焊接的火焰焊接组件,所述机架上设有将焊接后的扣体收集的落料组件。本发明具有自动完成取件、压弯、焊接和落料的特点。
技术研发人员:王忠善,王国鑫,杜建华,刘永义
受保护的技术使用者:山东亿福金业珠宝首饰有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!