一种车用零部件的增减材复合加工方法与流程
本发明涉及车用零部件制造,具体涉及一种车用零部件的增减材复合加工方法。
背景技术:
1、增材制造技术(俗称3d打印)是一种通过简单的二维逐层增加材料的方式直接成型三维复杂结构的数字制造技术。与传统减材制造工艺相比,增材制造是从零开始,通过依次在前一层的顶部“打印”新的一层来构建零件,直至零件完成。
2、对于激光熔化增材技术slm制造金属零部件,通常是以特定基板为基准面上,逐层增材打印形成零部件,部分零部件考虑强度要求还需要在基板上打印支撑材料,支撑材料接触的任何区域的表面均较为粗糙,有些区域的粗糙度产品是能够接受的,但对于一些粗糙度要求较高的区域,这些部位是需要进行后处理cnc机床进行减材加工的区域。其次顶面上会保留由不同激光扫描策略留下的痕迹,这些区域也是需要进行cnc机床进行减材加工区域。考虑到加工精度,通常的做法是在产品数据上增添需要加工区域的加工余量,一般设计值在0.5mm厚度,另外在零件上添加固定的装夹点或区域,使其能够更快更好地安装到cnc机床中。因此对于任何能够使零件更快地安装到cnc机床上的方法都能减少整体操作所需要的时长,从而提高效率,降低增材制造的成本。
3、对于很多复杂零部件,经常由于控制点多,导致加工工序复杂,耗时长,另外多次校对基准,导致误差累积,造成超差废品产生。
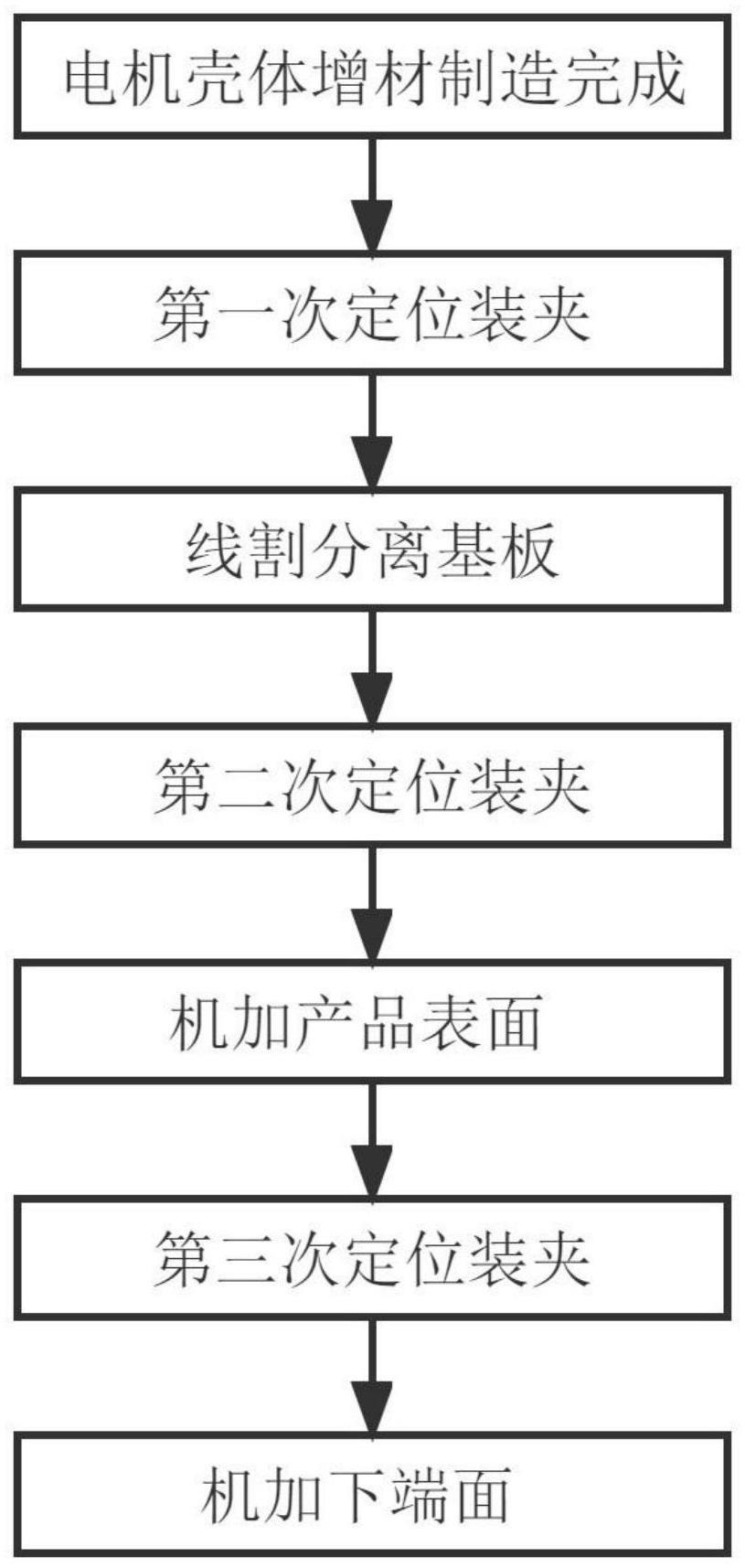
4、参见图1,所示的某型号的水冷电机壳体现有加工工步,包括电机壳体增材制造完成、第一次定位装夹、线割分离基板、第二次定位装夹、机加产品表面、第三次定位装夹、机加下端面。现有技术存在如下缺点:1)在现有打印加工过程及后加工工艺过程中,零件需要经过多次搬运、装夹、校表对中,而且每次校表对中的中心相互无衔接和继承,尺寸误差大,在后续的加工过程中,也需要多套加工治具及其他多种辅助工具和方法,才能完成此零件的完整加工过程。2)其加工过程耗时多,工艺繁琐,校表对中不准,操作不便,需要辅助治具过多等诸多缺点。针对以上问题,对此零件的加工过程和加工方法进行了优化。
技术实现思路
1、本发明的目的是提供一种车用零部件的增减材复合加工方法,其能够提高加工精度,减少加工时间和加工费用。
2、为了实现上述目的,本发明采用的技术方案如下:
3、一种车用零部件的增减材复合加工方法,其包括如下步骤:
4、s1,采用增材制造工艺制得基板以及连接于基板上的零部件毛坯;
5、s2,以基板作为夹具将零部件毛坯固定于减材制造设备上,对零部件毛坯表面进行减材加工,得到中间产品;
6、s3,分割中间产品与基板,将中间产品装夹固定于减材制造设备上,对中间产品与基板连接的端面进行减材加工,得到车用零部件成品。
7、进一步,所述基板或零部件毛坯上一体成型有用于装夹定位的定位基准。
8、进一步,所述定位基准包括横向定位部和纵向定位部。
9、进一步,所述基板上一体成型有与减材制造设备连接的安装部。
10、进一步,所述安装部设于基板边沿的沉台中,安装部上设有与减材制造设备螺栓连接的安装孔。
11、进一步,所述安装部上设有与减材制造设备上的定位件对应配合的定位孔。
12、本发明的有益效果:
13、1、本发明以基板作为夹具将零部件毛坯固定于减材制造设备上,对零部件毛坯表面进行减材加工,减少了车用零部件增减材加工工步及定位次数,节省了加工时间和加工费用。并且由于所述基板与零部件毛坯同步增材制造,两者之间的相对位置误差为零,利用基板作为夹具将零部件毛坯固定于减材制造设备上,有效提高了零部件毛坯表面的加工精度。依据相对位置误差为零的定位基准作为机加工环节的初始定位,也有效降低了后续对中间产品与基板连接的端面进行减材加工的重复装夹时的累积误差,提高了后续减材加工精度。
14、2、本发明将设备打印基板本身作为夹具,减少了一套夹具制作和使用,节省了时间和费用。
技术特征:
1.一种车用零部件的增减材复合加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的车用零部件的增减材复合加工方法,其特征在于:所述基板或零部件毛坯上一体成型有用于装夹定位的定位基准。
3.根据权利要求2所述的车用零部件的增减材复合加工方法,其特征在于:所述定位基准包括横向定位部和纵向定位部。
4.根据权利要求1或2所述的车用零部件的增减材复合加工方法,其特征在于:所述基板上一体成型有与减材制造设备连接的安装部。
5.根据权利要求4所述的车用零部件的增减材复合加工方法,其特征在于:所述安装部设于基板边沿的沉台中,安装部上设有与减材制造设备螺栓连接的安装孔。
6.根据权利要求4所述的车用零部件的增减材复合加工方法,其特征在于:所述安装部上设有与减材制造设备上的定位件对应配合的定位孔。
技术总结
本发明涉及车用零部件制造技术领域,具体涉及一种车用零部件的增减材复合加工方法,其包括如下步骤:S1,采用增材制造工艺制得基板以及连接于基板上的零部件毛坯;S2,以基板作为夹具将零部件毛坯固定于减材制造设备上,对零部件毛坯表面进行减材加工,得到中间产品;S3,分割中间产品与基板,将中间产品装夹固定于减材制造设备上,对中间产品与基板连接的端面进行减材加工,得到车用零部件成品。其能够提高加工精度,减少加工时间和加工费用。
技术研发人员:朱茜,邓佳明,秦永瑞,陈浩铭,林玉兰
受保护的技术使用者:重庆长安汽车股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!