一种绝缘引线机加工处理设备及方法与流程
本发明涉及绝缘引线加工设备,尤其涉及的是一种绝缘引线机加工处理设备及方法。
背景技术:
1、对于配电网台区变压器等绝缘引线,通常要对不同线径线缆接头引线需要进行加工操作,目前这一加工操作往往需要三名以上员工协作完成安装现场下线,手工剥线,手工测量长度,现场压弧度工作,由于手工操作很难保证稳定性,不规范,极易出现测量误差,压弧不均衡影响产品质量,而且效率慢,现场劳动强度大。
2、因此,现有技术还有待于改进和发展。
技术实现思路
1、鉴于上述现有技术的不足,本发明的目的在于提供一种绝缘引线机加工处理设备及方法,该绝缘引线机加工处理设备可自动完成现场下线制作,自动剥线,自动测量绝缘引线长度、跳线弧度制作等作业,还可以根据不同的典型设计方案加工不同规格的绝缘引线,大大提高了传统现场作业的工作效率;不仅节省人工、提高了绝缘引线加工操作的生产效率;且处理后同规格的绝缘引线之间个体差异小,提高了产品的精品率。使用本装置的工厂化自动加工处理方法,可以实现绝缘引线加工处理自动控制。
2、本发明的技术方案如下:
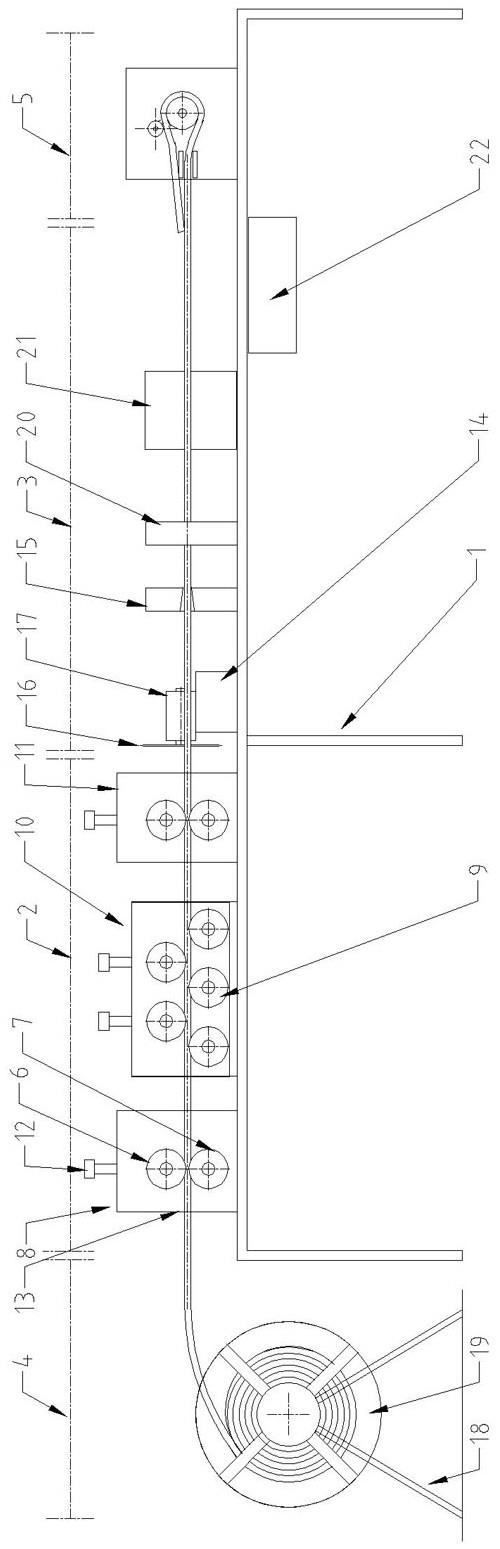
3、一种绝缘引线机加工处理设备,包括机架、设置于所述机架上端面用于牵引线缆向前移动并拉直整形,同时自动计录通过的线缆长度的牵引机构、设置于所述机架上端面用于对绝缘引线进行切割作业,剥皮作业,同时在此区域内完成接线端子压接,套热缩管,安装避雷器和验电环的加工机构、还有设置于所述机架上端面对设备总成运动状态控制的数字控制系统装置、在所述机架前端还设置有用于放置线缆的放线机构;所述的机架上端面还安装有受数字控制系统控制的弯曲成型机构;
4、所述的牵引机构包含有由上牵引轮和下牵引轮所构成的牵引装置、上下交错布设的压紧轮所构成的拉直整形装置、由光电传感器和逻辑电路构成的计数装置;上述上牵引轮或下牵引轮之一由动力电机驱动;上述的上牵引轮和下牵引轮的中心轴距,通过调整丝杆可以上下调整改变,两牵引轮的滚动面均设计为内凹的圆弧形,上牵引轮的滚动面和下牵引轮的滚动面构成入线口;通过控制调整丝杆改变两牵引轮之间的滚动面距离,可以使入线口牵引不同规格线径的线缆;
5、所述的加工机构包含有依次呈直线排列所组成的断线或切割装置、剥皮装置;所述的断线或切割装置由切线电机连接切割刀片构成;所述的断线或切割装置和剥皮装置均接受数字控制系统的控制,可以设定切割长度控制值和剥皮长度控制值;
6、所述的放线机构由放线架和线盘构成;
7、所述的机架上端面还安装有加工接线端子或并勾线夹的人工压接装置、安装并勾线夹的工具架和用于收集加工处理过程中产生的废弃的废料回收口;所述人工压接装置连接有脚踏式开关控制;所述工具架上安置有电动扳手和用于烘烤热缩管的电热器。
8、本发明所提供的绝缘引线机加工处理设备,由于上下两牵引轮的滚动面均设计为内凹的圆弧形,通过控制调整丝杆改变两牵引轮之间的滚动面距离,可以使入线口适合不同线径线缆自动进线。本发明使用固态硬盘存储器对多套绝缘引线加工方案进行存储和调用,可以满足不同标准化台变的图集尺寸要求。本发明采用plc单片机对设备总成运动状态进行控制可以实现一次自动断线、自动转弧度、自动切割中间的线缆绝缘层,不仅节省人工、提高了绝缘引线的生产效率;且处理后的绝缘引线之间个体差异小,提高了产品的精品率。
技术特征:
1.一种绝缘引线机加工处理设备,其特征在于:包括机架(1)、设置于所述机架(1)上端面用于牵引线缆向前移动并拉直整形,同时自动计录通过的线缆长度的牵引机构(2)、设置于所述机架(1)上端面用于对绝缘引线进行切割作业,剥皮作业,同时在此区域内完成接线端子压接,套热缩管,安装避雷器和验电环的加工机构(3)、还有设置于所述机架(1)上端面对设备总成运动状态控制的数字控制系统装置、在所述机架(1)前端还设置有用于放置线缆的放线机构(4);所述的机架(1)上端面还安装有受数字控制系统控制的弯曲成型机构(5);
2.根据权利要求1所述的一种绝缘引线机加工处理设备,其特征在于:所述数字控制系统装置包括:设置于所述机架(1)上端面,用于显示所述绝缘引线机加工处理设备当前工作状态并可发送指令对其进行调整的控制面板显示屏、对设备总成运动状态进行控制的plc单片机、对绝缘引线加工方案进行存储的固态硬盘存储器以及用于控制整个设备紧急停机的紧急停机按钮;所述控制面板显示屏控制界面采用10.4英寸触摸屏,通过lan网线与plc单片机连接进行数据交换;以图文方式实时在线显示整个系统的运行情况,使操作者能方便及时地了解设备系统的运行状态;所述紧急停机按钮在紧急事故或模式选择操作不当导致运行错误,可以快速停止一切动作并自动使控制面板显示屏进入到机器调试界面;顺时针旋转所述紧急停机按钮可以使控制面板显示屏返回停止前的操作状态。
3.一种使用绝缘引线机加工处理设备的加工处理方法,其特征在于:将待加工的线缆盘绕在放线机构(4)的线盘(19)中,让线缆一端插入牵引机构(2)的入线口(13),调整牵引机构(2)中的上牵引轮(6)和下牵引轮(7)的滚动面距离,使入线口(13)能够适应待加工线缆的线径;合上操作电源开关通电;控制面板显示屏显示主界面,显示“加工线缆”、“机器调试”和“参数修改”三个按钮,按工艺需求选择触碰三个按钮之一,进行如下操作:
技术总结
本发明涉及一种绝缘引线机加工处理设备及方法,其设备包括机架、牵引机构、加工机构、数字控制系统装置、的放线机构和弯曲成型机构;所述的牵引机构包含有牵引装置、拉直整形装置、计数装置;所述的加工机构包含有断线或切割装置、剥皮装置;所述的放线机构由放线架和线盘构成。其加工步骤如下:将待加工的线缆盘绕在放线机构的线盘中,合上操作电源开关通电;控制面板显示屏显示主界面,显示“加工线缆”、“机器调试”和“参数修改”三个按钮,按工艺需求选择触碰三个按钮之一,进行操作。本发明可以实现一次自动断线、自动转弧度、自动切割中间的线缆绝缘层,不仅节省人工、提高了绝缘引线的生产效率;且处理后的绝缘引线之间个体差异小,提高了产品的精品率。
技术研发人员:李阳,李东亮,谭翔
受保护的技术使用者:郴州市东塘电气设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!