一种带助焊涂层的焊接组件及焊接组件制备方法与流程
本发明涉及一种带助焊涂层的焊接组件及焊接组件制备方法。
背景技术:
1、聚焦超短脉冲激光具有超高的峰值功率密度,可以空间选择性地诱导透明材料的非线性多光子吸收并形成高密度等离子体进而产生局部高温高压表面烧蚀熔化汽化冷凝等系列影响过程,作用于材料界面处可建立材料的局部熔合,实现焊接。
2、现有焊接组件中的第一焊接层直接与第二焊接层采用聚焦超短脉冲激光焊接方法焊接固定。该种焊接结构及方式中,焊接层多光子吸收阈值高,激发电子所需光子数量多,非线性多光子吸收效率低,激发自由电子产率低,从多光子吸收态至雪崩电离态用时长,在相同脉宽时域内对激光能量吸收率低,等离子密度低。在实际技术实现中要求更高的峰值功率密度和高能量输入,才能实现第一焊接层与第二焊接层之间的聚焦超短脉冲激光焊接。热效应大,被焊接材料易产生微裂纹,降低焊接强度,甚至焊接失效。缩小了焊接工艺窗口。焊接效率低,产品良率低。
3、激光焊接脆性材料应用中,待焊材料间的贴合间隙大小是影响焊接质量的重要因素,当待焊材料间的贴合间隙大于激光的1/4波长时,焊接质量明显下降甚至焊接失效。
4、为解决上述技术问题,需要发明一种新的带助焊涂层的焊接组件及焊接组件制备方法。
技术实现思路
1、本发明的目的之一是为了克服现有技术中的至少两个不足,提供一种带助焊涂层的焊接组件及焊接组件制备方法。
2、为实现以上目的,本发明通过以下技术方案实现:
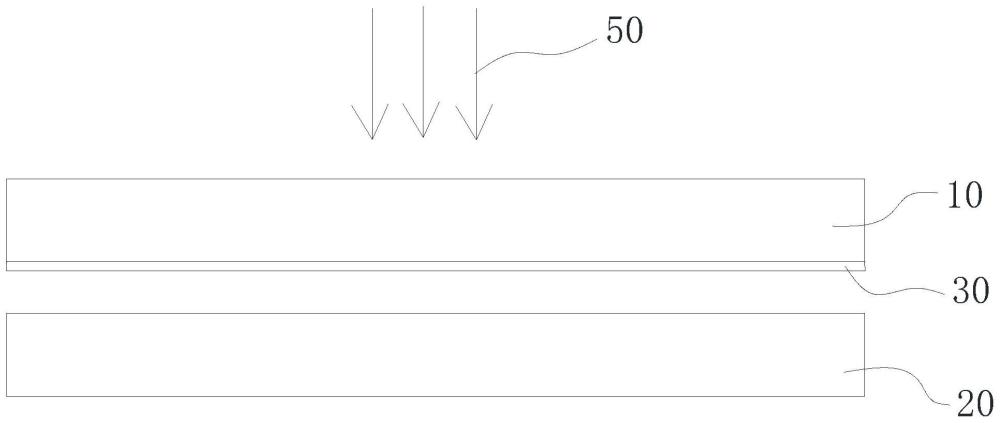
3、根据本发明的第一方面,提供了一种带助焊涂层的焊接组件。该带助焊涂层的焊接组件包括:
4、第一焊接层,所述第一焊接层为第一激光透明层;
5、第二焊接层,所述第二焊接层与所述第一焊接层层叠设置;及
6、助焊涂层,所述助焊涂层设置于所述第一焊接层与所述第二焊接层界面处;所述助焊涂层涂覆在所述第一焊接层与所述第二焊接层中多光子吸收阈值更高的一层上、或涂覆在多光子吸收阈值相同的所述第一焊接层与所述第二焊接层中的任一层上;
7、所述助焊涂层分别与所述第一焊接层及所述第二焊接层超短脉冲激光焊接固定。
8、可选地,所述助焊涂层材质采用氮化硅、二氧化锡掺杂三氧化二锑、氧化硅铝、氧化钛、氧化锰、氧化锌铝中的一种或者多种;
9、其中所述三氧化二锑在所述二氧化锡掺杂三氧化二锑中的重量占比0.5-2%;
10、其中所述氮化硅中α相与β相的分子团簇数量比为1:0.2-1:4。
11、可选地,所述助焊涂层材质采用二氧化锡掺杂三氧化二锑,其中所述二氧化锡重量与所述三氧化二锑重量比例为98.5:1.5;或者,
12、所述助焊涂层材质采用氮化硅,所述氮化硅中α相与β相的分子团簇数量比为1:0.2-1:4。
13、可选地,所述助焊涂层厚度为50nm-2μm。
14、可选地,所述第二焊接层为玻璃层、或者陶瓷层、或者半导体层、或者金属层。
15、根据本发明的第二方面,提供了一种焊接组件制备方法。该焊接组件制备方法包括:
16、将助焊涂层涂覆在第一焊接层与第二焊接层中多光子吸收阈值更高的一层上、或涂覆在多光子吸收阈值相同的所述第一焊接层与所述第二焊接层中的任意一层上,其中所述第一焊接层为第一激光透明层;
17、将所述第二焊接层与所述第一焊接层层叠放置,其中所述助焊涂层位于所述第一焊接层与所述第二焊接层界面处;将所述第二焊接层与所述第一焊接层压紧贴合,从而成型待焊组件;
18、激光焊接所述待焊组件,所述第一焊接层与所述第二焊接层超短脉冲激光焊接固定。
19、可选地,所述助焊涂层采用磁控溅镀方式涂设在多光子吸收阈值更高的焊接层表面上或多光子吸收阈值相同的任一焊接层表面上,其中所述磁控溅镀方式的本底真空小于5x10-5mbar;或者,
20、所述助焊涂层采用蒸镀或者化学溶镀方式涂设在多光子吸收阈值更高的焊接层表面上或多光子吸收阈值相同的任一焊接层表面上。
21、可选地,所述助焊涂层材质采用氮化硅、二氧化锡掺杂三氧化二锑、氧化硅铝、氧化钛、氧化锰、氧化锌铝中的一种或者多种;
22、其中所述三氧化二锑在所述二氧化锡掺杂三氧化二锑中的重量占比0.5-2%;
23、其中所述氮化硅中α相与β相的分子团簇数量比为1:0.2-1:4。
24、可选地,所述助焊涂层材质采用二氧化锡掺杂三氧化二锑,其中所述二氧化锡重量与所述三氧化二锑重量比例为98.5:1.5,所述二氧化锡掺杂三氧化二锑厚度为50nm-2μm;或,
25、所述助焊涂层材质采用氮化硅,所述氮化硅中α相与β相的分子团簇数量比为1:0.2-1:4,厚度为50nm-2μm。
26、可选地,所述第二焊接层为玻璃层、或者陶瓷层、或者半导体层、或者金属层。
27、不同于现有技术,本发明提供的带助焊涂层的焊接组件及焊接组件制备方法中,助焊涂层涂覆在第一焊接层与第二焊接层中多光子吸收阈值更高的一层上、或涂覆在多光子吸收阈值相同的第一焊接层与第二焊接层中的任一层上,助焊涂层分别与第一焊接层及第二焊接层超短脉冲激光焊接固定。助焊涂层与焊接层之间的焊接熔合面积能较大设置,剪切强度较高。助焊涂层与焊接层间具有较高结合强度。助焊涂层与焊接层熔合掺杂后形成的焊缝具有较高力学强度,焊接组件整体强度较高。通过设置助焊涂层,助焊涂层具有塑性变形大和延展性好的特点,使焊件间无间隙贴合面积大幅增加,焊接效率较高,产品良率较高。
28、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
技术特征:
1.一种带助焊涂层的焊接组件,其特征在于,包括:
2.根据权利要求1所述的带助焊涂层的焊接组件,其特征在于:
3.根据权利要求1所述的带助焊涂层的焊接组件,其特征在于:
4.根据权利要求1所述的带助焊涂层的焊接组件,其特征在于:
5.根据权利要求1所述的带助焊涂层的焊接组件,其特征在于:
6.一种焊接组件制备方法,其特征在于,包括:
7.根据权利要求6所述的焊接组件制备方法,其特征在于:
8.根据权利要求6所述的焊接组件制备方法,其特征在于:
9.根据权利要求6所述的焊接组件制备方法,其特征在于:
10.根据权利要求6所述的焊接组件制备方法,其特征在于:
技术总结
本发明提供了一种带助焊涂层的焊接组件及焊接组件制备方法。该带助焊涂层的焊接组件包括:第一焊接层,所述第一焊接层为第一激光透明层;第二焊接层,所述第二焊接层与所述第一焊接层层叠设置;及助焊涂层,所述助焊涂层设置于所述第一焊接层与所述第二焊接层界面处;所述助焊涂层涂覆在所述第一焊接层与所述第二焊接层中多光子吸收阈值更高的一层上、或涂覆在多光子吸收阈值相同的所述第一焊接层与所述第二焊接层中的任一层上;所述助焊涂层分别与所述第一焊接层及所述第二焊接层超短脉冲激光焊接固定。
技术研发人员:崔玉柱,崔晓晓,闫锋,刘静
受保护的技术使用者:崔玉柱
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!