一种壳体切割加工夹具及其使用方法与流程
本发明涉及环卫车加工,具体涉及一种壳体切割加工夹具及其使用方法。
背景技术:
1、近年来保洁类的环卫车辆,在改善环境、降温除尘、绿化园林等方面发挥着重要作用,并且在关键时刻还可作为紧急消防车使用,环卫车的壳体作为承载介质的唯一部件,其可靠性为环卫车最重要的性能指标之一。
2、环卫车壳体1的简图如图1所示,其侧面开设有一人孔101,不同车型的壳体1的长度也不尽相同,因此实际生产中常常需要对壳体1的端面进行切割,以得到给定长度的工件,然后再在壳体1上的相关部位进行螺栓孔、定位孔的加工。
3、现有技术中,环卫车的壳体长度各异,为了节约成本,常采用在壳体的端面处人工划线,再利用锯床对壳体1的端面进行切割,自动化程度低、切割精度较低,不仅工人劳动强度高,还会导致后续螺栓孔、定位孔偏差较大,装配过程中经常出现孔距尺寸超差问题。
技术实现思路
1、针对现有技术存在的不足,本发明提供一种壳体切割加工夹具及其使用方法,利用可移动式的y向定位块、锯床配合第一距离传感器、第二距离传感器实现壳体长度的自动切割,设备自动化程度高,工人劳动强度低,且能够保证壳体的切割精度。
2、为实现上述目的,本发明采用如下技术方案:
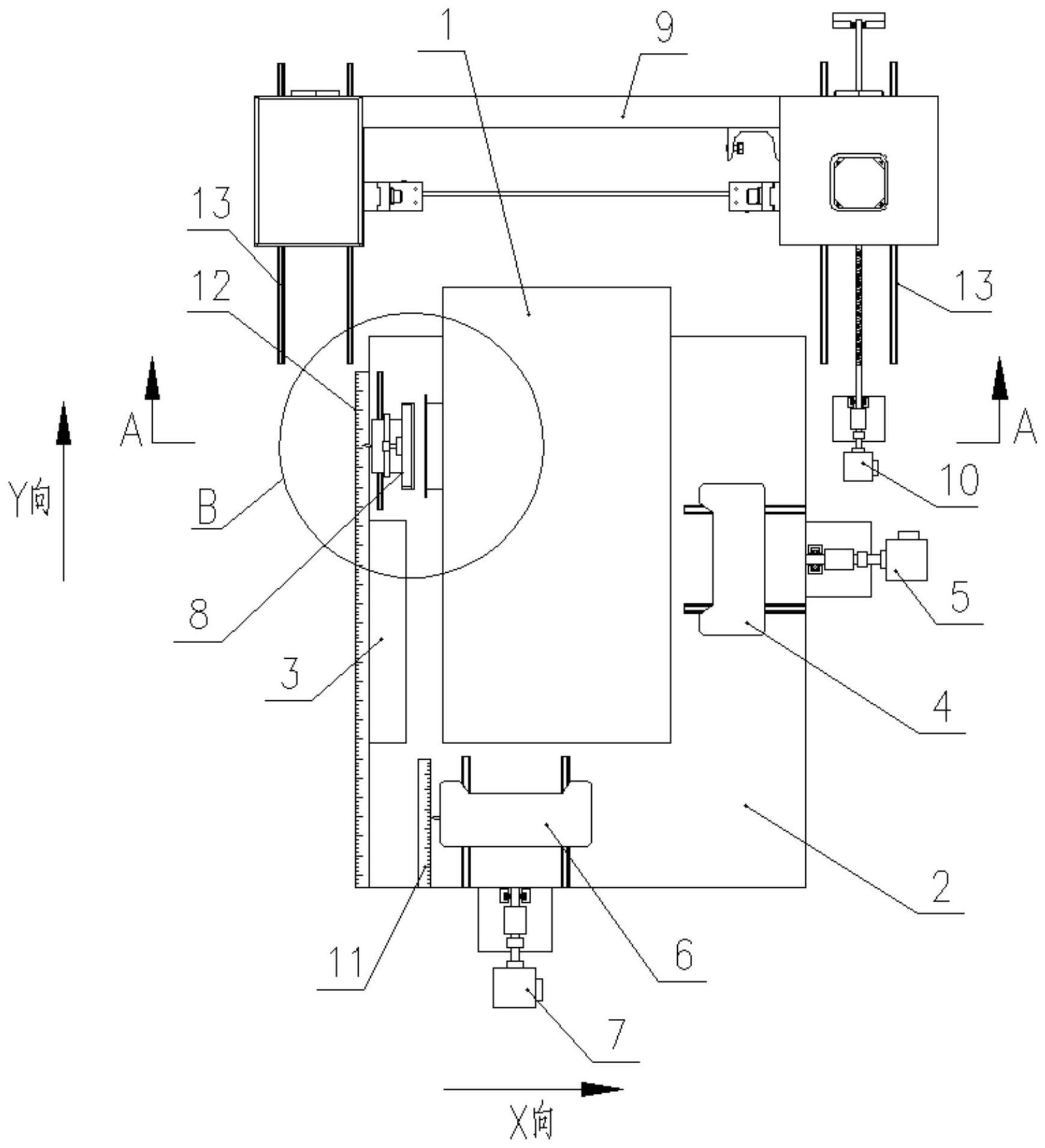
3、一种壳体切割加工夹具,包括切割平台,所述切割平台的左右两侧分别设有x向定位块和x向压紧块,所述x向定位块与所述切割平台固定连接,所述x向压紧块可在所述切割平台上左右滑动,待切割的壳体放置在所述夹具平台上之后,所述壳体的长度方向与x向相垂直。
4、所述夹具平台的前端处,还滑动设有y向定位块,所述y向定位块的滑动方向与放置于所述夹具平台上的壳体的长度方向相一致。所述y向定位块上设有第一距离传感器,所述第一距离传感器能够测量所述y向定位块与所述夹具平台2前端之间的距离,进而得出所述壳体靠近所述y向定位块的一端与所述夹具平台前端之间的距离l1。
5、所述夹具平台远离所述y向定位块的一侧,还设有锯床,所述锯床通过锯床滑轨滑动设置在地面上,所述锯床的滑动方向与所述y向定位块的滑动方向相一致。所述锯床包括锯条、竖向锯条滑轨,所述锯条水平设置,所述竖向锯条滑轨竖直设置,所述锯条能够沿着所述竖向锯条滑轨进行竖向的往复滑动。
6、所述锯床上设有第二距离传感器,所述第二距离传感器能够测量所述锯条与夹具平台前端之间的距离l2。
7、进一步的,待切割的壳体放置在所述夹具平台上之后,所述壳体上的人孔朝向左侧或者右侧,所述夹具平台的一侧设有人孔定位装置,所述人孔定位装置与所述夹具平台上的壳体上的人孔对应设置。所述人孔定位装置与人孔定位底座固定连接,所述人孔定位底座通过人孔定位滑轨滑动设置在所述夹具平台上,所述人孔定位装置的滑动方向与放置于所述夹具平台上的壳体的长度方向相一致。
8、人孔定位装置包括涨紧套、定位板、涨紧套顶柱,所述定位板为圆形板,所述涨紧套为套设在所述定位板外径上的薄壁环形套,所述涨紧套的外径与所述人孔的内径相匹配,所述涨紧套顶柱穿设在所述定位板内并能够沿所述定位板的径向往复滑动,所述定位板的圆周方向上均匀分布有若干根所述涨紧套顶柱。所述人孔定位底座上设有第三距离传感器,所述第三距离传感器能够测量所述定位板中心点与夹具平台前端之间的距离l3。
9、所述定位板的中心轴线上开设有一定位板螺栓孔,所述定位板螺栓孔与所述定位板相垂直,所述定位板螺栓孔内设有一压紧钢珠,所述涨紧套顶柱朝向所述压紧钢珠的一端为锥面,所述定位板螺栓孔内通过螺纹连接有一挤压螺杆。
10、进一步的,所述y向定位块的一侧设有第一刻度尺,所述第一刻度尺与所述y向定位块的滑动方向同向设置。
11、所述人孔定位底座的一侧设有第二刻度尺,所述第二刻度尺与所述人孔定位底座的滑动方向同向设置。
12、进一步的,所述x向压紧块由第一驱动器驱动,实现在所述夹具平台上的往复滑动。所述y向定位块由第二驱动器驱动,实现在所述夹具平台上的往复滑动。所述锯床由第三驱动器驱动,实现在所述锯床滑轨上的往复滑动。
13、基于上述壳体切割加工夹具的工作方法,包括以下步骤:
14、步骤s1将壳体放置于所述夹具平台上,所述人孔水平放置且朝向所述人孔定位装置,所述壳体待切割的一端朝向所述锯床一侧。
15、步骤s2所述x向压紧块推动所述壳体,使所述壳体的侧面抵接在所述x向定位块上,完成所述壳体在x向的定位与夹紧。
16、步骤s3所述y向定位块向所述壳体的前端面一侧运动,使所述y向定位块抵接在所述壳体的前端面处,此时所述第一距离传感器测得所述壳体靠近所述y向定位块的一端与所述夹具平台前端之间的距离l1。
17、步骤s4假设所述壳体切割完成后,其总长度为m。所述第三驱动器驱动锯床移动,使所述锯条与夹具平台前端之间的距离l2=m+l1。
18、步骤s5所述锯条向所述壳体一侧移动,执行切割动作。
19、进一步的,当需要对人孔的中心与所述壳体靠近所述y向定位块的一端的端面之间的距离进行检测时,执行以下操作步骤:
20、步骤q1将壳体放置于所述夹具平台上,所述人孔水平放置且朝向所述人孔定位装置,所述壳体待切割的一端朝向所述锯床一侧。
21、步骤q2所述x向压紧块推动所述壳体,使所述壳体向所述x向定位块一侧运动,与此同时,操作人员将所述涨紧套、定位板伸入至所述人孔内,此时所述涨紧套与所述人孔为间隙配合。
22、步骤q3所述x向压紧块继续推动所述壳体,使所述壳体的侧面抵接在所述x向定位块上,完成所述壳体在x向的定位与夹紧。
23、步骤q4转动所述挤压螺杆,使所述涨紧套在所述人孔内涨紧,然后此时可以获得所述定位板中心点与夹具平台前端之间的距离l3。利用l3与l1相减,即可获得人孔与靠近所述壳体靠近所述y向定位块的一端的端面之间的距离,以实现所述人孔定位精度的检测。
24、与现有技术相比,本发明的有益效果是:
25、所述壳体放置在所述夹具平台上后,所述x向压紧块自动完成工件在x向的定位与夹紧,所述y向定位块可自动得出所述壳体与所述夹具平台前端之间的距离l1,使锯床自动完成定位,实现所述壳体的切割,有利于保证所述壳体的整体长度,设备自动化程度高,工人劳动强度低,且能够保证壳体的切割精度。
26、由于所述涨紧套与所述人孔的实现无间隙配合,因此测量所得的l3的值更加准确。
27、通过所述第一刻度尺、第二刻度尺能够分别对所述第一距离传感器、第三距离传感器的精度进行校准,提高了设备使用的准确性及稳定性。
技术特征:
1.一种壳体切割加工夹具,其特征在于:包括切割平台(2),所述切割平台(2)的左右两侧分别设有x向定位块(3)和x向压紧块(4),所述x向定位块(3)与所述切割平台(2)固定连接,所述x向压紧块(4)可在所述切割平台(2)上左右滑动;
2.如权利要求1所述的一种壳体切割加工夹具,其特征在于:所述夹具平台(2)的一侧设有人孔定位装置(8),所述人孔定位装置(8)与所述夹具平台(2)上的壳体(1)上的人孔(101)对应设置;所述人孔定位装置(8)与人孔定位底座(15)固定连接,所述人孔定位底座(15)通过人孔定位滑轨(14)滑动设置在所述夹具平台(2)上;
3.如权利要求2所述的一种壳体切割加工夹具,其特征在于:所述y向定位块(6)的一侧设有第一刻度尺(11),所述第一刻度尺(11)与所述y向定位块(6)的滑动方向同向设置;
4.如权利要求1所述的一种壳体切割加工夹具,其特征在于:所述x向压紧块(4)由第一驱动器(5)驱动,实现在所述夹具平台(2)上的往复滑动;所述y向定位块(6)由第二驱动器(7)驱动,实现在所述夹具平台(2)上的往复滑动;所述锯床(9)由第三驱动器(10)驱动,实现在所述锯床滑轨(13)上的往复滑动。
5.一种基于权利要求1至4中任一项所述的一种壳体切割加工夹具的工作方法,其特征在于,包括以下步骤:
6.如权利要求5所述的一种壳体切割加工夹具的工作方法,其特征在于:当需要对人孔(101)的中心与所述壳体(1)靠近所述y向定位块(6)的一端的端面之间的距离进行检测时,执行以下操作步骤:
技术总结
本发明涉及环卫车加工技术领域,具体涉及一种壳体切割加工夹具及其使用方法。包括切割平台,所述切割平台的左右两侧分别设有X向定位块和X向压紧块,所述切割平台的前后两端分别设有Y向定位块和锯床。所述Y向定位块上设有第一距离传感器,所述锯床上设有第二距离传感器,所述夹具平台的一侧设有人孔定位装置,所述人孔定位装置与所述夹具平台上的壳体上的人孔对应设置。利用可移动式的Y向定位块、锯床配合第一距离传感器、第二距离传感器实现壳体长度的自动切割;所述人孔定位装置能够对人孔的定位精度进行检测,设备自动化程度高,工人劳动强度低,且能够保证壳体的切割精度。
技术研发人员:吴继桃,李世祥,年立江
受保护的技术使用者:盐城市长锦涂装设备有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!