一种用于汽车管路高精度连接的加工定位工装以及定位方法与流程
本发明涉及汽车零部件加工,尤其涉及一种用于汽车管路高精度连接的加工定位工装以及定位方法。
背景技术:
1、汽车属于新时代交通工具,按照驱动方式分为燃油汽车和新能源汽车两大类,无论哪种汽车,内部都会安装有空调,为驾驶员和乘坐者在炎热的夏天提供冷气,保证乘坐的舒适度;
2、汽车空调一般主要由压缩机、电控离合器、冷凝器、蒸发器、膨胀阀、贮液干燥器、管道、冷凝风扇、真空电磁阀怠速器和控制系统等组成。空调管道最为精密的就是与压缩机连接的铜管,用来输送制冷的冷媒,铜管好坏直接影响制冷效果,空调铜管本身质量的原因可以分为外表面缺陷、内表面划伤、内表面氧化,长期弯折使用不当、对铜管固定的紧固件松动而引起铜管振动、以及外力撞击等,均会导致铜管断裂,因此,铜管维修是空调系统维护最常见问题;
3、铜管修复时,要先将损坏部分切断,两段铜管对接后放在定位工装上固定,喷火枪对对接部分加热,再将焊条围绕对接处移动使其融化,完成铜管的修复。由于铜管外表面为圆形,人工手动移动焊条易出现卡顿,焊线连续性不好,焊接质量不高,其次,焊接后,在铜管内部也会由焊线凸点,由于铜管本身内径很小,焊线在占据一部分内部面积,就会导致冷媒流量下降,直接影响制冷效果。
技术实现思路
1、本发明为了克服现有技术中人工焊接连续性差,焊接效果不好,而且不能对铜管内部焊线凸点打磨,冷媒流量低的缺点,本发明要解决的技术问题是一种用于汽车管路高精度连接的加工定位工装以及定位方法。
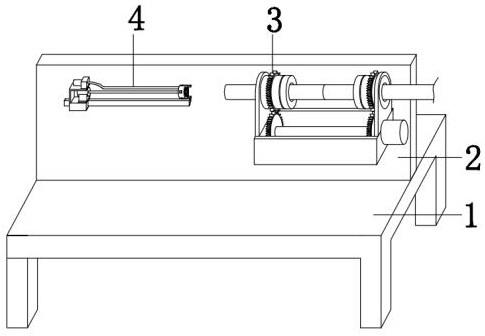
2、为实现上述目的,本发明提供如下技术方案:一种用于汽车管路高精度连接的加工定位工装,包括支架和立板,所述立板固定连接在支架的顶部,所述用于汽车管路高精度连接的加工定位工装还包括:定位机构,定位机构设置在所述立板的前侧右端;内孔打磨机构设置在所述立板的前侧左端;
3、目的在于对铜管起到定位和旋转的作用,铜管对接处受热均匀,焊点连续性强,所述定位机构包括:底座,底座固定连接在所述立板的前侧右端;第一电机安装在所述底座的右侧壁;转轴一端安装在所述第一电机的输出端,且另一端与底座的左内壁通过轴承连接;主动齿轮数量为两个,分别键连接在所述转轴的外壁左右两端;耳板数量为两个,分别固定连接在所述底座的顶部左右两端;夹持组件设置在所述耳板的顶部内孔。
4、优选的,所述夹持组件包括:外筒,外筒通过轴承连接在所述耳板的内孔,且外筒的内壁沿周向均开设有第一滑道;从动齿轮固定连接在所述外筒的外壁,且从动齿轮与主动齿轮啮合连接;夹块插接在所述第一滑道的内腔;齿牙,数量为若干个,从内至外等距安装在所述夹块的左端;旋钮通过轴承连接在所述外筒的左端;导轨安装在所述旋钮的右端,且导轨与齿牙啮合连接;
5、利用若干个夹块的同步向心移动,可使铜管得到定心夹持,两段铜管截面能够完全对应上。
6、优选的,所述旋钮上的导轨形状为螺旋状。
7、优选的,目的在于对铜管内壁焊点凸点实施打磨,防止降低冷媒在铜管内流量,所述内孔打磨机构包括:滑轨,滑轨沿左右方向固定连接在所述立板的前侧左端;滑座能够左右滑动的套接在所述滑轨的外壁左端;第二电机固定连接在所述滑座的顶端右侧;基座固定连接在所述滑座的上表面左端;气泵,安装在所述基座的顶端;钢丝一端安装在所述第二电机的输出端;打磨组件,安装在所述钢丝的另一端;气管一端安装在所述气泵的输出端,且另一端与打磨组件的左端连接。
8、优选的,所述打磨组件包括:内筒,内筒的内壁开设有第二滑道;气囊内嵌在所述第二滑道的内腔中部,且气囊呈环形,所述气囊与气管右端连接;顶块,数量为若干个,沿周向等距插接在所述内筒的外壁,且顶块内侧与气囊外壁粘接;第一永磁铁数量为若干个,沿周向能够左右滑动的插接在所述第二滑道的内腔右侧,且第一永磁铁的左侧与气囊外壁粘接;转筒通过轴承连接在所述内筒的内壁右端,且转筒的中心位置与钢丝右端连接;限位杆固定连接在所述转筒的内壁右端;限位块安装在所述限位杆的右端中心位置;移动杆数量为两个,分别套接在所述限位杆的外壁两端;第二永磁铁安装在所述移动杆的左端,且第二永磁铁外壁可以与第一永磁铁内壁磁性相吸;打磨片安装在所述移动杆的外侧;
9、气囊充气膨胀时有两个作用,一是让顶块向外移动抵在铜管内壁,使内筒固定在铜管内壁,二是推动第一永磁铁移动,使第一永磁铁到达转筒,通过第一永磁铁与第二永磁铁磁性相吸使打磨片向外侧移动与铜管焊点接触。
10、优选的,所述限位杆的外壁形状为矩形。
11、优选的,若干个所述第一永磁铁收尾粘接,组合后形状为圆形。
12、与现有技术相比,本发明具有如下有益效果:
13、1、本发明通过旋钮顺时针旋转,可使导轨挤压齿牙时让夹块向内侧移动,夹块对铜管夹持定位,第一电机通过转轴带动主动齿轮旋转,进而使从动齿轮和外筒同步旋转,实现两段对接铜管的同步旋转,在铜管均速移动条件下,铜管加热时受热均匀,焊条对铜管连续性焊接,因此,定位时可以让铜管旋转,焊线连续性好,提升焊接质量。
14、2、本发明通过滑座在滑轨上滑动,能够将内筒送入铜管,直至打磨片到达焊点,利用气泵向气囊内充气,气囊膨胀推动顶块和第一永磁铁移动,顶块抵在铜管内壁而使内筒固定,而第一永磁铁移动到第二永磁铁外侧,在磁性相吸下移动杆沿着限位杆向外侧移动,打磨片与焊点接触,第二电机带动钢丝旋转,钢丝将旋转力输送给转筒,促使打磨片旋转,对焊点实现打磨,实现焊点凸点的去除,防止铜管内径变小,冷媒流动通畅,提升了制冷效果。
技术特征:
1.一种用于汽车管路高精度连接的加工定位工装,包括支架(1)和立板(2),所述立板(2)固定连接在支架(1)的顶部,其特征在于,所述用于汽车管路高精度连接的加工定位工装还包括:
2.根据权利要求1所述的一种用于汽车管路高精度连接的加工定位工装,其特征在于,所述夹持组件(36)包括:
3.根据权利要求2所述的一种用于汽车管路高精度连接的加工定位工装,其特征在于,所述旋钮(366)上的导轨(367)形状为螺旋状。
4.根据权利要求3所述的一种用于汽车管路高精度连接的加工定位工装,其特征在于,所述内孔打磨机构(4)包括:
5.根据权利要求4所述的一种用于汽车管路高精度连接的加工定位工装,其特征在于,所述打磨组件(47)包括:
6.根据权利要求5所述的一种用于汽车管路高精度连接的加工定位工装,其特征在于,所述限位杆(477)的外壁形状为矩形。
7.根据权利要求6所述的一种用于汽车管路高精度连接的加工定位工装,其特征在于,若干个所述第一永磁铁(475)收尾粘接,组合后形状为圆形。
8.根据权利要求7所述的一种用于汽车管路高精度连接的加工定位工装的定位方法,其特征在于,包括以下步骤:
技术总结
本发明涉及汽车零部件加工技术领域,尤其涉及一种用于汽车管路高精度连接的加工定位工装以及定位方法,包括支架和立板,所述立板固定连接在支架的顶部,所述用于汽车管路高精度连接的加工定位工装还包括:定位机构,设置在所述立板的前侧右端;内孔打磨机构,设置在所述立板的前侧左端;所述定位机构包括:底座,固定连接在所述立板的前侧右端;第一电机,安装在所述底座的右侧壁;转轴,一端安装在所述第一电机的输出端,且另一端与底座的左内壁通过轴承连接。定位时可以让铜管旋转,焊线连续性好,提升焊接质量,能够对焊点实现打磨,实现焊点凸点的去除,防止铜管内径变小,冷媒流动通畅,提升了制冷效果。
技术研发人员:刘泽玉,匡文娟,陈小刚,沈志鹏,李银凤
受保护的技术使用者:常州欧朗汽车零部件有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!