连铸框架分体式导向柱的卧式拼焊工装的制作方法
本发明涉及一种连铸框架分体式导向柱的卧式拼焊工装。
背景技术:
1、当前市场上最新的连铸产品均使用分体式导向柱用以取代老式的框架一体式导向柱,分体式导向柱有着安装快捷,加工便利等一系列优势,但该结构与老结构相比毛坯精度要求也相应提高,毛坯焊接更加耗时耗力,这也是通过该工装需要解决的问题。
2、如图1所示,连铸框架分体式导向柱包括第一端板1、第二端板2、第一侧板3、第二侧板4以及中间连接板5,第一端板1、第二端板2、第一侧板3、第二侧板4以及中间连接板5均为单个零件,这些零件通过拼接以及焊接的方式进行固定,最终得到连铸框架分体式导向柱。
3、现有的拼焊方式是:将第一端板1固定在工作台上,将中间连接板5竖起来,使中间连接板5的一端与第一端板1进行定位,然后再将第一侧板3、第二侧板4竖立起来,第一侧板3、第二侧板4的一端与第一端板1和中间连接板5进行配合,接着将第二端板2分别与中间连接板5、第一侧板3、第二侧板4的另一端配合,将第一端板1、第二端板2、第一侧板3、第二侧板4以及中间连接板5进行点焊,使第一端板1、第二端板2、第一侧板3、第二侧板4以及中间连接板5获得初步固定(上述定位方式均采用人工卷尺测量定位,点焊固定)。
4、对于上述的拼焊方式,在拼接过接中,由于第一侧板3、第二侧板4以及中间连接板5均呈竖直的状态,且第一侧板3、第二侧板4以及中间连接板5在竖起的情况下的高度至少为1100mm,不但高度高、重量重(这三个零件的重量至少为300kg),而且对于第一侧板3、第二侧板4以及中间连接板5的位置确定,需要反复地进行测量,造成费时费力的后果,并且中间连接板5一旦点焊定位后不能轻易改变位置,还需要相应的支撑物对其进行限制。第一侧板3、第二侧板4以及中间连接板5在竖立的情况下由于钢板变形等一系列因素,通常通过人工操作对其进行扶持或者矫正,这种方式很难保证第一侧板3、第二侧板4以及中间连接板5相对于第一端板1的拼焊精度。
技术实现思路
1、本发明提供一种连铸框架分体式导向柱的卧式拼焊工装,本发明有助于提升连铸项目大批量分体式导向柱的拼接效率。
2、连铸框架分体式导向柱的卧式拼焊工装,包括工作台,还包括:
3、对第一端板进行支撑及抵靠定位的第一组件,第一组件设置在工作台上;
4、对中间连接板进行支撑及定位且固定在工作台上的第二组件;
5、对第一侧板和中间连接板进行抵靠定位的第三组件,第三组件固定在工作台上,第三组件位于第二组件的一侧;
6、对第二端板进行支撑及定位且固定在工作台上的第四组件,所述第二组件位于第一组件与第四组件之间。
7、本发明具有如下优点:
8、1、针对目前新式结构上出现的大批量分体式导向柱,大大减少拼装定位时的工件定位时间,提升了前期拼焊效率。
9、2、针对相似结构的不同参数产品,可以根据需求通过配置不同l型块和螺纹孔进行生产,整体工装使用时具有较高的灵活性。
10、3、通过此工装进行拼焊的产品尽可能的减少了人为拼装时的尺寸误差,使得在前期焊接阶段就可获得较高精度,使得大量精加工部分可于焊前加工完成,减少了大量后期加工中心的加工时间,从而减少成本。
11、4、工装简便灵巧,针对老式和新式的导向柱都可满足拼装要求,具有较高的实用性。
12、该设计通过少量的零部件调整,针对目前大量的板坯连铸导向柱,极大地提高拼焊效率;通过这种生产方式,减少了后续的机加工加工成本,并且能够更好地适用于不同类型的导向柱,以及能够取得良好的经济价值。
技术特征:
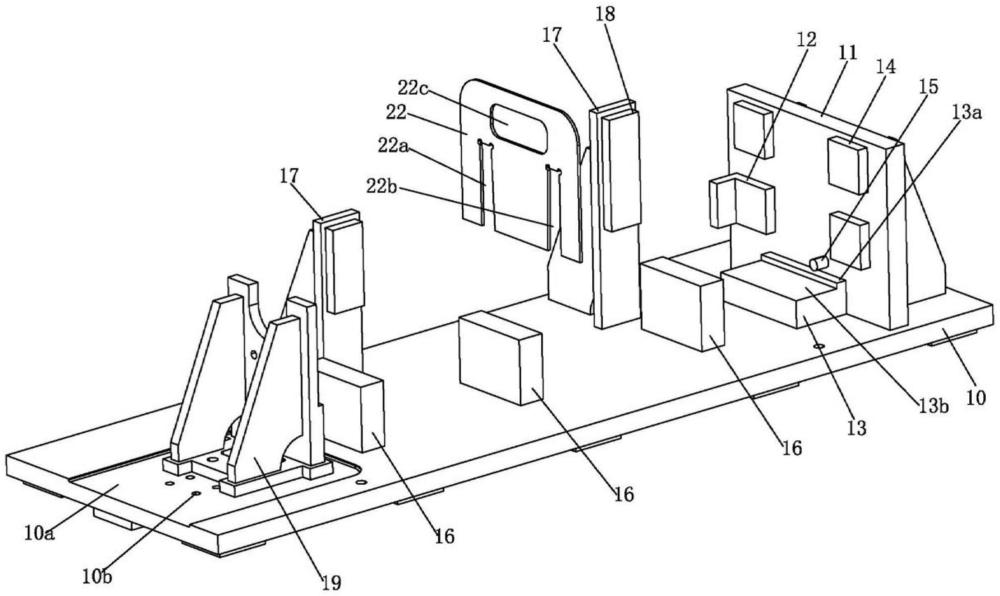
1.连铸框架分体式导向柱的卧式拼焊工装,包括工作台(10),其特征在于,还包括:
2.根据权利要求1所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,第一组件包括:第一立板(11),第一立板(11)与工作台(10)固定;
3.根据权利要求2所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,第一组件还包括使第一端板(1)与第一组件配合后受力均匀的第一垫块(14),第一垫块(14)固定在第一立板(11)上。
4.根据权利要求2所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,第一组件还包括用于确认底板方向性的插接柱(15),插接柱(15)的一端与第一立板(11)固定,插接柱(15)的另一端为自由端。
5.根据权利要求1所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,第二组件至少包括两个第二支撑座(16),这些第二支撑座(16)间隔布置。
6.根据权利要求1所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,第三组件包括抵靠支座(17)以及第二垫块(18),抵靠支座(17)与工作台(10)固定,抵靠支座(17)面向第二组件的端面上固定所述的第二垫块(18)。
7.根据权利要求1所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,所述工作台(10)上设有凹陷区域(10a),凹陷区域(10a)上设有多排安装孔(10b),所述第四组件通过螺栓与任意一排安装孔(10b)配合。
8.根据权利要求1或7所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,所述第四组件包括第三支撑座(19)、第三垫块(20),第三支撑座(19)与工作台(10)固定,第三支撑座(19)面向第二组件的端面上设置有所述的第三垫块(20),第三垫块(20)上设有第二台阶(20a)。
9.根据权利要求1至7任意一项所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,还包括卡接部件(22),卡接部件(22)上设有用于与第一侧板(3)配合的第一卡槽(22a),卡接部件(22)上还设有用于与第二侧板(4)配合的第二卡槽(22b)。
10.根据权利要求9所述的连铸框架分体式导向柱的卧式拼焊工装,其特征在于,卡接部件(22)上设有供操作人员手指穿过的让位孔(22c)。
技术总结
本发明公开了一种连铸框架分体式导向柱的卧式拼焊工装,包括工作台,还包括:对第一端板进行支撑及抵靠定位的第一组件,第一组件设置在工作台上;对中间连接板进行支撑及定位且固定在工作台上的第二组件;对第一侧板进行抵靠定位的第三组件,第三组件固定在工作台上,第三组件位于第二组件的一侧;对第二端板进行支撑及定位且固定在工作台上的第四组件,所述第二组件位于第一组件与第四组件之间。本发明有助于提升连铸项目大批量分体式导向柱的焊接效率。
技术研发人员:王智恒,芮肯法,邱焱,周炜,张佩,仇晨
受保护的技术使用者:常州宝菱重工机械有限公司
技术研发日:
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!