一种超大规格金属环件的搅拌摩擦焊接装置及方法与流程
本发明属于焊接,具体涉及一种超大规格金属环件的搅拌摩擦焊接装置及方法。
背景技术:
1、搅拌摩擦焊是近年来发展较快的一种先进固相连接技术,具有高效低耗、焊接温度低、残余应力小、焊接工件不易变形、环境要求低等技术优势,得到了航空、航天等各行各业的广泛认可和关注;而焊接工艺装备的先进性在一定程度上也象征着一个国家的工业发展水平,焊接装置也逐渐朝着自动化、智能化方向发展。
2、现有的焊接环件尺寸较小,搅拌摩擦焊接用的搅拌针尺寸也小,焊接距离短,需要不断更换搅拌针,导致焊接成本增高,焊接效率降低;另外,新形成的焊缝不能被及时压平和保护,导致焊缝成型质量较差。
技术实现思路
1、为了解决上述问题,本发明采取了如下技术方案:
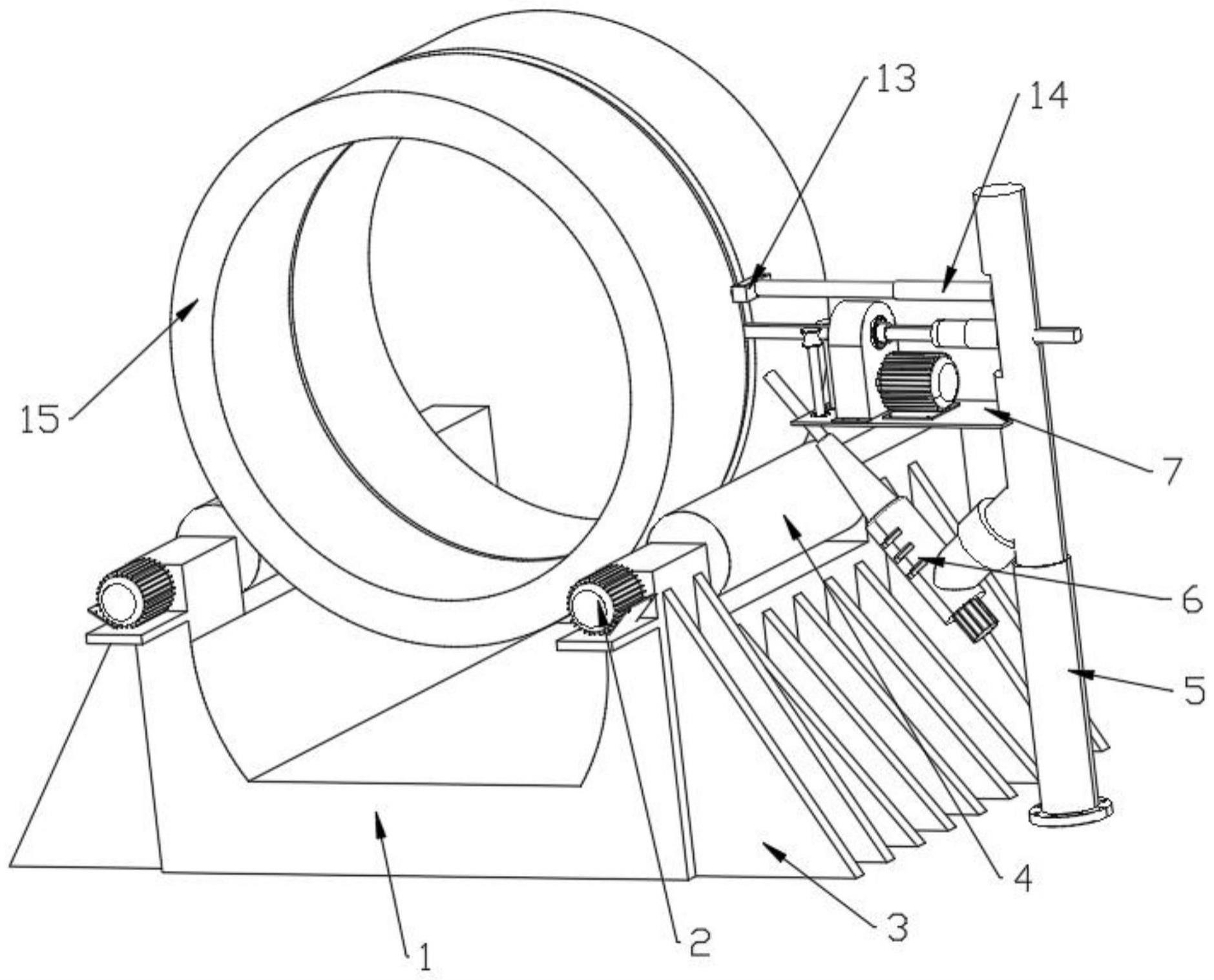
2、一种超大规格金属环件的搅拌摩擦焊接装置,包括:
3、支撑件,用于固定支撑;
4、第一驱动部,所述第一驱动部设置在所述支撑件上,用于驱动金属环件发生转动;
5、焊接组件,所述焊接组件位于所述支撑件的一侧,用于对所述金属环件的v型槽进行搅拌摩擦焊。
6、进一步地,所述支撑件包括支撑底座和支撑杆;所述支撑杆垂直设置在所述支撑底座的一侧;所述支撑杆设置有支撑板,所述焊接组件设置在所述支撑板上;所述第一驱动部设置在所述支撑底座上。
7、进一步地,还包括吹气枪,所述吹气枪沿所述金属环件的转动方向设置在所述焊接组件的上游,并固定安装在所述支撑杆上。
8、进一步地,所述第一驱动部设置有2个,2个所述第一驱动部相对设置在所述支撑底座上;所述支撑底座设置有u型凹槽,所述凹槽位于2个所述第一驱动部之间。
9、进一步地,所述第一驱动部包括驱动滚轮和第一电机;所述第一电机固定于所述支撑底座,所述第一电机的驱动端与所述驱动滚轮驱动连接;所述第一电机驱动所述驱动滚轮转动,用于驱动所述金属环件发生转动。
10、进一步地,所述焊接组件包括第二驱动部、压平部和芯料;
11、所述第二驱动部固定于所述支撑板上,并与所述芯料驱动连接,用于驱动所述芯料进行旋转,沿着确定的轨迹有序的运动到所述金属环件的v型槽内,并向所述金属环件的v型槽与所述芯料的接触面提供预设压力,以实现对所述金属环件的v型槽中进行摩擦焊;
12、所述压平部沿所述金属环件的转动方向设置在所述芯料的下游,并固定安装在所述支撑杆上,用于对所述金属环件焊好的焊缝进行压平。
13、进一步地,所述第二驱动部包括伸缩筒和第二电机;
14、所述伸缩筒固定安装在所述支撑杆;所述伸缩筒远离所述支撑杆的一端设置有第一转轮,所述第一转轮可相对所述伸缩筒旋转;所述芯料穿过所述支撑杆、所述伸缩筒、所述第一转轮,并与所述第一转轮过盈配合;
15、所述第二电机的输出端通过传动抽连接有第一传动齿轮,所述第一传动齿轮靠近所述芯料的一侧设置有第二传动齿轮,所述第一传动齿轮与所述第二传动齿轮相互啮合;所述芯料穿过所述第二传动齿轮,并通过轴套与所述第二传动齿轮连接;所述第一传动齿轮和第二传动齿轮设置在齿轮箱中,所述齿轮箱与所述支撑板连接;
16、所述第二传动齿轮所在圆的中心轴线与伸缩筒的中心轴线重合。
17、进一步地,所述焊接组件还包括2个第二转轮,2个所述第二转轮相对设置在所述芯料的两侧,以对所述芯料的位置进行限位。
18、进一步地,所述压平部包括压平轮,所述压平轮通过伸缩件与所述支撑杆固定连接,用于对所述金属环件焊好的焊缝进行压平。
19、超大规格金属环件的搅拌摩擦焊接装置的使用方法:
20、s1,将金属环件对齐架在支撑底座两侧的驱动滚轮之间,确保芯料伸进金属环件的v型槽内;
21、s2,开启吹气枪,吹气枪吹出的保护气对焊好的焊缝进行保护;
22、s3,开启第一电机和第二电机;以使芯料的一端在自转的同时与金属环件的v型槽接触,并相互摩擦产生热量;芯料因摩擦而不断消耗,通过伸缩筒保证芯料沿着确定的轨迹有序的运动到金属环件的v型槽内,与金属环件的v型槽紧密接触,不断填充焊缝;压平轮对焊好的焊缝进行压平,保证焊接质量;通过金属环件的自转,实现对整个环缝的焊接;
23、s4,芯料远离金属环件的一端靠近第二驱动齿轮时,开始上料,实现不间断焊接。
24、有益效果:
25、当金属环件尺寸大时,不需要一直更换芯料,可持续焊接,焊接效率高;同时,可以对焊缝进行及时的压平和保护,大大提高环缝的焊接质量,降低焊接成本。
技术特征:
1.一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,包括:
2.根据权利要求1所述的一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,所述支撑件包括支撑底座和支撑杆;所述支撑杆垂直设置在所述支撑底座的一侧;所述支撑杆设置有支撑板,所述焊接组件设置在所述支撑板上;所述第一驱动部设置在所述支撑底座上。
3.根据权利要求2所述的一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,还包括吹气枪,所述吹气枪沿所述金属环件的转动方向设置在所述焊接组件的上游,并固定安装在所述支撑杆上。
4.根据权利要求2所述的一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,所述第一驱动部设置有2个,2个所述第一驱动部相对设置在所述支撑底座上;所述支撑底座设置有u型凹槽,所述凹槽位于2个所述第一驱动部之间。
5.根据权利要求4所述的一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,所述第一驱动部包括驱动滚轮和第一电机;所述第一电机固定于所述支撑底座,所述第一电机的驱动端与所述驱动滚轮驱动连接;所述第一电机驱动所述驱动滚轮转动,用于驱动所述金属环件发生转动。
6.根据权利要求2所述的一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,所述焊接组件包括第二驱动部、压平部和芯料;
7.根据权利要求6所述的一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,所述第二驱动部包括伸缩筒和第二电机;
8.根据权利要求6所述的一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,所述焊接组件还包括2个第二转轮,2个所述第二转轮相对设置在所述芯料的两侧,以对所述芯料的位置进行限位。
9.根据权利要求6所述的一种超大规格金属环件的搅拌摩擦焊接装置,其特征在于,所述压平部包括压平轮,所述压平轮通过伸缩件与所述支撑杆固定连接,用于对所述金属环件焊好的焊缝进行压平。
10.一种超大规格金属环件的搅拌摩擦焊接的方法,其特征在于,用于权利要求1-9任一项所述的超大规格金属环件的搅拌摩擦焊接装置的使用方法,所述使用方法包括:
技术总结
本发明公开了一种超大规格金属环件的搅拌摩擦焊接装置及方法,属于焊接技术领域,其包括:支撑件,用于固定支撑;第一驱动部,所述第一驱动部设置在所述支撑件上,用于驱动金属环件发生转动;焊接组件,所述焊接组件位于所述支撑件的一侧,用于对所述金属环件的V型槽进行搅拌摩擦焊。本发明可以对焊缝进行及时的压平和保护,大大提高环缝的焊接质量,降低焊接成本。
技术研发人员:葛鹏,席凯凯,袁亨通,席锦会,赵亮,王伟,李治勋,成培鑫
受保护的技术使用者:西部金属材料股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!