一种离心机梯形螺纹牙顶倒角的数控车加工方法与流程
本发明属于机械加工技术,具体涉及一种梯形螺纹牙顶倒角的数控车加工方法。
背景技术:
1、在数控车加工过程中,经常会遇到各种梯形螺纹的加工。而梯形螺纹的牙顶倒角则是为了保证螺纹美观和没有毛刺,在螺纹相互配合锁紧时不会拉伤,从而提高了零件加工的品质。
2、一般情况下,梯形螺纹多为iso标准全牙型螺纹,牙形角为30°,可以使用iso标准梯形螺纹刀片进行加工。带牙顶倒角的刀片为成形刀片,可在螺纹深度加工到位后自动加工出倒角。而短齿梯形螺纹则由于牙形深度比标准梯形螺纹牙形深度浅,使用成型刀片加工时无法加工出牙顶倒角。在普通车床上加工时,可以用45°倒角刀通过小托板调整对刀进行加工,非常方便。而在数控车上加工时,由于牙顶倒角的坐标点计算复杂,在编程过程中很难确定,所以在数控车上加工梯形螺纹的牙顶倒角是比较困难的。
技术实现思路
1、本发明所要解决的技术问题是克服现有技术的不足,提供一种形螺纹牙顶倒角的数控车加工方法,适用于各尺寸梯形螺纹的牙顶倒角的数控车加工,提升加工质量及效率。
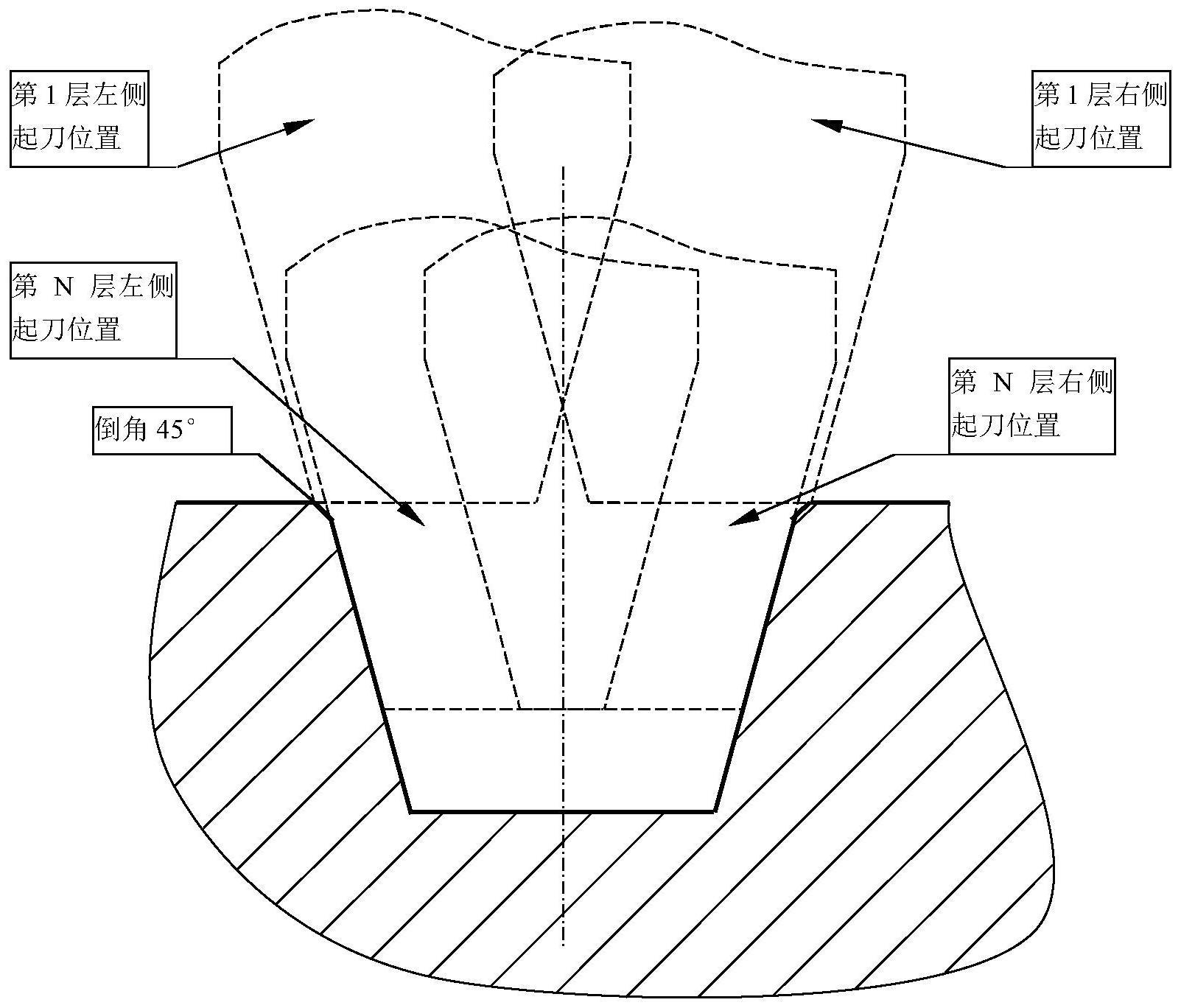
2、本发明提供一种梯形螺纹牙顶倒角的数控车加工方法,包括在螺纹加工时,控制螺纹刀刀尖的起始位置,使其沿着梯形螺纹的牙型轮廓进行进刀,这样就可以在螺纹开始加工时就加工出螺纹牙顶倒角。因此,在程序中给出螺纹的各个参数和各参数之间的关系公式,由程序自动计算出螺纹刀刀尖的起始位置,就可以实现我们的设想。这些参数包括梯形螺纹的大径、导程、中径、牙深、牙顶倒角的大小、加工刀具的刀头宽等参数。
3、包括如下步骤,
4、步骤1,根据加工工艺要求及图纸上给出的尺寸,定义在计算过程中用到的参数并通过计算表达式对参数进行计算;
5、步骤2,根据步骤1中的计算表达式编制程序,将复杂的牙顶倒角程序做成循环指令进行调用;
6、步骤3,使用步骤2中的循环指令输入步骤1中参数对离心机梯形螺纹牙顶倒角进行加工,通过输入的螺纹类型参数值确定加工的是外螺纹还是内螺纹,当输入值为1时加工外螺纹,输入值为2时加工内螺纹;并将编辑完成的循环子程序放入系统中进行循环加工。
7、进一步的,所述步骤1中的参数包括dim:螺纹大径,实数类型;kk:螺纹导程,实数类型;md:螺纹中径,实数类型;spz:螺纹的z向起点,实数类型;fpz:螺纹的z向终点,实数类型;dep:螺纹的牙深,实数类型;coner:螺纹的牙顶倒角大小,实数类型;count:切削时分层数,整数类型;_sd:退刀量,实数类型;_tw:螺纹刀的刀头宽,实数类型;_vir:螺纹类型参数。
8、进一步的,所述步骤3中,首先判断切削深度,当切削深度小于螺纹小径时,结束当前循环,当切削深度大于螺纹小径时当螺纹牙顶处槽宽大于螺纹大径时,执行外螺纹加工程序。
9、进一步的,计算刀具偏移量,根据计算出的刀具偏移量和螺纹牙底槽宽与刀头宽的差值设定刀具起始点:即刀具左偏移量和刀具右偏移量,根据两点依序进行螺纹加工;
10、若牙顶处槽宽小于2.1倍刀头宽,则结束一层切削;
11、若牙顶处槽宽小于2.9倍刀头宽,则在牙型槽中间处增加一刀;
12、若牙顶处槽宽大于2.9倍刀头宽,则牙型槽中间处增加两刀。
13、进一步的,使用齿厚卡尺或齿厚千分尺进行测量,以精确控制螺纹中径处齿厚值,再通过螺纹刀的刀头宽参数tw进行调整,即tw变大,齿厚增加;反之,则齿厚减小。
14、进一步的,调用程序上述步骤2的循环指令,便可完成梯形螺纹牙顶倒角的加工。
15、进一步的,使用宏程序编写循环并进行调用。
16、本发明的有益效果为:本发明是对碟式离心机梯形螺纹牙顶倒角的数控车加工方法。该方法柔性较强,适合现行产品所有梯形螺纹牙顶倒角的应用,该方法可靠性好、操作便捷。它简化了编程工作量,提高了工作效率,且加工出的螺纹质量稳定,可靠。减轻了操作人员编程时的负担,提高了工效。该方法改变了传统梯形螺纹加工中的金属切削方式,从传统的三刃或两刃切削变为单刃切削,大幅改善了切削加工过程中的切削受力情况,使得切削更加轻快,切削力大幅减小,切削过程中排屑更加顺畅,能够大幅提高螺纹刀具的使用寿命。
技术特征:
1.一种离心机梯形螺纹牙顶倒角的数控车加工方法,其特征在于:包括如下步骤,
2.根据权利要求1所述的一种离心机梯形螺纹牙顶倒角的数控车加工方法,其特征在于:所述步骤1中的参数包括dim:螺纹大径,实数类型;kk:螺纹导程,实数类型;md:螺纹中径,实数类型;spz:螺纹的z向起点,实数类型;fpz:螺纹的z向终点,实数类型;dep:螺纹的牙深,实数类型;coner:螺纹的牙顶倒角大小,实数类型;count:切削时分层数,整数类型;_sd:退刀量,实数类型;_tw:螺纹刀的刀头宽,实数类型;_vir:螺纹类型参数。
3.根据权利要求1所述的一种离心机梯形螺纹牙顶倒角的数控车加工方法,其特征在于:所述步骤3中,首先判断切削深度,当切削深度小于螺纹小径时,结束当前循环,当切削深度大于螺纹小径时当螺纹牙顶处槽宽大于螺纹大径时,执行外螺纹加工程序。
4.根据权利要求3所述的一种离心机梯形螺纹牙顶倒角的数控车加工方法,其特征在于:计算刀具偏移量,根据计算出的刀具偏移量和螺纹牙底槽宽与刀头宽的差值设定刀具起始点:即刀具左偏移量和刀具右偏移量,根据两点依序进行螺纹加工;
5.根据权利要求1所述的一种离心机梯形螺纹牙顶倒角的数控车加工方法,其特征在于:使用齿厚卡尺或齿厚千分尺进行测量,以精确控制螺纹中径处齿厚值,再通过螺纹刀的刀头宽参数_tw进行调整,即_tw变大,齿厚增加;反之,则齿厚减小。
6.根据权利要求1所述的一种离心机梯形螺纹牙顶倒角的数控车加工方法,其特征在于:调用程序上述步骤2的循环指令,便可完成梯形螺纹牙顶倒角的加工。
7.根据权利要求6所述的一种离心机梯形螺纹牙顶倒角的数控车加工方法,其特征在于:使用宏程序编写循环并进行调用。
技术总结
一种梯形螺纹牙顶倒角的数控车加工方法,其中包含刀具偏移量的设定、螺纹牙底槽宽与螺纹刀片刀头宽值计算、螺纹牙顶处槽宽计算、螺纹Z向编程偏移值计算等。通过计算定义好的参数做成循环调用。该方法柔性强,使用便捷,适合所有离心机梯形螺纹加工,提升生产质量、稳定性和效率。
技术研发人员:武劲松,陈彦
受保护的技术使用者:南京中船绿洲机器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!