一种焊接链链板多工序的柔性生产线的制作方法
本发明涉及焊接链链板生产,尤其涉及一种焊接链链板多工序的柔性生产线。
背景技术:
1、焊接弯板链是应用于带强烈冲击、物料磨损及含有大量粉尘的工作环境,广泛应用于如木材加工行业、粮油加工行业、制浆造纸行业等各类生产领域,焊接链链板生产加工过程中,需要经过加热折弯成型、打印、二次复冲孔等多个加工工序,目前的焊接链链板生产线在工作时需要人工送料加热,存在生产效率低、生产产品质量不稳定、存在操作安全隐患等情况。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种焊接链链板多工序的柔性生产线。
2、为了实现上述目的,本发明采用了如下技术方案:
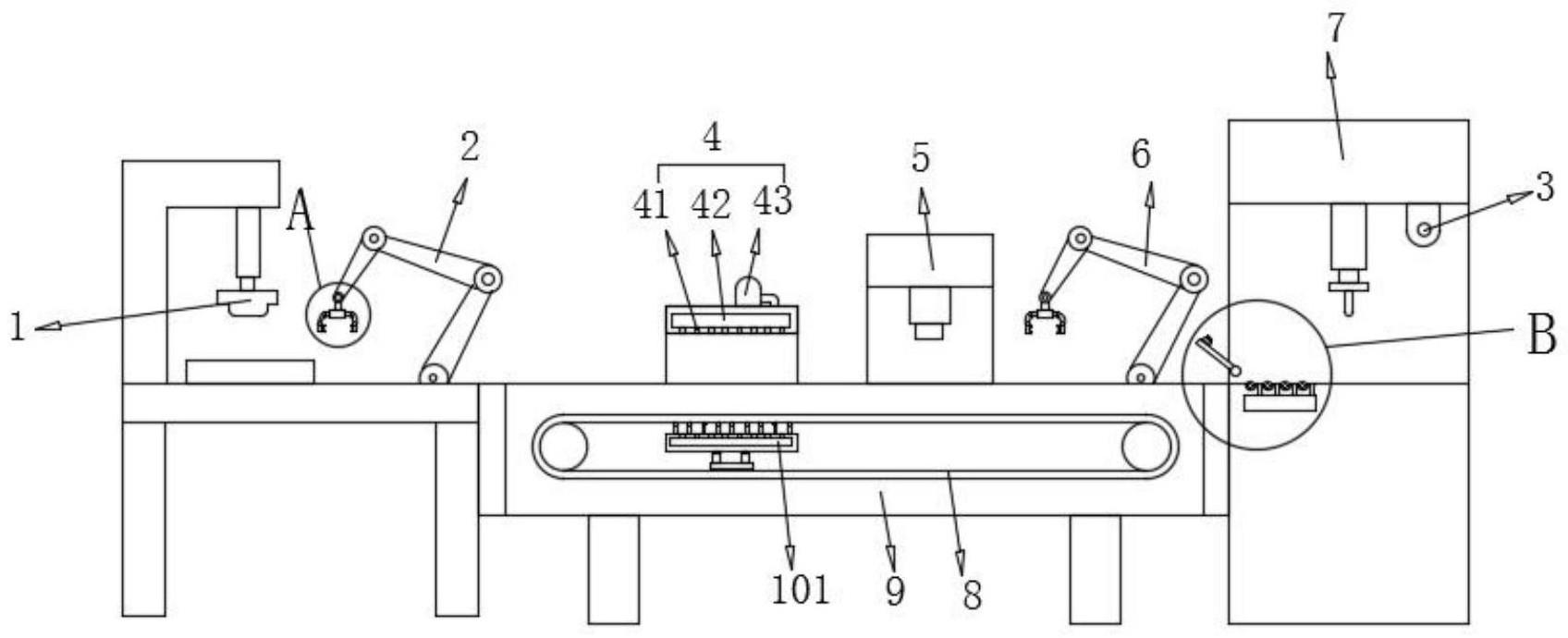
3、一种焊接链链板多工序的柔性生产线,包括热弯设备、自动打标机、冲压设备和安装架,还包括控制器,所述安装架的内部设置有输送网带,用于对焊接链链板进行输送;还包括第一机械手,用于将经热弯设备热弯处理后的焊接链链板下料至输送网带上;还包括第二机械手,用于将经自动打标机打标后的焊接链链板下料至冲压设备的工作面;所述第一机械手和第二机械手的一端均设置有夹持机构,用于对待下料的焊接链链板进行夹持;所述夹持机构包括安装在第一机械手和第二机械手一端的第一伸缩部件,第一伸缩部件活塞杆的一端通过转动轴活动安装有摆动臂,相邻两个摆动臂相对的一侧均设置有夹持部件,用于对待下料的焊接链链板进行夹持;还包括顶部风冷机构,用于对热弯处理后的焊接链链板进行冷却,顶部风冷机构位于热弯设备和自动打标机之间;还包括测温机构,用于对经第二机械手下料至冲压设备工作面的焊接链链板测量温度;所述冲压设备的工作面设置有输送辊,用于将测温后的焊接链链板输送至冲压工位。
4、优选的,所述夹持部件为柔性材质,夹持部件远离摆动臂的一侧设置有凹面。
5、优选的,还包括摄像头,用于对热弯设备、自动打标机、冲压设备加工的焊接链链板进行监控。
6、优选的,所述顶部风冷机构包括设置在安装架上的顶部吹风壳体,顶部吹风壳体靠近输送网带的一侧开设有第一出气孔;还包括气泵,用于向顶部吹风壳体内鼓入空气。
7、优选的,所述测温机构包括活动安装在冲压设备上的转动杆,转动杆的侧面安装有安装杆,安装杆远离转动杆的一端安装有温度传感器。
8、优选的,所述冲压设备的工作面上设置有冷却机构,用于对焊接链链板进一步冷却;所述冷却机构包括开设在冲压设备工作面上的空腔,空腔靠近输送辊的一侧开设有第三出气孔;所述气泵的出气端与空腔的内部通过延伸管连通;所述第三出气孔的开口位置和输送辊的位置交错设置。
9、优选的,所述安装架的内部安装有第二伸缩部件,第二伸缩部件活塞杆的一端设置有底部风冷机构,用于对焊接链链板的底部进行吹风冷却;所述底部风冷机构包括安装在第二伸缩部件活塞杆一端的底部吹风壳体,底部吹风壳体靠近顶部吹风壳体的一侧开设有第二出气孔;气泵的出气端与底部吹风壳体的内部通过导风管连通。
10、优选的,所述底部吹风壳体位于输送网带的内部,底部吹风壳体靠近顶部吹风壳体的一侧设置有顶动部件,顶动部件的位置和第二出气孔的开口位置交错设置;顶动部件的位置和输送网带的网孔位置相对应。
11、本发明的有益效果为:
12、使用时,热弯设备对焊接链链板进行热弯处理,第一机械手将热弯处理后的焊接链链板下料至输送网带上,输送网带带动焊接链链板水平移动,顶部风冷机构对输送网带上的焊接链链板进行冷却,冷却后的焊接链链板随输送网带移动至自动打标机的底部,自动打标机对焊接链链板自动打标处理,第二机械手将打标完成后的焊接链链板下料至冲压设备的工作面上,实现集热弯、打印标记、冲压三道工序于一体的柔性生产线,并结合机械手的下料过渡,提高了生产效率,稳定了产品质量,提高操作安全性,降低用人成本,可通过测温机构对冲压设备工作面上的焊接链链板进行测温,当焊接链链板的温度符合冲压要求时,输送辊将测温后的焊接链链板输送至冲压设备的冲压工位处进行冲压处理,保证在使用冲压设备对焊接链链板进行冲压时,不会因为焊接链链板温度过高而导致冲压后冷却过程中引起尺寸的变化,保证焊接链链板冲压效果的稳定性,且在使用第一机械手和第二机械手对焊接链链板进行下料时,根据焊接链链板的尺寸大小,通过第一伸缩部件推动调节相邻两个摆动臂之间的距离,摆动臂可水平移动从而对不同尺寸的焊接链链板进行夹持,还可通过转动轴带动摆动臂摆动,从而对外形不规则的焊接链链板进行夹持,保证夹持下料的稳定性。
技术特征:
1.一种焊接链链板多工序的柔性生产线,包括热弯设备、自动打标机、冲压设备和安装架,还包括控制器,其特征在于,所述安装架的内部设置有输送网带,用于对焊接链链板进行输送;
2.根据权利要求1所述的一种焊接链链板多工序的柔性生产线,其特征在于,所述夹持部件为柔性材质,夹持部件远离摆动臂的一侧设置有凹面。
3.根据权利要求1所述的一种焊接链链板多工序的柔性生产线,其特征在于,还包括摄像头,用于对热弯设备、自动打标机、冲压设备加工的焊接链链板进行监控。
4.根据权利要求1所述的一种焊接链链板多工序的柔性生产线,其特征在于,所述顶部风冷机构包括设置在安装架上的顶部吹风壳体,顶部吹风壳体靠近输送网带的一侧开设有第一出气孔;
5.根据权利要求4所述的一种焊接链链板多工序的柔性生产线,其特征在于,所述测温机构包括活动安装在冲压设备上的转动杆,转动杆的侧面安装有安装杆,安装杆远离转动杆的一端安装有温度传感器。
6.根据权利要求5所述的一种焊接链链板多工序的柔性生产线,其特征在于,所述冲压设备的工作面上设置有冷却机构,用于对焊接链链板进一步冷却;
7.根据权利要求6所述的一种焊接链链板多工序的柔性生产线,其特征在于,所述安装架的内部安装有第二伸缩部件,第二伸缩部件活塞杆的一端设置有底部风冷机构,用于对焊接链链板的底部进行吹风冷却;
8.根据权利要求7所述的一种焊接链链板多工序的柔性生产线,其特征在于,所述底部吹风壳体位于输送网带的内部,底部吹风壳体靠近顶部吹风壳体的一侧设置有顶动部件,顶动部件的位置和第二出气孔的开口位置交错设置;
技术总结
本发明涉及焊接链链板生产技术领域,公开了一种焊接链链板多工序的柔性生产线,包括热弯设备、自动打标机、冲压设备和安装架,还包括控制器,所述安装架的内部设置有输送网带;还包括第一机械手;还包括第二机械手;所述第一机械手和第二机械手的一端均设置有夹持机构。本发明实现集热弯、打印标记、冲压三道工序于一体的柔性生产线,并结合机械手的下料过渡,提高了生产效率,稳定了产品质量,提高操作安全性,降低用人成本,设置测温机构对待冲压的焊接链链板进行测温,保证在使用冲压设备对焊接链链板进行冲压时,不会因为焊接链链板温度过高而导致冲压后冷却过程中引起尺寸的变化,保证焊接链链板冲压效果的稳定性。
技术研发人员:张可飞,周健,邵坚,王州,程移风,陈炀,程腾飞,章卫斌,方东,黄重辉,邵名元,许新清,汪建国,方青山,胡武华
受保护的技术使用者:安徽黄山恒久链传动有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!