一种工装快换装置及方法与流程
本申请涉及机械制造领域,特别涉及一种工装快换装置及方法。
背景技术:
1、自动化加工是由多个部分构成的,不仅包括快换技术,还有自动化控制系统、人机界面系统、机器视觉系统、自动化传感器系统和自动化配送及存储系统等多个部分组合而成。在进行加工制造大批量的零件的时候,为满足其在机床可以快速加工,利用工装夹具对加工零件进行快速定位和夹紧。
2、现有快换形式大多通过成套的零点定位系统的形式进行快换,在工装子板的快换过程当中没有物料的接送,并且没有物料升降过程。对于一些空间受限制的设备,自动化系统无法直接将工装子板送入到指定位置,则无法使用快换工装的形式,进行自动化加工的进程。
3、因此我们需要一种工装快换装置及方法,能够解决现有的快换形式对于一些空间受限制的设备,无法使用快换工装的问题。
技术实现思路
1、本申请的目的是提供一种工装快换装置及方法,能够解决现有的快换形式对于一些空间受限制的设备,无法直接将工装子板送入到指定位置的问题。
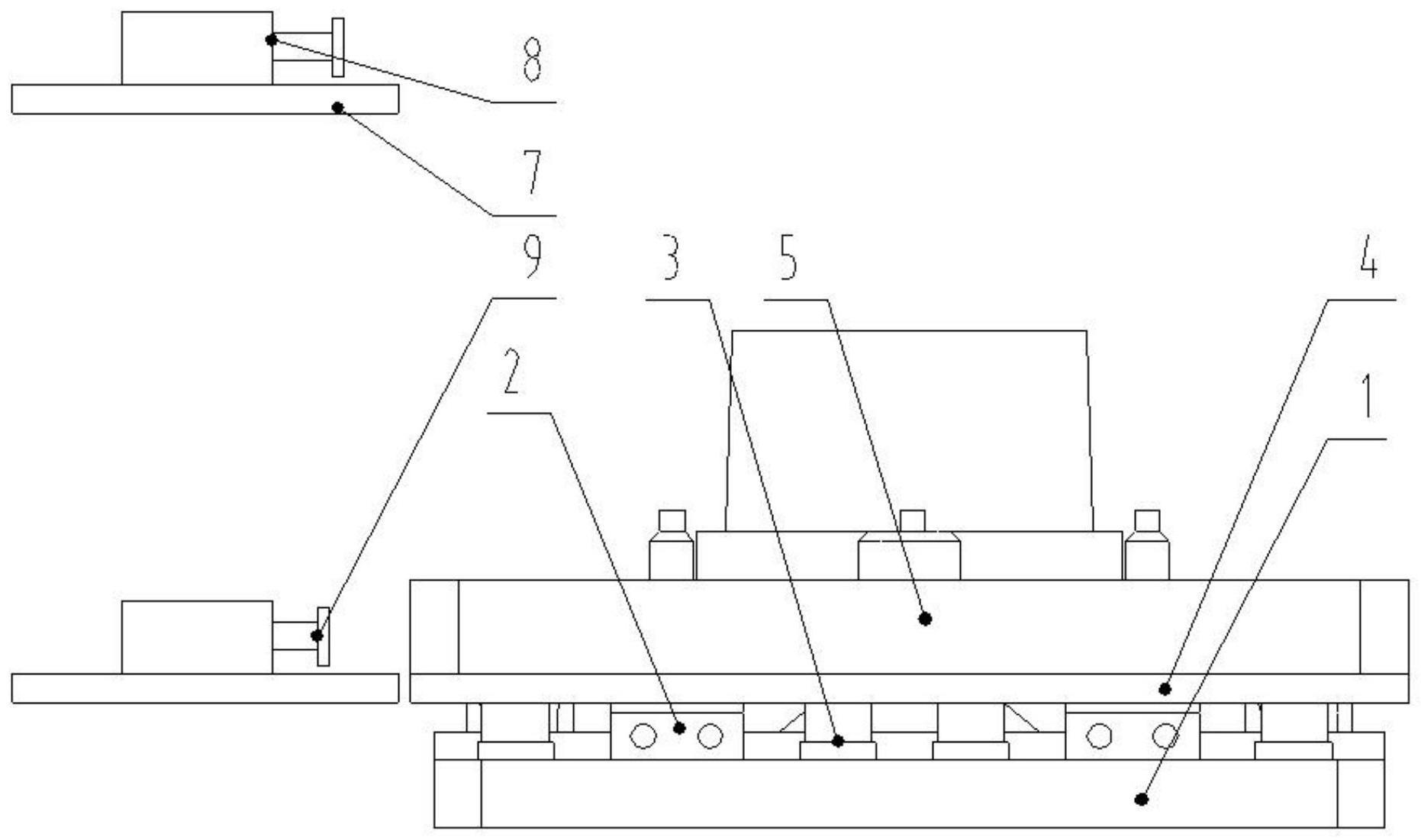
2、为实现上述目的,本申请实施例采用以下技术方案:一种工装快换装置,包括:母板,母板设置在机床上,母板为阶梯状,母板用于定位;升降缸,升降缸设置在母板上,升降缸用于控制装置上下;液压杆,液压杆设置在升降缸侧面,液压杆用于推动装置上下;t型轨道,t型轨道设置在液压杆上,t型轨道用于更换工装;子板,子板设置在t型轨道上,子板底部设置有凹槽,子板用于放置工装;输送线,输送线设置在子板上方,输送线用于输送输送子板;推进装置,推进装置设置在输送线上,推进装置用于推动子板;拉紧装置,拉紧装置设置在母板侧面,拉紧装置用于拉紧子板;升降缸连接在母板的阶梯上,液压杆顶端与t型轨道底部连接,t型轨道插入子板底部凹槽内,通过液压杆带动t型轨道升起与输送线连接,通过推进装置推动子板从输送线推至t型轨道上,待子板归位后,通过拉紧装置拉紧子板完成快换。
3、进一步地,根据本申请实施例,其中,母板为凸字形阶梯。
4、进一步地,根据本申请实施例,其中,升降缸具有四个,对称设置在母板两侧阶梯平台上。
5、进一步地,根据本申请实施例,其中,液压杆具有多个,设置在升降缸的两侧。
6、进一步地,根据本申请实施例,其中,t型轨道为工字形。
7、进一步地,根据本申请实施例,其中,t型轨道具有两个。
8、进一步地,根据本申请实施例,其中,子板凹槽为t字形,具有两个。
9、进一步地,根据本申请实施例,其中,输送线具有两条,分别设置在子板上方和母板侧面。
10、进一步地,根据本申请实施例,其中,拉紧装置和推进装置都为液压装置。
11、为了实现上述目的,本申请实施例还公开了一种工装快换方法,包括以下步骤:
12、升起:通过控制升降缸带动液压杆向上伸缩,将设置在伸缩液压杆顶部的t型轨道推动,带动t型轨道一同向上移动;
13、定位:当t型轨道移动到预定位置时,控制升降缸使液压杆停止,使t型轨道与输送线平齐,将t型轨道与输送线连接;
14、推送:通过推动装置推动子板,使子板从输送线推至t型轨道上,子板沿着t型轨道滑动至预定在t型轨道的位置上;
15、下落:通过控制升降缸带动液压杆向下移动,使t型轨道和放置在t型轨道上的子板一同下落,待子板下落至母板与子板之间的锥形定位至预定位置,并使子板底面与支承块顶面贴合;
16、拉紧:通过拉紧装置拉紧子板,将子板从t型轨道上拉出,完成工装的快换。
17、与现有技术相比,本申请具有以下有益效果:
18、本申请采用一种工装快换装置及方法,通过将快换装置设置在机床上,通过控制设置在母板上的液压缸带动液压杆伸缩,控制连接在液压杆顶部的t型轨道上升,待上升至与输送线平行的位置时,输送线与t型轨道连接,通过推动装置推动子板从输送线向t型轨道滑动至预定位置停止,然后控制液压缸带动液压杆向下伸缩,控制放置在t型轨道上的子板向下移动,待子板到达锥形定位与支承块后停止,再通过拉紧装置拉动子板完成快换,解决了现有的快换形式对于一些空间受限制的设备,无法使用快换工装的问题,达到了能够对一些空间受限制的设备进行工装的快换的有益的效果。
技术特征:
1.一种工装快换装置,其特征在于,包括:
2.根据权利要求1所述的一种工装快换装置,其特征在于,所述母板为凸字形阶梯。
3.根据权利要求1所述的一种工装快换装置,其特征在于,所述升降缸具有四个,对称设置在所述母板两侧阶梯平台上。
4.根据权利要求1所述的一种工装快换装置,其特征在于,所述液压杆具有多个,设置在所述升降缸的两侧。
5.根据权利要求1所述的一种工装快换装置,其特征在于,所述t型轨道为工字形。
6.根据权利要求5所述的一种工装快换装置,其特征在于,所述t型轨道具有两个。
7.根据权利要求1所述的一种工装快换装置,其特征在于,所述子板凹槽为t字形,具有两个。
8.根据权利要求1所述的一种工装快换装置,其特征在于,所述输送线具有两条,分别设置在所述子板上方和所述母板侧面。
9.根据权利要求1所述的一种工装快换装置,其特征在于,所述拉紧装置和所述推进装置都为液压装置。
10.一种工装快换方法,包括以下步骤:
技术总结
本申请涉及机械制造领域,特别涉及一种工装快换装置及方法,本申请公开了一种工装快换装置,其特征在于,包括:母板,母板设置在机床上;升降缸,升降缸设置在母板上;液压杆,液压杆设置在升降缸侧面;T型轨道,T型轨道设置在液压杆上;子板,子板设置在T型轨道上;输送线,输送线设置在子板上方;推进装置,推进装置设置在输送线上;拉紧装置,拉紧装置设置在母板侧面;解决了现有的快换形式对于一些空间受限制的设备,无法使用快换工装的问题,达到了能够对一些空间受限制的设备进行工装的快换的有益的效果。
技术研发人员:周新江,沈志扬,朱振华,汪晓宇
受保护的技术使用者:江苏广大鑫盛精密智造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!