一种集成式找正检测装置及找正检测方法与流程
本发明涉及机加工,具体为一种集成式找正检测装置及找正检测方法。
背景技术:
1、传统的部件找正方法通常是将待找正工件置于机床之上,结合测量仪器对工件的测量数据进而对工件进行调整找正,例如,在公开号为cn115284076a的发明专利中公开了一种工件定位基准找正方法,并进一步公开了“在进行工件定位找正时,先将工件摆放到机床的工作台上,完成工件定位基准的粗定位,而后测量工件定位基准与加工时要求平行的机床坐标系的轴线的夹角,根据测量得到的夹角控制机床坐标系旋转,使机床坐标系的轴线与对应的工件定位基准平行,完成工件定位基准找正。”在该专利的方案中,找正的过程中,机床必须停止作业以配合工件找正,造成机床的利用率低,且影响工作效率,特别是当找正以及工件的各项检测作业连续进行时,需要人工将工件搬运至不同的检测工位并调整不同的检测工装予以匹配,进一步增加了机床的停机时间,制约了机床的利用率。
技术实现思路
1、本发明的目的在于提供一种集成式找正检测装置及找正检测方法,将工件的找正检测作业集成,实现自动化连续作业,同时不影响机床的正常作业。
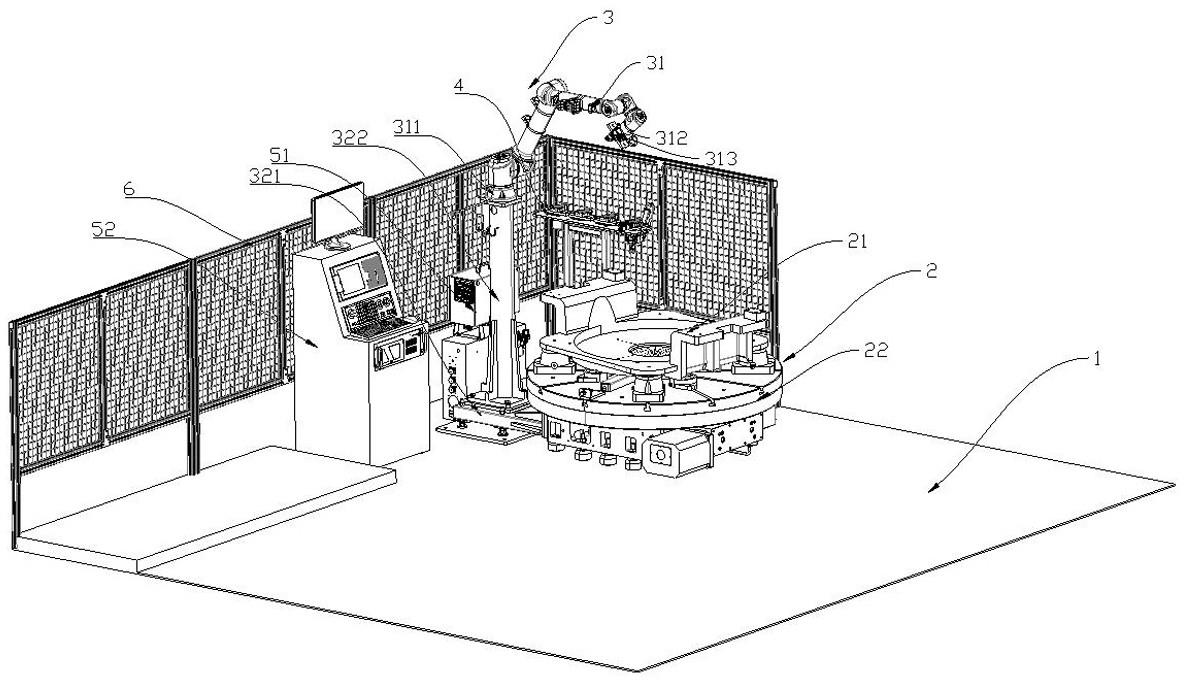
2、为实现上述目的,本发明提供如下技术方案:一种集成式找正检测装置,包括部件承载机构和检测机构,部件承载机构包括用于承载待检测部件的载板、驱动部,所述驱动部用于驱动载板转动;检测机构包括机器人固定部以及连接于机器人固定部的检测机器人,所述检测机器人包括用于安装检测工装的检测端,所述检测机器人的高度匹配于所述载板上的待检测部件的高度。
3、作为优选方案,所述部件承载机构还包括连接于驱动部输出端的夹持部,所述夹持部连接所述载板,用于将所述载板夹持固定。
4、作为优选方案,所述夹持部采用零点夹紧座,所述零点夹紧座至少设置为一组,所述载板的底部连接有和零点夹紧座匹配的拉钉,零点夹紧座通过锁紧或松开拉钉从而对载板进行锁定或松开,实现载板的装拆。
5、作为优选方案,所述零点夹紧座包括采用不同型号的第一零点夹紧座和第二零点夹紧座,所述第一零点夹紧座和第二零点夹紧座间隔设置,以匹配于不同型号的载板,增加本装置的适用范围。
6、作为优选方案,所述机器人固定部包括固定底座和连接于固定底座之上的固定立架,所述检测机器人连接于固定立架的顶端。
7、作为优选方案,所述检测机构还包括连接于固定底座的垫块,所述垫块连接于固定底座朝向驱动部的一侧,所述垫块连接于所述驱动部,以实现检测机器人和驱动部的基准统一。
8、作为优选方案,所述垫块可拆卸的连接于所述驱动部,实现驱动部与检测机构分离以消除振动影响。
9、作为优选方案,所述集成式找正检测装置还包括设置于所述检测机构一侧的快换工装机构,所述快换工装机构包括工装平台,所述工装平台设有若干用于安装检测工装的工位,检测工装可根据检测需求装载多个,通过快换工装机构能够实现找正及检测作业的自动化和连续性。
10、本发明还提供了一种采用上述任一方案所述集成式找正检测装置进行找正检测的方法,包括以下步骤,
11、步骤一,安装载板,将载板和零点夹紧座对位,通过压力泵控制零点夹紧座夹紧载板;
12、步骤二,安装部件,将待检测的部件安装于载板之上;
13、步骤三,安装检测工装,通过操作系统控制检测机器人移动至快换工装机构位置,通过ati快换器安装待使用的检测工装;
14、步骤四,部件检测,通过操作系统控制检测机器人移动至待检测部件位置,对待检测部件进行找正或检测作业;
15、步骤五,更换检测工装,通过操作系统控制检测机器人移动至快换工装机构位置,通过ati快换器更换待使用的检测工装;
16、步骤六,重复步骤四-步骤五,直至完成检测作业;
17、步骤七,拆离载板,通过压力泵控制零点夹紧座松开载板,将载板脱离,将载有部件的载板转移至机床进行加工作业。
18、与现有技术相比,本发明的有益效果是:本发明所提供的集成式找正检测装置及找正检测方法,是脱离于机床而单独设置,不会影响机床的正常作业。通过部件承载机构、检测机构以及快换工装机构的设置,使找正以及各检测作业集成,实现找正及检测作业的连续性,提升装置整体的自动化程度,并有效提升工作效率。
技术特征:
1.一种集成式找正检测装置,其特征在于,包括,
2.根据权利要求1所述的集成式找正检测装置,其特征在于,所述部件承载机构(2)还包括连接于驱动部(22)输出端的夹持部,所述夹持部连接所述载板(21)。
3.根据权利要求2所述的集成式找正检测装置,其特征在于,所述夹持部采用零点夹紧座,所述零点夹紧座至少设置为一组,所述载板(21)的底部连接有和零点夹紧座匹配的拉钉。
4.根据权利要求3所述的集成式找正检测装置,其特征在于,所述零点夹紧座包括采用不同型号的第一零点夹紧座(24)和第二零点夹紧座(25),所述第一零点夹紧座(24)和第二零点夹紧座(25)间隔设置。
5.根据权利要求1所述的集成式找正检测装置,其特征在于,所述机器人固定部(32)包括固定底座(321)和连接于固定底座(321)之上的固定立架(322),所述检测机器人(31)连接于固定立架(322)的顶端。
6.根据权利要求5所述的集成式找正检测装置,其特征在于,所述检测机构(3)还包括连接于固定底座(321)的垫块(33),所述垫块(33)连接于固定底座(321)朝向驱动部(22)的一侧,所述垫块(33)连接于所述驱动部(22)。
7.根据权利要求6所述的集成式找正检测装置,其特征在于,所述垫块(33)可拆卸的连接于所述驱动部(22)。
8.根据权利要求1所述的集成式找正检测装置,其特征在于,所述集成式找正检测装置还包括设置于所述检测机构(3)一侧的快换工装机构(4),所述快换工装机构(4)包括工装平台(41),所述工装平台(41)设有若干用于安装检测工装(43)的工位(411)。
9.一种采用权利要求1-8任一项所述的集成式找正检测装置进行找正检测的方法,其特征在于,包括以下步骤,
技术总结
本发明涉及一种集成式找正检测装置及找正检测方法,属于机加工技术领域,集成式找正检测装置包括部件承载机构和检测机构,部件承载机构包括载板和驱动部,所述驱动部用于驱动载板转动;检测机构包括机器人固定部以及连接于机器人固定部的检测机器人,所述检测机器人包括用于安装检测工装的检测端,所述检测机器人的高度匹配于所述载板上的待检测部件的高度。本发明所提供的集成式找正检测装置及找正检测方法,脱离于机床而单独设置,不会影响机床的正常作业,通过部件承载机构、检测机构以及快换工装机构的设置,使找正以及各检测作业集成,实现找正及检测作业的连续性,提升装置整体的自动化程度,并有效提升工作效率。
技术研发人员:曹天超,沈建忠,王守宁
受保护的技术使用者:烟台匠为电子科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!