一种可满足不同公差要求的弯管焊接用夹具的制作方法
本发明涉及一种可满足不同公差要求的弯管焊接用夹具,属于航空零件生产。
背景技术:
1、在航空零件的安装过程中,存在弯管两端需要与对应的连接件焊接的情况。
2、现有技术中对于弯管焊接是通过手工找正的,手工找正焊接容易出现焊接偏差的情况。同时,遇到需要不同公差要求的管口时,需要多套工装加以辅助,操作费时费力。
技术实现思路
1、为解决背景技术中存在的问题,本发明提供一种可满足不同公差要求的弯管焊接用夹具。
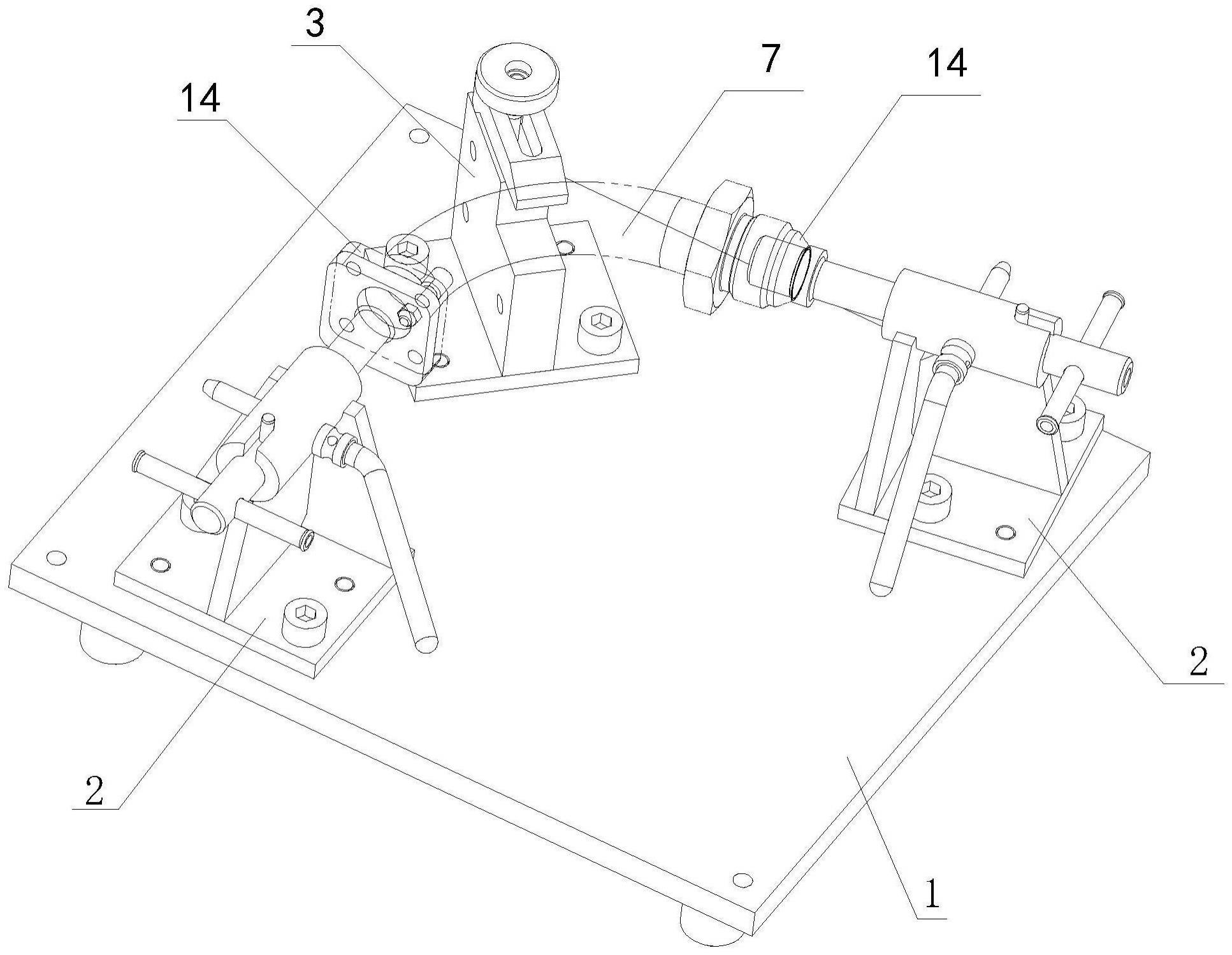
2、实现上述目的,本发明采取下述技术方案:一种可满足不同公差要求的弯管焊接用夹具,包括底座、定位机构以及夹紧机构;所述底座的上端固定有定位机构以及夹紧机构,所述夹紧机构用于固定弯管,所述定位机构用于固定与弯管焊接的连接件。
3、与现有技术相比,本发明的有益效果是:
4、本发明替代了手工找正焊接,解决了焊接偏差的问题。同时通过调整不同规格的定位轴有效解决了不同公差要求的管口需要多套工装的问题,填补了行业空白。
技术特征:
1.一种可满足不同公差要求的弯管焊接用夹具,其特征在于:包括底座(1)、定位机构(2)以及夹紧机构(3);所述底座(1)的上端固定有定位机构(2)以及夹紧机构(3),所述夹紧机构(3)用于固定弯管(7),所述定位机构(2)用于固定与弯管(7)焊接的连接件(14)。
2.根据权利要求1所述的一种可满足不同公差要求的弯管焊接用夹具,其特征在于:所述定位机构(2)包括定位轴(4)、外套筒(5)、定位板(6)、定位架(8)、径向限位块(12)以及插销(13);所述定位板(6)固定在底座(1)的上端,定位板(6)的上端固定有定位架(8),所述定位架(8)的上端固定有水平设置的外套筒(5),所述外套筒(5)内滑动插接有定位轴(4),并且外套筒(5)设有径向限位槽以及轴向限位槽,所述径向限位槽贯穿外套筒(5)的后端面设置,所述定位轴(4)的外壁固定有径向限位块(12),所述径向限位块(12)设置在径向限位槽内;定位轴(4)的外壁设有与轴向限位槽对应的限位通孔,定位轴(4)与外套筒(5)通过插销(13)插入轴向限位槽以及限位通孔的方式实现轴向限位。
3.根据权利要求2所述的一种可满足不同公差要求的弯管焊接用夹具,其特征在于:所述定位轴(4)的前端与安装板(9)固定连接。
4.根据权利要求1或3所述的一种可满足不同公差要求的弯管焊接用夹具,其特征在于:所述夹紧机构(3)包括角型压管器(10)、夹紧板(11)以及平面压板(18);所述夹紧板(11)固定在底座(1)的上端,夹紧板(11)的上端固定有角型压管器(10),所述角型压管器(10)的顶面设有零件放置槽(21)以及锁紧槽(22),所述零件放置槽(21)的上端设有平面压板(18),所述平面压板(18)的上表面设有腰型通孔,平面压板(18)以及角型压管器(10)通过设置在腰型通孔以及零件放置槽(21)内的锁紧螺钉(19)限位连接。
技术总结
一种可满足不同公差要求的弯管焊接用夹具,属于航空零件生产技术领域。夹紧板、定位板在底座上端,定位板上端有定位架,定位架上端有外套筒,外套筒内有定位轴,外套筒有径向限位槽及轴向限位槽,定位轴外有径向限位块,径向限位块设在径向限位槽内;定位轴外有与轴向限位槽对应的限位通孔,定位轴与外套筒通过插销插入轴向限位槽及限位通孔的方式实现轴向限位。夹紧板上有角型压管器,角型压管器顶面有零件放置槽平面压板。本发明替代了手工找正焊接,解决了焊接偏差的问题。同时通过调整不同规格的定位轴有效解决了不同公差要求的管口需要多套工装的问题,填补了行业空白。
技术研发人员:吴佳楠,王殿峰,刘强,黄晓刚,武明亮
受保护的技术使用者:哈尔滨东安实业发展有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!