铜合金与合金钢工件及其热等静压扩散连接方法与流程
本申请涉及异种金属连接领域,尤其涉及一种铜合金与合金钢工件及其热等静压扩散连接方法。
背景技术:
1、合金铜和合金钢由于热物理化学性能的差异,在成型过程中容易形成低熔点共晶,在较大焊接应力作用下,易变形并出现裂纹,在焊接热循环作用下,工件中晶粒严重长大,使工件的强度、导电性、耐蚀性等显著下降。实现合金铜和合金钢等异种金属连接的主要方法有埋弧焊、爆炸焊、钎焊、cmt焊接、真空扩散、摩擦焊等。上述方法均可以称为转子连接方法,转子连接方法改善了铜合金和合金钢在焊接过程中遇到的缺点及不足。
2、还可以使用热等静压(hotisostaticpressing,hip)扩散连接技术,热等静压扩散连接技术是一种在高温环境下,通过氩气或氮气作为传热传压介质,对制件施加各向均等的静压力使材料致密的工艺。其中,异种金属制件置于真空包套中,异种金属状态可以是固体-固体态、粉末-固体态、粉末-粉末态,且在真空、高温、高压条件下,被加工件各向均衡受力受热,实现结构完整、质量优异、各向同性的无缺陷扩散连接。
3、钢合金与铜合金的复合构件的发展产品需求越来越高,转子连接的焊接技术仅能实现小尺寸转子连接,例如:采用惰性保护气体焊接时,不可避免地在焊接区引入惰性气体原子,容易出现脆性现象,导致工件韧性变差;钎焊和真空扩散焊工件处扩散层深度较浅、强度较低,对于大尺寸、高转速转子连接时,转子连接的焊接技术界面结合强度不足,无法满足使用需求。
技术实现思路
1、本申请提供一种铜合金与合金钢工件及其热等静压扩散连接方法,以解决异种金属通过转子连接无法满足钢合金与铜合金使用需求的问题。
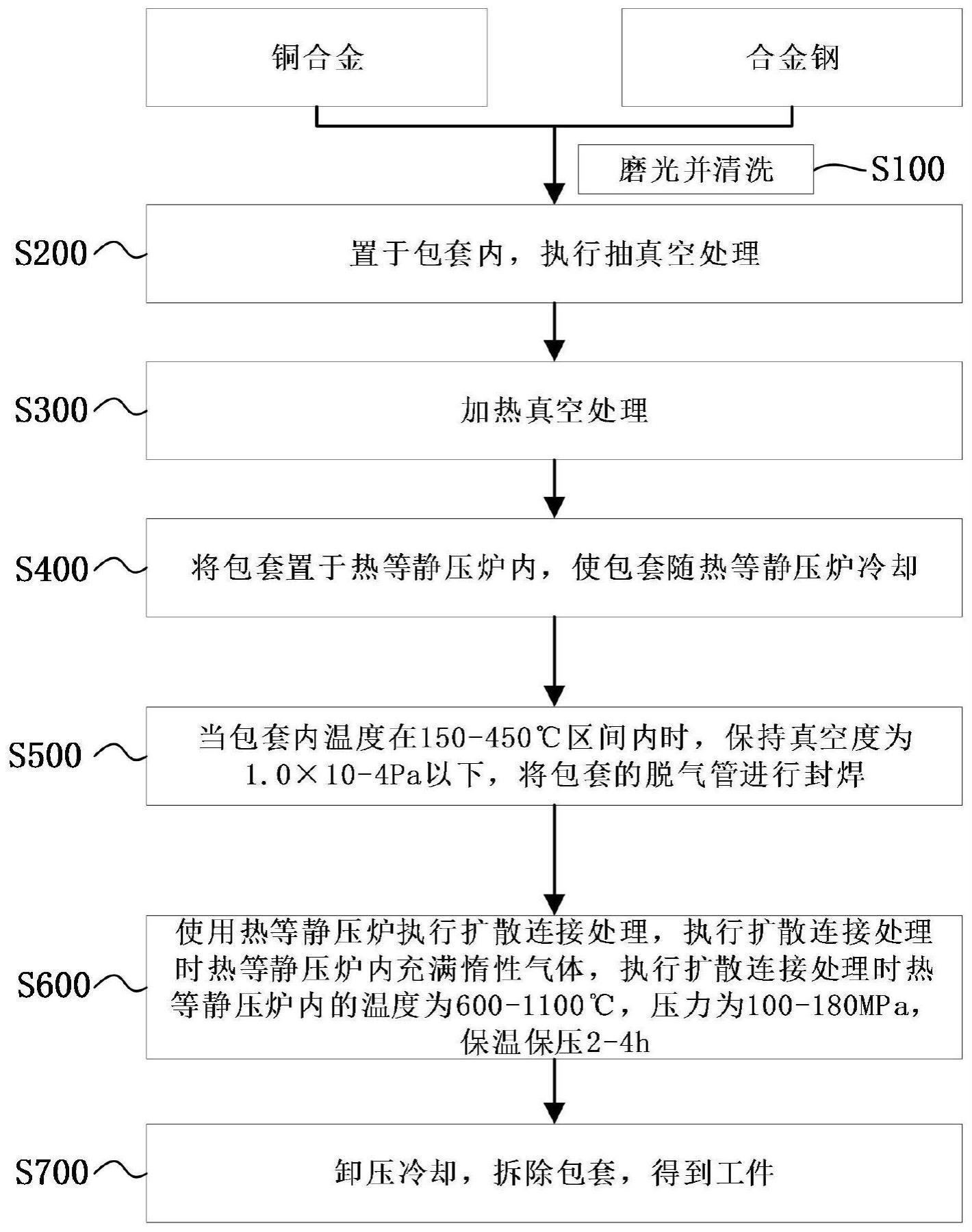
2、为解决上述问题,第一方面,本申请提供一种铜合金与合金钢工件热等静压扩散连接方法,包括:将铜合金以及合金钢的连接面磨光并清洗;将所述铜合金以及合金钢置于包套内,对所述包套执行抽真空处理;对所述包套执行加热真空处理,使所述包套处于真空状态;将处于真空状态所述包套置于热等静压炉内,使所述包套随所述热等静压炉冷却;当所述包套内温度在150-450℃区间内时,保持真空度为1.0×10-4pa以下,将所述包套的脱气管进行封焊;使用所述热等静压炉执行扩散连接处理,执行扩散连接处理时所述热等静压炉内充满惰性气体,执行扩散连接处理时所述热等静压炉内的温度为600-1100℃,压力为100-180mpa,保温保压2-4h;卸压冷却,拆除所述包套,得到工件。
3、可选的,对所述包套执行抽真空处理的步骤包括:在室温下对包套进行真空处理,所述室温为23±2℃或25±5℃或20±5℃,真空度为2.0×10-3pa以下。
4、可选的,所述加热真空处理包括一级加热真空处理以及二级加热真空处理,所述方法还包括:对所述包套执行一级加热真空处理;对所述包套执行二级加热真空处理。
5、可选的,对所述包套执行一级加热真空处理的步骤包括:加热所述包套,加热温度为200-500℃;对所述包套进行保温处理,保温时间为2-6h,保持真空度为1.0×10-3pa以下。
6、可选的,对所述包套执行二级加热真空处理的步骤包括:加热所述包套,加热温度为400-900℃;对所述包套保温处理,保温时间为4-9h,保持真空度为1.0×10-4pa以下。
7、可选的,将铜合金以及合金钢的连接面磨光并清洗的步骤包括:将所述铜合金以及合金钢的连接面利用砂纸打磨;将打磨后的所述连接面利用乙醇清洗液清洗;将清洗后的所述连接面利用惰性气体吹干。
8、可选的,所述包套的厚度为1-3mm的纯铁、不锈钢或q235材质焊接成型。
9、第二方面,本申请提供一种铜合金与合金钢工件,包括铜合金件以及合金钢件,所述铜合金件和所述合金钢件通过第一方面所述的热等静压扩散连接方法连接。
10、可选的,所述铜合金件包括铜合金粉末和/或铜合金固体,所述铜合金包括铜铬锆、锡青铜以及紫铜,所述铜合金粉末的纯度为99.5-99.99%。
11、可选的,所述合金钢件包括45#钢、304不锈钢、316不锈钢、25cr2ni4mov、00cr17ni14mo2、28crmoniv。
12、由以上技术方案可知,本申请提供一种铜合金与合金钢工件及其热等静压扩散连接方法,所述方法包括将铜合金以及合金钢的连接面磨光并清洗;将所述铜合金以及合金钢置于包套内,对所述包套执行抽真空处理;对所述包套执行加热真空处理,使所述包套处于真空状态;将处于真空状态所述包套置于热等静压炉内,使所述包套随所述热等静压炉冷却;当所述包套内温度在150-450℃区间内时,保持真空度为1.0×10-4pa以下,将所述包套的脱气管进行封焊;使用所述热等静压炉执行扩散连接处理,执行扩散连接处理时所述热等静压炉内充满惰性气体,执行扩散连接处理时所述热等静压炉内的温度为600-1100℃,压力为100-180mpa,保温保压2-4h;卸压冷却,拆除所述包套。
13、在外加压力的作用下,部分连接面先达到塑形变形,在持续压力的作用下,连接面积逐渐扩大,最终达到整个连接面的可靠接触;连接面原子间相互扩散,形成结合层;结合层逐渐向体积方向扩散发展,使缺陷消失,最终在工件连接区域发生扩散、再结晶等过程并完成结合,以解决异种金属通过转子连接无法满足钢合金与铜合金使用需求的问题。
14、本申请提供的方法,获得的扩散工件可靠,裂纹倾向小,工件强度高,可以满足大尺寸转子的使用要求,此外,相较于其他异种金属扩散连接,本申请属于固态连接领域,基本不存在液相,且热影响区较小,一体成型导条和端环,转子具有高导电性,工艺条件易于控制。
技术特征:
1.一种铜合金与合金钢工件热等静压扩散连接方法,其特征在于,包括:
2.根据权利要求1所述的铜合金与合金钢工件热等静压扩散连接方法,其特征在于,对所述包套执行抽真空处理的步骤包括:
3.根据权利要求1所述的铜合金与合金钢工件热等静压扩散连接方法,其特征在于,所述加热真空处理包括一级加热真空处理以及二级加热真空处理,所述方法还包括:
4.根据权利要求3所述的铜合金与合金钢工件热等静压扩散连接方法,其特征在于,对所述包套执行一级加热真空处理的步骤包括:
5.根据权利要求3所述的铜合金与合金钢工件热等静压扩散连接方法,其特征在于,对所述包套执行二级加热真空处理的步骤包括:
6.根据权利要求1所述的铜合金与合金钢工件热等静压扩散连接方法,其特征在于,将铜合金以及合金钢的连接面磨光并清洗的步骤包括:
7.根据权利要求1所述的铜合金与合金钢工件热等静压扩散连接方法,其特征在于,所述包套的厚度为1-3mm的纯铁、不锈钢或q235材质焊接成型。
8.一种铜合金与合金钢工件,其特征在于,包括铜合金件以及合金钢件,所述铜合金件和所述合金钢件通过权利要求1-7任一项所述的热等静压扩散连接方法连接。
9.根据权利要求8所述的铜合金与合金钢工件,其特征在于,所述铜合金件包括铜合金粉末和/或铜合金固体,所述铜合金包括铜铬锆、锡青铜以及紫铜,所述铜合金粉末的纯度为99.5-99.99%。
10.根据权利要求9所述的铜合金与合金钢工件,其特征在于,所述合金钢件包括45#钢、304不锈钢、316不锈钢、25cr2ni4mov、00cr17ni14mo2、28crmoniv。
技术总结
本申请提供一种铜合金与合金钢工件及其热等静压扩散连接方法,将铜合金以及合金钢的连接面磨光并清洗,并置于包套内,对包套执行抽真空处理;对包套执行加热真空处理,使包套处于真空状态;将处于真空状态包套置于热等静压炉内,使包套随热等静压炉冷却;当包套内温度在150‑450℃区间内时,保持真空度为1.0×10<supgt;‑4</supgt;Pa以下,将包套的脱气管进行封焊;使用热等静压炉执行扩散连接处理,执行扩散连接处理时热等静压炉内充满惰性气体,执行扩散连接处理时热等静压炉内的温度为600‑1100℃,压力为100‑180MPa,保温保压2‑4h;得到工件。以解决异种金属通过转子连接无法满足钢合金与铜合金使用需求的问题。
技术研发人员:徐飞,成佳佳,党永涛,石宝,刘强
受保护的技术使用者:西安嘉业航空科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!