磁铁结构组装设备及组装方法与流程
本发明涉及无线充电产品,尤其涉及磁铁结构组装设备及组装方法。
背景技术:
1、目前,市面上大量的手机等电子设备都具备无线充电功能,可以通过内部的无线充电装置与无线充电器实现电子设备的无线充电。其中,现有的无线充电装置大多设有磁铁结构,磁铁结构包括磁铁模组、底座(bottom)和顶盖(top cap),磁铁模组中的磁铁本体需要一颗颗地固定安装于底座和顶盖围成的腔体内,以形成环状的布局。此外,手机支架等带有磁吸功能的产品也会用到磁铁本体呈环状分布的磁铁结构。随着电子设备的发展,无线充电技术的应用越来越广泛,电子设备的种类越来越多,更新换代的速度也越来越快。相应的,随着磁铁结构的使用越来越多,对磁铁组装的效率和精确度的要求也越来越高。
2、现有技术中,磁铁结构的组装需要先将磁铁模组组装在底座,再使顶盖与底座组装压合。
3、然而,以上的组装方式存在有以下缺点:
4、1)需要进行两次组装操作,组装效率低下且组装失误的风险较大;
5、2)磁铁模组的定位准确度难以保障。
技术实现思路
1、本发明的目的在于提供磁铁结构组装设备及组装方法,简化了磁铁结构的组装流程,以实现磁铁模组在底座上的快速组装,降低了组装失误的风险,保证了磁铁模组的定位准确度,从而提升了磁铁结构的组装效率和组装良品率。
2、为达此目的,本发明采用以下技术方案:
3、磁铁结构组装设备,用于组装磁铁结构,所述磁铁结构包括顶盖、磁铁模组和底座,包括组装治具和组装压块机构;所述组装治具包括定位座和底座载具,所述定位座凸设有用于定位所述磁铁模组的定位凸台,所述顶盖能罩设于所述定位凸台,所述定位座上活动安装有用于定位所述顶盖的定位爪,所述底座载具选择性夹持所述底座;所述组装压块机构选择性磁吸所述磁铁模组,以使所述顶盖能被匹配夹设于所述磁铁模组与所述组装压块机构之间。
4、作为磁铁结构组装设备的优选技术方案,所述磁铁结构组装设备还包括设备主体,所述组装治具和所述组装压块机构均安装于所述设备主体上;所述设备主体能带动所述组装压块机构沿竖直方向移动,以使所述组装压块机构在与所述顶盖相抵接的接触位置以及与所述顶盖相间隔的间隔位置之间移动。
5、作为磁铁结构组装设备的优选技术方案,所述组装压块机构包括机构主体以及安装于所述机构主体上的压头件和压块件,所述压头件为磁吸材质,所述压块件为非磁吸材质,所述压块件能抵压于所述顶盖,所述压头件和所述顶盖具有匹配贴合的贴合位置和相互间隔的脱离位置,当所述压头件和所述顶盖之间处于所述脱离位置时,所述压头件不再与所述磁铁模组磁吸连接。
6、作为磁铁结构组装设备的优选技术方案,所述压头件固接于所述机构主体,所述压块件活动安装于所述机构主体,所述机构主体通过弹性件弹性连接于所述设备主体,抵压于所述顶盖的所述压块件能推动所述机构主体沿所述弹性件的长度方向移动,使所述压头件和所述顶盖的相对位置在所述贴合位置与所述脱离位置之间切换。
7、作为磁铁结构组装设备的优选技术方案,所述压头件凹设有贴合槽,所述顶盖的外表面能与所述贴合槽的表面相贴合,所述机构主体贯通有避让通孔,所述压块件能穿过所述避让通孔并从所述贴合槽的槽底穿出。
8、作为磁铁结构组装设备的优选技术方案,所述机构主体上固接有接触块,所述设备主体上活动安装有止挡销,当所述组装压块机构处于所述间隔位置时,所述机构主体止动于所述接触块与所述止挡销相抵靠。
9、作为磁铁结构组装设备的优选技术方案,所述组装治具还包括治具平台,所述定位座和所述底座载具均设于所述治具平台上,且所述定位座与所述底座载具的连线位于第一方向上,所述组装压块机构能相对所述设备主体沿所述第一方向往复移动,所述设备主体还包括驱动机构,所述驱动机构能够驱动组装治具沿竖直方向往复移动,所述第一方向垂直于所述竖直方向。
10、作为磁铁结构组装设备的优选技术方案,所述设备主体上设有沿第二方向延伸的第一滑轨,所述治具平台滑设于所述第一滑轨;所述第二方向垂直于所述第一方向,所述第二方向垂直于所述竖直方向。
11、作为磁铁结构组装设备的优选技术方案,所述定位爪设有至少两个,所有的所述定位爪间隔环设于所述定位凸台,且能在与所述顶盖相抵接的定位状态以及与所述顶盖相间隔的释放状态之间切换。
12、磁铁结构组装方法,应用于上述的磁铁结构组装设备,包括以下步骤:
13、s10:将所述底座置于所述底座载具上,将所述磁铁模组置于所述定位凸台上,将所述顶盖罩设于所述磁铁模组;
14、s20:利用所述底座载具夹持所述底座,利用所述定位爪定位所述顶盖;
15、s30:所述组装压块机构贴合于所述顶盖,然后开始磁吸所述磁铁模组;
16、s40:所述定位爪复位;
17、s50:所述组装压块机构将所述顶盖和所述磁铁模组压合于所述底座上,然后停止磁吸所述磁铁模组;
18、s60:所述组装压块机构复位,所述底座载具释放所述底座。
19、本发明的有益效果:
20、该磁铁结构组装设备借助定位凸台的设置,达成了对磁铁模组的定位目的;利用定位爪对顶盖进行定位,使得罩设于定位凸台的顶盖能够相对定位凸台进行位置调整,配合磁铁模组定位于定位凸台上的设计,能够实现磁铁模组与顶盖的相对位置确定;组装压块机构选择性磁吸磁铁模组的设计,即可通过设备主体调节组装压块机构的位置,可切换组装压块机构和磁铁模组之间的磁吸状态,当设备主体带动组装压块机构向下移动,得以使磁铁模组被吸附于组装压块机构上,并将顶盖也夹设于组装压块机构和磁铁模组之间,以上设计确保了顶盖和磁铁模组在搬运过程中不会发生位置的偏移,有助于顶盖和磁铁模组准确地组装到底座载具所夹持的底座上。以上设计使得顶盖和磁铁模组在底座上的组装操作得以通过一次压合动作完成,有助于简化磁铁结构的组装流程,提高组装操作的灵活程度,降低组装操作的成本;同时,磁铁结构组装设备的结构改进还有助于降低组装失误的风险,保证了磁铁模组在腔体内的定位准确度,从而提升了磁铁结构的组装效率和组装良品率。
21、该磁铁结构组装方法采用上述步骤,能够快速有效地达到对底座的定位以及顶盖和磁铁模组的相对位置确定,再借助选择性磁吸磁铁模组的组装压块机构,能够实现对顶盖和磁铁模组的准确到位搬运,配合定位爪在磁铁模组被磁吸之后再复位的设计,降低了顶盖和磁铁模组产生位置偏移的风险,进一步的提高了组装操作的成功率。最后通过组装压块机构将顶盖和磁铁模组压合于底座上的操作,实现了对设备主体的一次压合组装;之后再通过停止磁吸磁铁模组、复位组装压块机构以及底座载具释放底座的动作,完成各构件的位置复原,方便完成组装的磁铁结构离开磁铁结构组装设备并被搬运至下一工序之中。以上方法优化了组装的流程,减少了组装的步骤,提高了加工的效率和组装的精度。
技术特征:
1.磁铁结构组装设备,用于组装磁铁结构(900),所述磁铁结构(900)包括顶盖(910)、磁铁模组(920)和底座(930),其特征在于,包括:
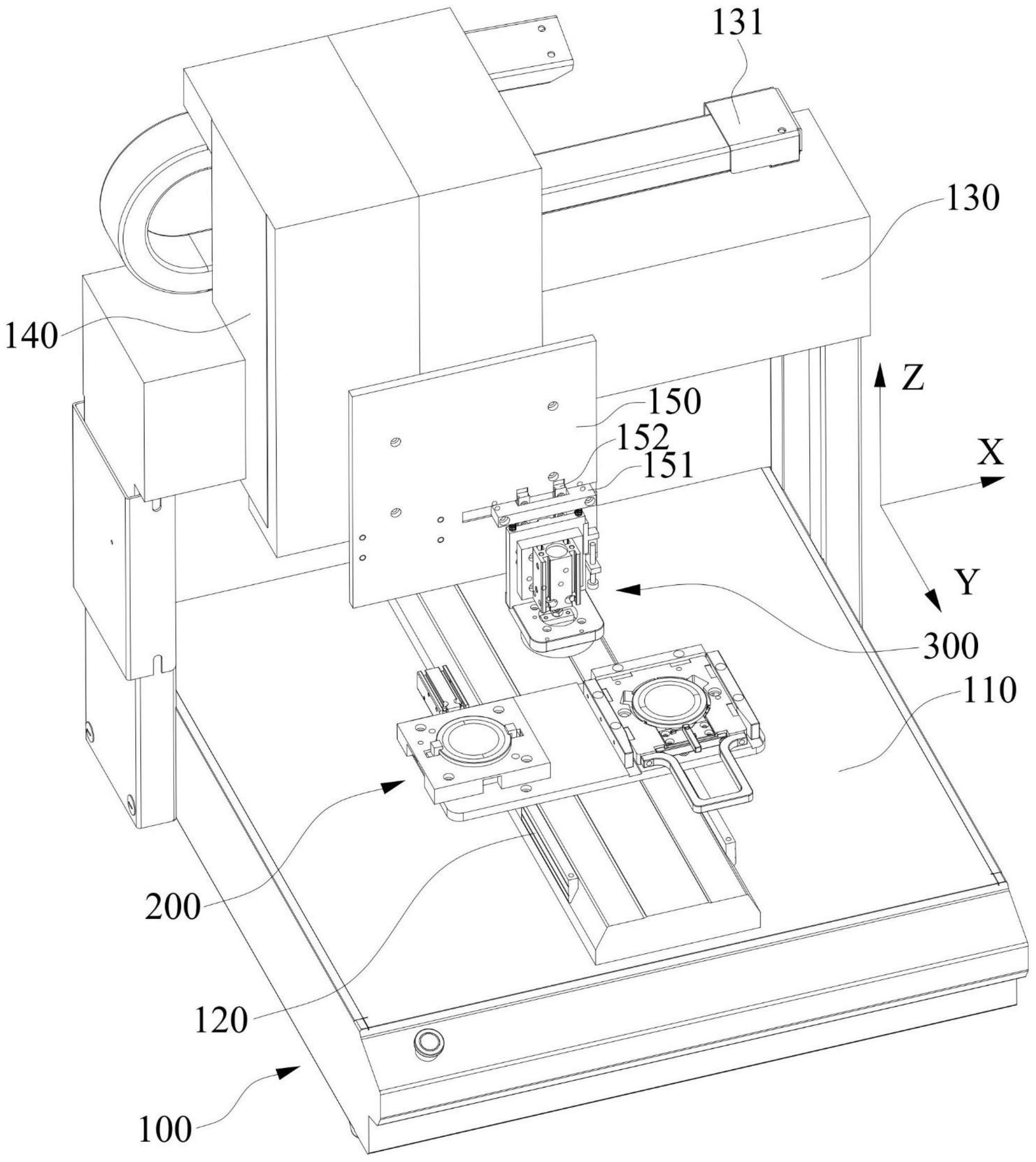
2.根据权利要求1所述的磁铁结构组装设备,其特征在于,所述磁铁结构组装设备还包括设备主体(100),所述组装治具(200)和所述组装压块机构(300)均安装于所述设备主体(100)上;所述设备主体(100)能带动所述组装压块机构(300)沿竖直方向(z)移动,以使所述组装压块机构(300)在与所述顶盖(910)相抵接的接触位置以及与所述顶盖(910)相间隔的间隔位置之间移动。
3.根据权利要求2所述的磁铁结构组装设备,其特征在于,所述组装压块机构(300)包括机构主体(310)以及安装于所述机构主体(310)上的压头件(340)和压块件(330),所述压头件(340)为磁吸材质,所述压块件(330)为非磁吸材质,所述压块件(330)能抵压于所述顶盖(910),所述压头件(340)和所述顶盖(910)具有匹配贴合的贴合位置和相互间隔的脱离位置,当所述压头件(340)和所述顶盖(910)之间处于所述脱离位置时,所述压头件(340)不再与所述磁铁模组(920)磁吸连接。
4.根据权利要求3所述的磁铁结构组装设备,其特征在于,所述压头件(340)固接于所述机构主体(310),所述压块件(330)活动安装于所述机构主体(310),所述机构主体(310)通过弹性件(160)弹性连接于所述设备主体(100),抵压于所述顶盖(910)的所述压块件(330)能推动所述机构主体(310)沿所述弹性件(160)的长度方向移动,使所述压头件(340)和所述顶盖(910)的相对位置在所述贴合位置与所述脱离位置之间切换。
5.根据权利要求4所述的磁铁结构组装设备,其特征在于,所述压头件(340)凹设有贴合槽(341),所述顶盖(910)的外表面能与所述贴合槽(341)的表面相贴合,所述机构主体(310)贯通有避让通孔(311),所述压块件(330)能穿过所述避让通孔(311)并从所述贴合槽(341)的槽底穿出。
6.根据权利要求4所述的磁铁结构组装设备,其特征在于,所述机构主体(310)上固接有接触块(312),所述设备主体(100)上活动安装有止挡销(154),当所述组装压块机构(300)处于所述间隔位置时,所述机构主体(310)止动于所述接触块(312)与所述止挡销(154)相抵靠。
7.根据权利要求2所述的磁铁结构组装设备,其特征在于,所述组装治具(200)还包括治具平台(210),所述定位座(220)和所述底座载具(250)均设于所述治具平台(210)上,且所述定位座(220)与所述底座载具(250)的连线位于第一方向(x)上,所述组装压块机构(300)能相对所述设备主体(100)沿所述第一方向(x)往复移动,所述设备主体(100)还包括驱动机构(140),所述驱动机构(140)能够驱动组装治具(200)沿竖直方向(z)往复移动,所述第一方向(x)垂直于所述竖直方向(z)。
8.根据权利要求7所述的磁铁结构组装设备,其特征在于,所述设备主体(100)上设有沿第二方向(y)延伸的第一滑轨(120),所述治具平台(210)滑设于所述第一滑轨(120);所述第二方向(y)垂直于所述第一方向(x),所述第二方向(y)垂直于所述竖直方向(z)。
9.根据权利要求1所述的磁铁结构组装设备,其特征在于,所述定位爪(240)设有至少两个,所有的所述定位爪(240)间隔环设于所述定位凸台(221),且能在与所述顶盖(910)相抵接的定位状态以及与所述顶盖(910)相间隔的释放状态之间切换。
10.磁铁结构组装方法,其特征在于,应用于权利要求1-9任一项所述的磁铁结构组装设备,包括以下步骤:
技术总结
本发明涉及无线充电产品技术领域,具体公开了磁铁结构组装设备及组装方法。该设备用于组装磁铁结构,包括组装治具和组装压块机构;组装治具包括定位座和底座载具,定位座凸设有用于定位磁铁模组的定位凸台,顶盖能罩设于定位凸台,定位座上活动安装有用于定位顶盖的定位爪,底座载具选择性夹持底座;组装压块机构选择性磁吸磁铁模组,以使顶盖能被匹配夹设于磁铁模组与组装压块机构之间。该设备借助定位凸台和定位爪的设置,达到了对磁铁模组和顶盖的定位目的,利用选择性磁吸磁铁模组的组装压块机构,能够在在相对位置不变的情况下搬运磁铁模组和顶盖,并压合于底座。由此得以通过一次压合动作完成对磁铁结构的高效及高良品率组装。
技术研发人员:袁林
受保护的技术使用者:昆山联滔电子有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!