一种高温合金波纹带拼焊装置及方法与流程
本发明属于焊接,具体为一种高温合金波纹带拼焊装置及方法。
背景技术:
1、航空发动机蜂窝封严结构是目前较为广泛的封严方式。高温合金蜂窝封严结构用于航空发动机,具有能量耗散更强、泄漏系数更小以及密封效果更好的综合效果。蜂窝封严结构制造工序包括蜂窝体成形、蜂窝体与其他组件装配(如蜂窝件与外环的储能点焊连接)以及钎焊工序(如蜂窝与金属环的钎焊)。这方面技术涉及到蜂窝封严结构设计、蜂窝钎焊工艺方法以及蜂窝定位或焊接装置。
2、为提高蜂窝封严件质量,多个专利和文献报导了相关技术。如专利cn201521128397.9提出一种涡轮盘轮缘封严结构,用于减小涡轮盘轮缘封严结构的静叶与尾缘之间封严间隙以提高封严效果。专利cn201201090174.x公开了一种防止定位点焊蜂窝结构过程中零件受损的装置及方法,但该技术未能解决电极与蜂窝之间因电量过大而造成的蜂窝材料表面烧损问题。专利cn201610394948.9针对航空发动机蜂窝类封严件提出了一种定位方法,用于在真空钎焊前将封严件与金属外环进行储能点焊连接、以此避免钎焊过程中蜂窝与金属环分离,造成焊合率低的现象。专利cn201610212666.2公开了一种发动机封严结构的扩散焊接方法,将铜银锌合金环和合金衬套采用过盈配合,再将装配体在还原气体保护下,在715~725℃保温180~240分钟进行扩散焊,得到发动机封严结构。
3、上述方法工序多、焊接耗时长且生产效率低。蜂窝体制备是蜂窝封严件制造的首要工序,蜂窝体精度(如蜂窝芯格错配精度)影响蜂窝体与其他组件的装配精度及钎焊质量等,但以上专利均未涉及到蜂窝体制备中精度控制问题。因此,针对以上现状,迫切需要提供一种高温合金波纹带拼焊装置及方法,以克服当前实际应用中的不足。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本发明提供一种高温合金波纹带拼焊装置及方法,以解决上述背景技术中存在的问题,通过对开形式的定位工装适应波纹带的回弹、提高成形芯体的刚性;同时可控制水平方向波纹带单元的错位、提高单元配合精度,且工装具有导电性,可以实施同步定位和电阻点焊。
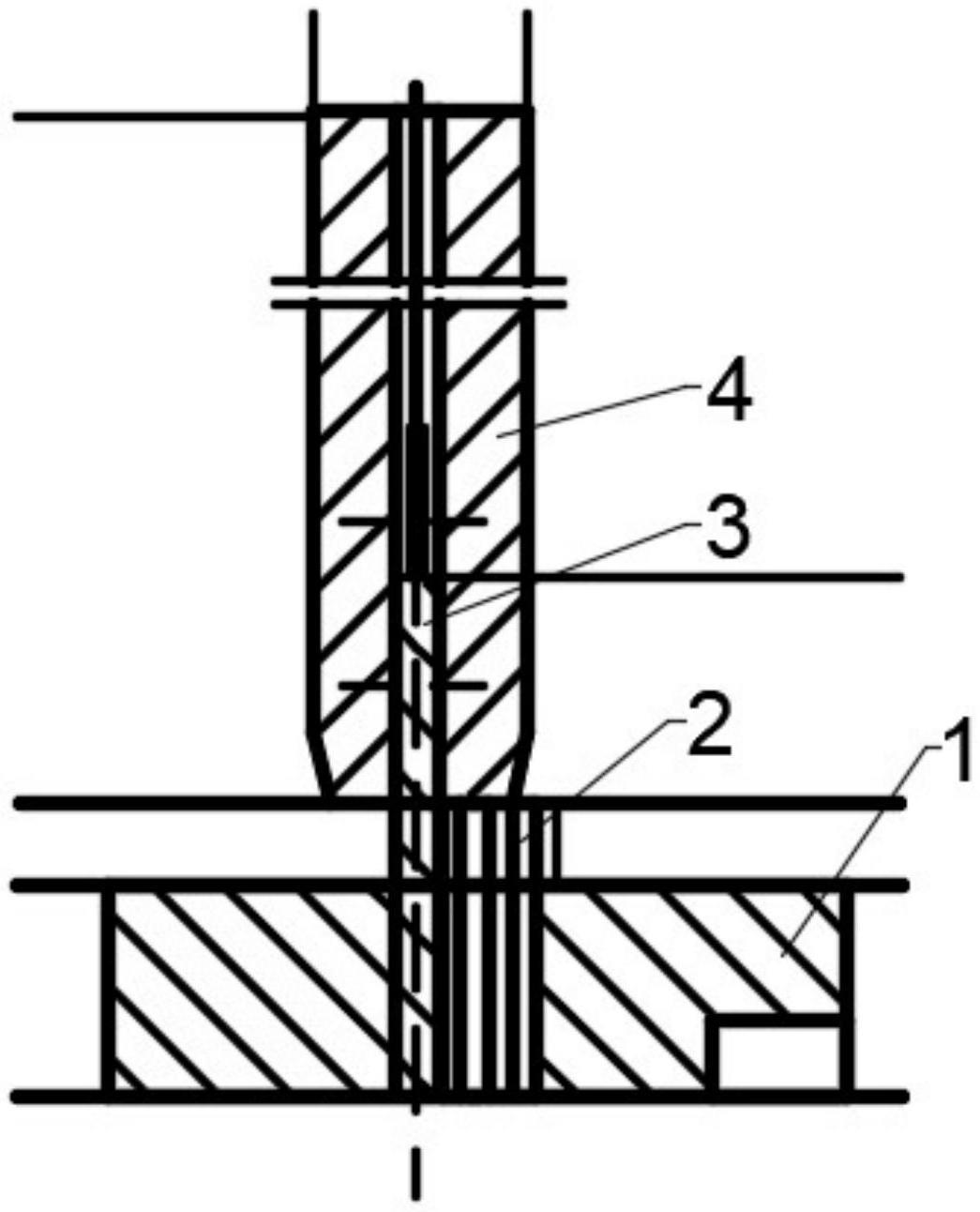
2、为实现上述目的,本发明提供如下技术方案:一种高温合金波纹带拼焊装置,包括:
3、储能电焊机和电极;
4、用于对高温合金波纹带进行定位的对开式定位装置;以及
5、用于配合对开式定位装置共同控制高温合金波纹带水平方向位置的压板。
6、优选的,所述对开式定位装置采用导电材料制成。
7、优选的,所述对开式定位装置闭合后形成的通孔形状与两条高温合金波纹带对齐后形成的芯格形状相同。
8、优选的,所述通孔为正六边形结构,且通孔内角为120°,角度公差1°。
9、优选的,所述电极的制备材料为纯铜和铜合金中的一种。
10、优选的,所述电极尖端直径为0.5-1mm,且电极尖端角度为30-40°。
11、优选的,所述压板的制备材料为石墨和陶瓷中的一种。
12、一种高温合金波纹带拼焊方法,采用上述所述的高温合金波纹带拼焊装置,该方法包括如下步骤:
13、步骤一:将对开式定位装置水平放置,并将成形好的高温合金波纹带逐一放入对开式定位装置中间,通过对开式定位装置在水平方向对数条高温合金波纹带进行定位;
14、步骤二:在垂直方向将压板放置于数条高温合金波纹带之上,使用储能电焊机并通过电极将高温合金波纹带的各单元进行点焊连接;
15、步骤三:增加波纹带,重复步骤二和步骤三,形成一定宽度的蜂窝芯条。
16、优选的,所述高温合金波纹带材料为高温合金、不锈钢以及钛合金中的一种,所述高温合金波纹带厚度为0.05-0.1mm,波纹带单元为正六边形的一半,角度为120°。
17、优选的,在步骤二中,点焊电流和电压根据高温合金波纹带材料的种类和厚度进行调节,焊点为规则圆形,且焊点数量为2-3个,焊点纵向排列,且焊点间隔为高温合金波纹带高度的1/2-1/3。
18、与现有技术相比,本发明的有益效果是:本发明兼顾了高温合金波纹带的回弹控制、单元定位精度控制和高温合金波纹带拼焊三方面问题,解决高温合金蜂窝成形精度低,如芯格错配、型面精度低,提高蜂窝芯的成形质量,有利于控制蜂窝体与其他组件之间装配精度,同时提高零件钎焊质量和生产效率;
19、该装置为对开形式便于移动定位、与蜂窝结构同形状及规格且具有导电性,可以实施同步定位和电阻点焊,通过对开形式的对开式定位装置适应波纹带的回弹、提高成形芯体的刚性;结合压板共同控制水平方向波纹带单元的错位、提高单元配合精度。
技术特征:
1.一种高温合金波纹带拼焊装置,包括储能电焊机和电极,其特征在于,还包括:
2.根据权利要求1所述的一种高温合金波纹带拼焊装置,其特征在于,所述对开式定位装置采用导电材料制成。
3.根据权利要求2所述的一种高温合金波纹带拼焊装置,其特征在于,所述对开式定位装置闭合后形成的通孔形状与两条高温合金波纹带对齐后形成的芯格形状相同。
4.根据权利要求3所述的一种高温合金波纹带拼焊装置,其特征在于,所述通孔为正六边形结构,且通孔内角为120°,角度公差1°。
5.根据权利要求1所述的一种高温合金波纹带拼焊装置,其特征在于,所述电极的制备材料为纯铜和铜合金中的一种。
6.根据权利要求5所述的一种高温合金波纹带拼焊装置,其特征在于,所述电极尖端直径为0.5-1mm,且电极尖端角度为30-40°。
7.根据权利要求1所述的一种高温合金波纹带拼焊装置,其特征在于,所述压板的制备材料为石墨和陶瓷中的一种。
8.一种高温合金波纹带拼焊方法,采用如权利要求1-7中任一项所述的高温合金波纹带拼焊装置,该方法包括如下步骤:
9.根据权利要求8所述的一种高温合金波纹带拼焊方法,其特征在于,所述高温合金波纹带材料为高温合金、不锈钢以及钛合金中的一种,所述高温合金波纹带厚度为0.05-0.1mm,波纹带单元为正六边形的一半,角度为120°。
10.根据权利要求8所述的一种高温合金波纹带拼焊方法,其特征在于,在步骤二中,点焊电流和电压根据高温合金波纹带材料的种类和厚度进行调节,焊点为规则圆形,且焊点数量为2-3个,焊点纵向排列,且焊点间隔为高温合金波纹带高度的1/2-1/3。
技术总结
本发明涉及焊接技术领域,且公开了一种高温合金波纹带拼焊装置及方法,所述高温合金波纹带拼焊装置包括:储能电焊机和电极;用于对高温合金波纹带进行定位的对开式定位装置;以及用于配合对开式定位装置共同控制高温合金波纹带水平方向位置的压板;本发明兼顾了高温合金波纹带的回弹控制、单元定位精度控制和高温合金波纹带拼焊三方面问题,解决高温合金蜂窝成形精度低,如芯格错配、型面精度低,提高蜂窝芯的成形质量,有利于控制蜂窝体与其他组件之间装配精度,同时提高零件钎焊质量和生产效率。
技术研发人员:高帆,静永娟,刘宏武,冯像征,李臻熙
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!