一种B型液货舱用5Ni钢焊接方法与流程
本发明涉及船舶,尤其是涉及一种b型液货舱用5ni钢焊接方法。
背景技术:
1、随着国际航运市场对乙烷乙烯等清洁能源需求的增加,超大型乙烷乙烯运输船随之被研发和建造,该类型船舶通常包含多个独立b型液货舱,现有技术中通常采用焊条对厚度为7.5~35mm的5ni钢进行双面焊接来制作b型液货舱。在焊条焊接5ni钢前通常对焊接局部和整体进行预热,来减小焊接接头的冷却速度以避免焊接裂纹的产生。而焊接预热时焊缝区易产生严重的波浪变形,不利于焊接和变形控制,且采用焊条电弧焊焊接时,每根焊条焊完时需更换焊条,重新进行引弧焊接,不能形成连续焊接,焊接效率低下。另外,接头数量较多,多次引熄弧,易产生气孔、夹渣等焊接缺陷。
技术实现思路
1、针对现有技术中存在的缺陷,本申请提供一种b型液货舱用5ni钢焊接方法,以解决现有技术中b型液货舱用5ni钢焊接时焊缝区域易变形等的技术问题。
2、为实现上述目的,本发明提供如下技术方案。
3、一种b型液货舱用5ni钢焊接方法,包括以下步骤:
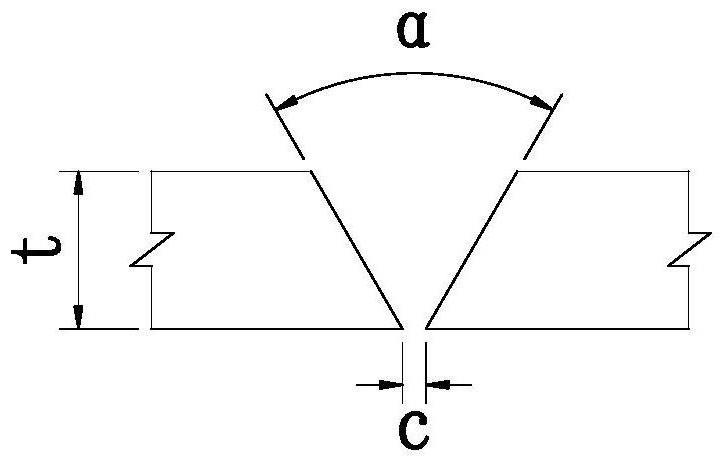
4、步骤一、将待焊接5ni钢零件边缘进行坡口切割,5ni钢的板厚t<20mm时采用v型坡口,坡口角度60°~70°,5ni钢的板厚t≥20mm时采用x型坡口,正面坡口角度60°~70°,反面坡口角度70°~80°;
5、步骤二、将坡口切割完成后的5ni钢零件进行装配定位焊接;
6、步骤三、将焊接区域清理干净;
7、步骤四、选用焊丝焊接工艺对焊缝正面坡口进行焊接;
8、步骤五、对焊缝反面进行碳刨清根,并打磨干净;
9、步骤六、选用焊丝焊接工艺对焊缝反面坡口进行焊接;
10、其中,步骤四和步骤六均采用混合气体保护焊,当焊接位置为平焊1g位置时,焊接电流190~250a,焊接电压22~27v,焊接速度20~45cm/min;当焊接位置为横焊2g位置时,焊接电流170~240a,焊接电压21~26v,焊接速度25~50cm/min;当焊接位置为立焊3g位置时,焊接电流80~150a,焊接电压16~22v,焊接速度6~15cm/min。
11、在一种实施方案中,所述待焊接5ni钢的牌号为x12ni5,化学成分含ni量质量百分比为4.75~5.25,满足-120℃低温冲击性能要求,且供货状态为调质状态。
12、在一种实施方案中,在焊缝反面进行装配定位焊,装配间隙控制在0~3mm,定位焊长度≥50mm,定位焊间距控制在250~300mm。
13、在一种实施方案中,所述焊丝采用en iso14343-a标准的不锈钢焊丝,焊丝直径为1.2mm。
14、在一种实施方案中,所述混合气体为体积百分比为95%ar+5%co2的混合气体。
15、在一种实施方案中,通过机械处理或化学处理将焊接区域内的杂质清理干净。
16、在一种实施方案中,所述步骤五中碳刨清根需确保清根到位,露出金属光泽,坡口打磨光顺。
17、与现有技术相比,本申请的有益效果为:
18、本申请根据b型液货舱用5ni钢厚度和焊接位置的不同,设置不同的坡口型式和采用焊丝焊接工艺,并在焊接时采用混合气体保护焊接,严格控制工艺参数,可有效缓解待焊接区域的应力集中,防止待焊接区域和焊缝根部微裂纹的产生和延伸,具有很好的抗裂性,焊前无需预热,减少了生产工序和建造精度,且利用盘状焊丝对5ni进行焊接,可实现连续焊接、减少焊接接头数量,显著提高焊接质量和效率。
技术特征:
1.一种b型液货舱用5ni钢焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的b型液货舱用5ni钢焊接方法,其特征在于,所述待焊接5ni钢的牌号为x12ni5,化学成分含ni量质量百分比为4.75~5.25,满足-120℃低温冲击性能要求,且供货状态为调质状态。
3.根据权利要求1所述的b型液货舱用5ni钢焊接方法,其特征在于,在焊缝反面进行装配定位焊,装配间隙控制在0~3mm,定位焊长度≥50mm,定位焊间距控制在250~300mm。
4.根据权利要求2所述的b型液货舱用5ni钢焊接方法,其特征在于,所述焊丝采用eniso14343-a标准的不锈钢焊丝,焊丝直径为1.2mm。
5.根据权利要求4所述的b型液货舱用5ni钢焊接方法,其特征在于,所述混合气体为体积百分比为95%ar+5%co2的混合气体。
6.根据权利要求1所述的b型液货舱用5ni钢焊接方法,其特征在于,通过机械处理或化学处理将焊接区域内的杂质清理干净。
7.根据权利要求1所述的b型液货舱用5ni钢焊接方法,其特征在于,所述步骤五中碳刨清根需确保清根到位,露出金属光泽,坡口打磨光顺。
技术总结
本申请公开了一种B型液货舱用5Ni钢焊接方法,根据5Ni钢厚度和焊接位置的不同,设置不同的坡口型式和焊丝焊接工艺,并在焊接时采用混合气体保护焊接避免,严格控制工艺参数,可有效缓解待焊接区域的应力集中,防止待焊接区域和焊缝根部微裂纹的产生和延伸,具有很好的抗裂性,焊前无需预热,减少了生产工序和建造精度,且利用盘状焊丝对5Ni进行焊接,可实现连续焊接、减少焊接接头数量,显著提高焊接质量和效率。
技术研发人员:赵立刚,张梓孝,高米光,钱明,陈昊,余强,刘炳
受保护的技术使用者:江南造船(集团)有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!