一种铝电解槽漏勺制作工装的制作方法
本发明属于电解槽漏勺制造设备,具体涉及一种铝电解槽漏勺制作工装。
背景技术:
1、随着电解槽漏勺在铝行业广泛使用,其性能得到了电解工作人员的关注,漏勺的勺柄、漏勺属于损耗较大的工器具,其使用频次、牢固程度、大小对电解人员的工作效率有较大的影响。
2、现有的电解漏勺的制作主要采取利用铁棒,钢板等材料自行制作,存在制作流程不规范漏勺出现长短、角度不同的情况,成品质量差。
技术实现思路
1、本发明的目的在于提供一种铝电解槽漏勺制作工装,以解决上述背景技术中提出现有的铝电解槽漏勺在制造过程中的问题。
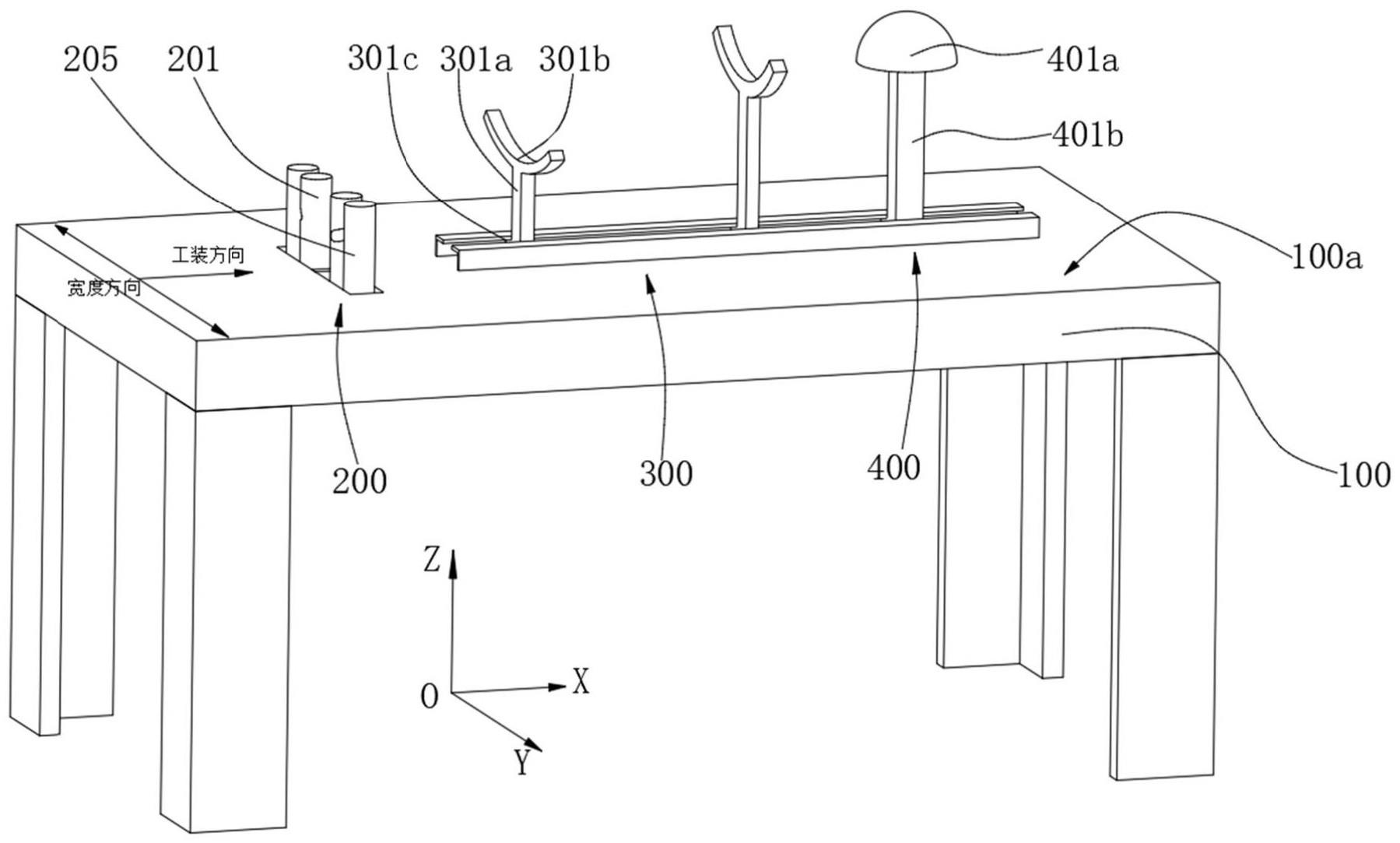
2、为实现上述目的,本发明提供如下技术方案:一种铝电解槽漏勺制作工装,用于实现勺柄、勺把和漏勺在焊接之前的预定位,所述工装包括台体件,所述台体件上形成有沿水平面设置的工作平面,所述工装还包括沿工装方向依次设置的:
3、第一工装单元,包括两在宽度方向上相对设置的定位柱体,所述勺柄能够套设在两定位柱体上,并在倾斜状态下保持稳定;
4、第二工装单元,包括至少两在工装方向上间距设置的支撑件,多个所述支撑件的高度沿工装方向逐渐增大,所述勺把通过所述支撑件上的第二支撑部进行支撑,并在倾斜状态下与所述勺柄接触;
5、第三工装单元,包括台体件,所述台体件包括移动部和主体部,所述漏勺放置于所述主体部上,并与放置于所述放置件上的勺把的一端接触。
6、优选的,两所述定位柱体的外侧面形成有供所述勺柄卡入的凹槽。
7、优选的,两所述定位柱体被构成为能够在宽度方向上线性移动。
8、优选的,所述工作平面上开设有供两所述定位柱体移动的两槽体,两所述槽体之间通过阻隔件分开,且两所述工装在所述定位柱体和阻隔件之间均设有弹性部件,所述弹性部件被构造为当所述勺柄套设在两所述定位柱体上时被压缩。
9、优选的,所述第一工装单元还包括设置于所述定位柱体外侧的两定位卡柱,所述定位卡柱和定位柱体之间的距离固定。
10、优选的,所述支撑件构造为可沿工装方向线性移动并在所述第一工装单元和第三工装单元之间的任意位置锁定。
11、优选的,所述工作平面上设有沿工装方向延伸的滑轨,且所述支撑件具有能够在所述滑轨上滑动的滑动部。
12、优选的,所述移动部的底端构造为可在所述滑轨上滑动。
13、优选的,所述主体部成圆台形。
14、优选的,所述主体部成半球形。
15、与现有技术相比,本发明的有益效果是:
16、本发明通过设置分别对勺柄、勺把和漏勺进行预定位的第一工装单元、第二工装单元和第三工装单元,通过沿工装方向顺序设置的第一工装单元、第二工装单元和第三工装单元,能够使勺柄、勺把和漏勺以成品形态进行摆放并接触,从而使电解槽漏勺能够按照预定形状和尺寸进行焊接,提高成品质量。
技术特征:
1.一种铝电解槽漏勺制作工装,其特征在于:用于实现勺柄、勺把和漏勺在焊接之前的预定位,所述工装包括台体件,所述台体件上形成有沿水平面设置的工作平面,所述工装还包括沿工装方向依次设置的:
2.根据权利要求1所述的一种铝电解槽漏勺制作工装,其特征在于:两所述定位柱体的外侧面形成有供所述勺柄卡入的凹槽。
3.根据权利要求1或2所述的一种铝电解槽漏勺制作工装,其特征在于:两所述定位柱体被构成为能够在宽度方向上线性移动。
4.根据权利要求3所述的一种铝电解槽漏勺制作工装,其特征在于:所述工作平面上开设有供两所述定位柱体移动的两槽体,两所述槽体之间通过阻隔件分开,且两所述工装在所述定位柱体和阻隔件之间均设有弹性部件,所述弹性部件被构造为当所述勺柄套设在两所述定位柱体上时被压缩。
5.根据权利要求4所述的一种铝电解槽漏勺制作工装,其特征在于:所述第一工装单元还包括设置于所述定位柱体外侧的两定位卡柱,所述定位卡柱和定位柱体之间的距离固定。
6.根据权利要求1或4所述的一种铝电解槽漏勺制作工装,其特征在于:所述支撑件构造为可沿工装方向线性移动并在所述第一工装单元和第三工装单元之间的任意位置锁定。
7.根据权利要求6所述的一种铝电解槽漏勺制作工装,其特征在于:所述工作平面上设有沿工装方向延伸的滑轨,且所述支撑件具有能够在所述滑轨上滑动的滑动部。
8.根据权利要求7所述的一种铝电解槽漏勺制作工装,其特征在于:所述移动部的底端构造为可在所述滑轨上滑动。
9.根据权利要求1所述的一种铝电解槽漏勺制作工装,其特征在于:所述主体部成圆台形。
10.根据权利要求1所述的一种铝电解槽漏勺制作工装,其特征在于:所述主体部成半球形。
技术总结
本发明公开了一种铝电解槽漏勺制作工装,属于电解槽漏勺制造设备技术领域,该一种铝电解槽漏勺制作工装,包括第一工装单元,包括两在宽度方向上相对设置的定位柱体,所述勺柄能够套设在两定位柱体上;第二工装单元,包括至少两在工装方向上间距设置的支撑件,所述勺把通过所述支撑件上的第二支撑部进行支撑;第三工装单元。通过置分别对勺柄、勺把和漏勺进行预定位的第一工装单元、第二工装单元和第三工装单元,通过沿工装方向顺序设置的第一工装单元、第二工装单元和第三工装单元,能够使勺柄、勺把和漏勺以成品形态进行摆放并接触,从而使电解槽漏勺能够按照预定形状和尺寸进行焊接,提高成品质量。
技术研发人员:陈宁,井满清,韩玉海,朱明凯,万瀅,尹海峰
受保护的技术使用者:国家电投集团黄河上游水电开发有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!