一种同步精准去搅拌摩擦焊飞边装置的制作方法
本发明涉及搅拌摩擦焊,特别是涉及一种同步精准去搅拌摩擦焊飞边装置。
背景技术:
1、搅拌摩擦焊作为一种先进的固相连接技术与普通熔化焊相比,其具有焊接热输入小、焊接过程无污染、焊后变形小等优势,对铝合金、镁合金等轻金属焊接具有明显优势。搅拌摩擦焊通过搅拌头对焊缝金属的挤压摩擦及金属自身的塑性变形产热实现连接。焊接时,搅拌头与工件的垂直方向有2.5°的夹角,在搅拌头对金属的挤压、搅拌、摩擦过程中,小部分金属从搅拌头轴肩两侧溢出,与母材金属粘连,形成飞边。
2、搅拌摩擦焊飞边形状不规则,凸出焊缝及母材表面,影响焊缝美观的同时,严重影响了零件焊缝区域的平面度及光洁度。目前主要采用三种方式去除搅拌摩擦焊飞边。第一种是零部件焊接工序完成后,再增加一步焊缝表面铣削工序,这种去飞边的方式增加了零部件的制造工序,延长了制造周期,成本投入较大。第二种是采用跟随机构去除焊缝表面飞边,通常在搅拌摩擦焊机头后侧安装去飞边机构,该机构需要单独安装固定、单独驱动,空间尺寸较大,去飞边铣刀中心线距搅拌头中心线直线距离通常在150mm以上,无法铣削弧度较大的平面焊缝,不能实现二维平面焊接飞边的去除,因去飞边机构位于搅拌头后侧一定位置,完成焊接时,去飞边机构与搅拌头一起抬起,离开工件,导致焊缝最后150mm的飞边无法去除。第三种是把去飞边机构固定在搅拌头上,搅拌头驱动去飞边机构同轴旋转,这种机构的优点是空间尺寸小,缺点是去飞边机构与搅拌头同轴,去飞边机构的轴线与工件垂直方向有2.5°夹角,导致铣削加工面与零部件表面形成2.5度夹角,在精确铣削飞边的同时铣伤焊缝表面,不能用于精加工,铣刀与搅拌头贴合安装,不利于排削,易发生粘刀。
技术实现思路
1、(1)要解决的技术问题
2、本发明实施例提供了一种同步精准去搅拌摩擦焊飞边装置,解决现有搅拌摩擦焊飞边去除困难,且去除效果不理想的技术问题。
3、(2)技术方案
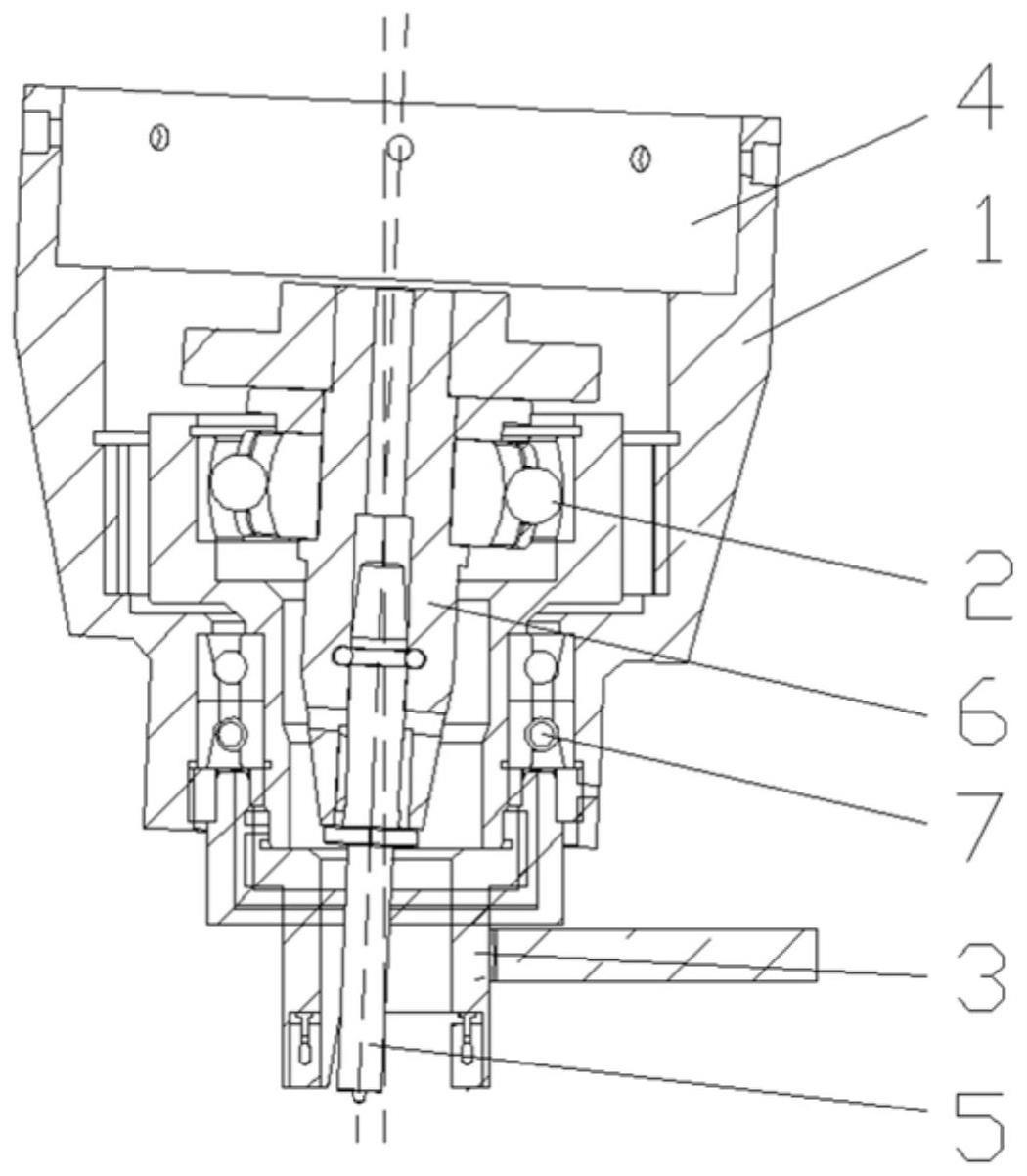
4、本发明的实施例提出了一种同步精准去搅拌摩擦焊飞边装置,包括:支架、驱动部件和铣削部件,所述支架安装于搅拌摩擦焊机的主轴壳体上,所述铣削部件与所述支架转动连接,且所述铣削部件的中心设置有供搅拌摩擦焊机的搅拌头穿过的通孔,所述铣削部件通过所述驱动部件与搅拌摩擦焊机的刀柄连接,通过所述刀柄旋转带动所述搅拌头进行搅拌摩擦焊,同时通过所述驱动部件带动所述铣削部件进行铣削飞边。
5、进一步地,所述驱动部件采用球笼联轴器,所述球笼联轴器的内圈与所述刀柄固定连接,所述球笼联轴器的外圈与所述铣削部件固定连接,通过所述球笼联轴器实现所述刀柄与所述铣削部件的变角度、等速转动。
6、进一步地,所述刀柄的轴线与所述铣削部件的中心线呈2.5°夹角。
7、进一步地,所述支架与所述铣削部件之间设置有内孔轴承。
8、进一步地,所述铣削部件包括刀具安装架和铣刀,所述铣刀设置在所述刀具安装架底部。
9、进一步地,所述铣刀通过拉钉装配在所述刀具安装架的拉爪上,拉爪安装在拉杆上,通过拉杆一端的液压件实现刀具夹紧。
10、进一步地,所述铣刀采用三角形铣刀片。
11、进一步地,所述搅拌头采用双键传动方式与所述刀柄连接,且所述搅拌头的上部区域通过卡簧与所述刀柄实现轴向固定。
12、(3)有益效果
13、综上,本发明通过刀柄旋转带动搅拌头进行搅拌摩擦焊,同时通过驱动部件带动铣削部件进行铣削飞边,去飞边动作与搅拌头焊接动作同步,实现直线焊缝、平面二维焊缝的飞边去除,末段焊缝未铣削长度缩短到25mm范围内。同时确保铣削部件的铣削端面与焊缝表面平行,而不受搅拌头的变角度影响,避免了铣伤工件表面,可实现精度0.01mm的高精度飞边铣削。本发明具有体积小、高精度、高同步性等优点,通过其变角度同步传动的特点,可实现焊铣复合操作一步完成,减少了产品的加工工序,缩减了制造时间,降低了制造成本。可应用于电池托盘、水冷板、列车壁板等多类型零件的加工制造,解决常规制造工艺难以制造和制造成本过高的问题。
技术特征:
1.一种同步精准去搅拌摩擦焊飞边装置,其特征在于,包括:支架、驱动部件和铣削部件,所述支架安装于搅拌摩擦焊机的主轴壳体上,所述铣削部件与所述支架转动连接,且所述铣削部件的中心设置有供搅拌摩擦焊机的搅拌头穿过的通孔,所述铣削部件通过所述驱动部件与搅拌摩擦焊机的刀柄连接,通过所述刀柄旋转带动所述搅拌头进行搅拌摩擦焊,同时通过所述驱动部件带动所述铣削部件进行铣削飞边。
2.根据权利要求1所述的一种同步精准去搅拌摩擦焊飞边装置,其特征在于,所述驱动部件采用球笼联轴器,所述球笼联轴器的内圈与所述刀柄固定连接,所述球笼联轴器的外圈与所述铣削部件固定连接,通过所述球笼联轴器实现所述刀柄与所述铣削部件的变角度、等速转动。
3.根据权利要求2所述的一种同步精准去搅拌摩擦焊飞边装置,其特征在于,所述刀柄的轴线与所述铣削部件的中心线呈2.5°夹角。
4.根据权利要求1所述的一种同步精准去搅拌摩擦焊飞边装置,其特征在于,所述支架与所述铣削部件之间设置有内孔轴承。
5.根据权利要求1所述的一种同步精准去搅拌摩擦焊飞边装置,其特征在于,所述铣削部件包括刀具安装架和铣刀,所述铣刀设置在所述刀具安装架底部。
6.根据权利要求5所述的一种同步精准去搅拌摩擦焊飞边装置,其特征在于,所述铣刀通过拉钉装配在所述刀具安装架的拉爪上,拉爪安装在拉杆上,通过拉杆一端的液压件实现刀具夹紧。
7.根据权利要求6所述的一种同步精准去搅拌摩擦焊飞边装置,其特征在于,所述铣刀采用三角形铣刀片。
8.根据权利要求1~7任一项所述的一种同步精准去搅拌摩擦焊飞边装置,其特征在于,所述搅拌头采用双键传动方式与所述刀柄连接,且所述搅拌头的上部区域通过卡簧与所述刀柄实现轴向固定。
技术总结
本发明涉及搅拌摩擦焊技术领域,特别是涉及一种同步精准去搅拌摩擦焊飞边装置。包括支架、驱动部件和铣削部件,支架安装于搅拌摩擦焊机的主轴壳体上,铣削部件与支架转动连接,且铣削部件的中心设置有供搅拌摩擦焊机的搅拌头穿过的通孔,铣削部件通过驱动部件与搅拌摩擦焊机的刀柄连接,通过刀柄旋转带动搅拌头进行搅拌摩擦焊,同时通过驱动部件带动铣削部件进行铣削飞边。本发明通过刀柄旋转带动搅拌头进行搅拌摩擦焊,同时通过驱动部件带动铣削部件进行铣削飞边,去飞边动作与搅拌头焊接动作同步,实现直线焊缝、平面二维焊缝的飞边去除,同时确保铣削部件的铣削端面与焊缝表面平行,而不受搅拌头的变角度影响,避免了铣伤工件表面。
技术研发人员:王楠,范强
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!