一种超长轴系安装工装及其安装方法与流程
本发明涉及一种工装及其安装方法,具体涉及一种超长轴系安装工装及其安装方法,用于在直径比较小的内孔内细长轴系安装,比如齿轮箱的扭力轴、传动轴等;该安装方法安装简单方便,安装精度高。
背景技术:
1、行星齿轮传动具有体积小、结构紧凑、功率密度高、传动比大、传动效率高等优点,是传递功率的重要传动形式之一,在汽车、船舶、航天、航空、石化等领域获得广泛应用。行星齿轮箱封闭功率流式试验台通常采用将试验行星齿轮箱与陪试行星齿轮箱的背靠背(输出端与输出端)通过联接机构相连;通过加载器并把输入端与输入端之间用超长传动轴系穿过试验行星齿轮箱与陪试行星齿轮箱的内部联接起来,形成封闭状态。在背靠背试验台搭建过程中,超长轴系穿过试验齿轮箱和陪试齿轮箱内部同轴内孔时,因内孔长度达几米、径向间隙最窄处以毫米计,安装视线受限、难度较大等难题,若再进行花键对或齿式联轴器的对齿,安装难度更大。
2、综上所述,现有背靠背试验台超长轴系存在安装困难且难以对齿的问题。
技术实现思路
1、本发明的目的是为了解决现有背靠背试验台超长轴系存在安装困难且难以对齿的问题。进而提供一种超长轴系安装工装及其安装方法。
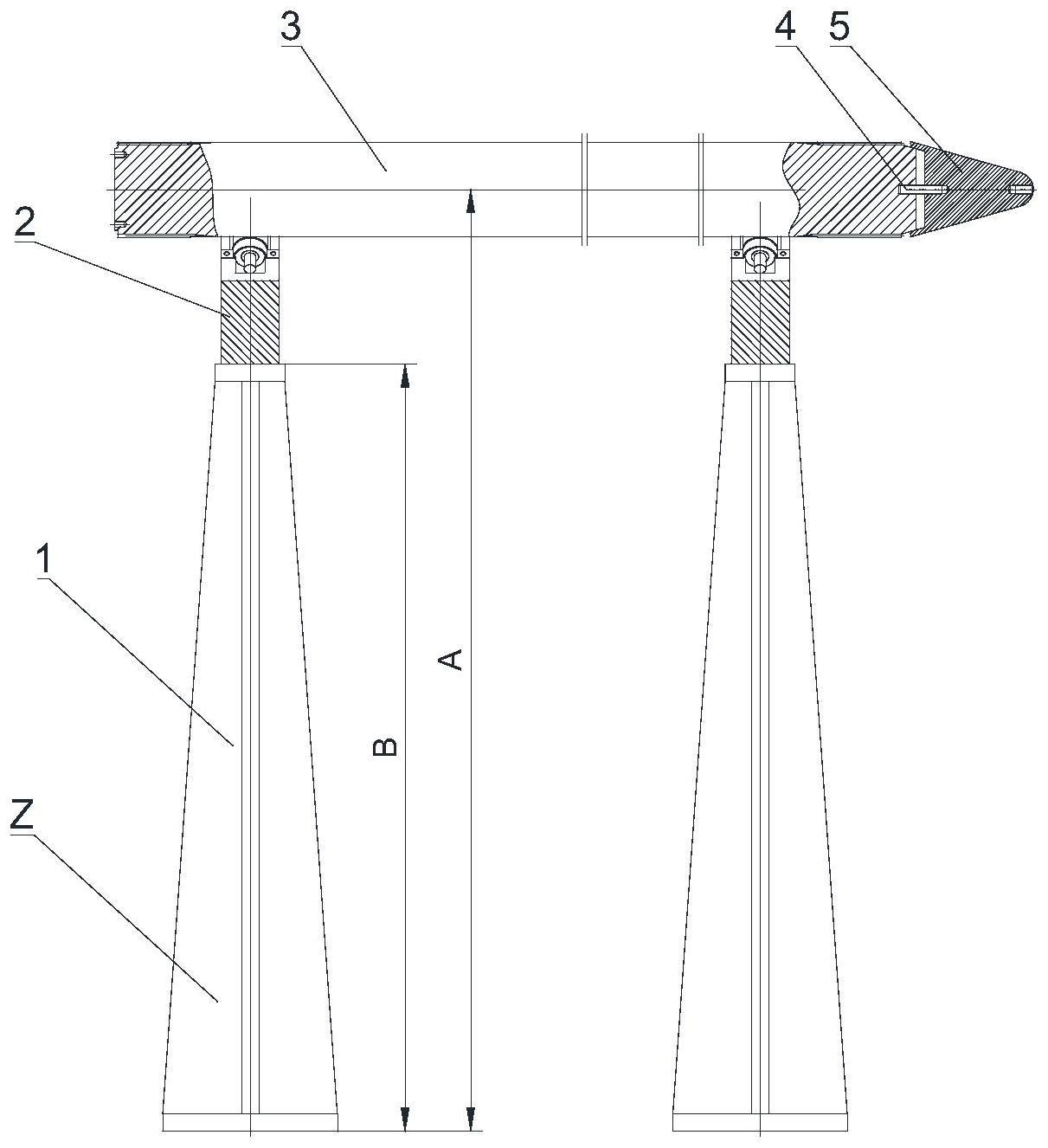
2、本发明的技术方案是:一种超长轴系安装工装包括多个工装本体,多个工装本体依次并排布置,每个工装本体均包括支架组件和托架组件,托架组件安装在支架组件的上端,托架组件包括托架和两个转动组件,托架的下端通过螺栓安装在支架组件的上端面上,托架的上部开设有“v”字形凹槽,两个转动组件分别转动安装在“v”字形凹槽的斜面上,轴系安装在托架组件的两个转动组件上。
3、进一步地,支架组件的上端截面面积小于下端截面面积。
4、进一步地,托架的下端面上开设有凹槽,所述凹槽卡装在支架组件的上端面上的凸起上。
5、进一步地,转动组件包括滚轮、两个轴承、两个螺母和两个垫片,“v”字形凹槽的斜面上开设有滚槽,滚轮的两侧分别通过一个轴承转动安装在“v”字形凹槽的斜面上,滚轮的两端分别通过一个螺母和一个垫片顶紧轴承。
6、进一步地,滚轮的两侧外径小于中部的外径,滚轮的中部卡装在滚槽内。
7、进一步地,轴系的轴线距离支架组件的底端面之间的距离为a,支架组件的高度为b,托架的下端面至轴系的轴线之间的距离为c,a=b+c。
8、进一步地,转动组件还包括两个轴承锁片,轴承锁片套装在垫片和轴承之间。
9、本发明还提供了一种超长轴系安装法,它包括以下步骤:
10、步骤一:当轴系安装前,在轴系的前进方向通过双头螺柱安装有涂有颜色的导向锥;
11、步骤二:将轴系放置在两组安装工装的滚轮上,沿着轴系的轴线方向将轴系推入到安装的内孔中,
12、步骤三:测量轴系与内孔的上、下、左、右四个方向的间隙并记录;
13、步骤四:通过调整工装的高度使得上下的间隙值一致,通过调整前后工装的水平位置使得左右间隙值一致;
14、步骤五:然后试将轴系推入到内孔的深处并在与对面的花键齿碰到后即将轴系拉出,观察导向锥的颜色划痕情况,判断花键齿和齿槽的圆周位置,并在露出的内孔侧面做好标识,卸下导向锥;
15、步骤六:按照对齿的方式,将轴系推入内孔中,根据轴向移动的距离判断花键齿是否已进入啮合区,最终完成轴系的安装。
16、进一步地,步骤三中的测量轴系与内孔上部的间隙为v1,测量轴系与内孔下部的间隙为v2,测量轴系与内孔左侧的间隙为h1,测量轴系与内孔右侧的间隙为h2。
17、进一步地,步骤四中的间隙值一致时,v1=v2,h1=h2。
18、本发明与现有技术相比具有以下效果:
19、1、本发明通过对超长轴系安装进行分析,设计出一种超长轴系安装方法,利用设计的安装工装,使超长轴系安装变得精确和方便。
20、2、本发明利用同轴线的特性,采用横向移动的安装方法,设计出一套用于安装的工装,实现行星齿轮箱背靠背试验台内孔中超长轴系的精确安装,同时还可以用于需要在狭小、长内孔中穿过细长轴的齿轮箱的安装。
21、3、本发明的安装方法简单方便。而且设计的工装简单,便于加工。适用于行星齿轮箱背靠背试验台超长轴系安装,尤其是批量产品试验。适用于齿轮箱狭小孔内细长扭力轴安装。
技术特征:
1.一种超长轴系安装工装,其特征在于:它包括多个工装本体(z),多个工装本体(z)依次并排布置,每个工装本体(z)均包括支架组件(1)和托架组件(2),托架组件(2)安装在支架组件(1)的上端,托架组件(2)包括托架(21)和两个转动组件,托架(21)的下端通过螺栓安装在支架组件(1)的上端面上,托架(21)的上部开设有“v”字形凹槽,两个转动组件分别转动安装在“v”字形凹槽的斜面上,轴系(3)安装在托架组件(2)的两个转动组件上。
2.根据权利要求1所述的一种超长轴系安装工装,其特征在于:支架组件(1)的上端截面面积小于下端截面面积。
3.根据权利要求1或2所述的一种超长轴系安装工装,其特征在于:托架(21)的下端面上开设有凹槽(27),所述凹槽(27)卡装在支架组件(1)的上端面上的凸起上。
4.根据权利要求3所述的一种超长轴系安装工装,其特征在于:转动组件包括滚轮(26)、两个轴承(22)、两个螺母(23)和两个垫片(24),“v”字形凹槽的斜面上开设有滚槽(28),滚轮(26)的两侧分别通过一个轴承(22)转动安装在“v”字形凹槽的斜面上,滚轮(26)的两端分别通过一个螺母(23)和一个垫片(24)顶紧轴承(22)。
5.根据权利要求4所述的一种超长轴系安装工装,其特征在于:滚轮(26)的两侧外径小于中部的外径,滚轮(26)的中部卡装在滚槽(28)内。
6.根据权利要求5所述的一种超长轴系安装工装,其特征在于:轴系(3)的轴线距离支架组件(1)的底端面之间的距离为(a),支架组件(1)的高度为b,托架(21)的下端面至轴系(3)的轴线之间的距离为c,a=b+c。
7.根据权利要求6所述的一种超长轴系安装工装,其特征在于:转动组件还包括两个轴承锁片(25),轴承锁片(25)套装在垫片(24)和轴承(22)之间。
8.一种超长轴系安装法,其特征在于:它包括以下步骤:
9.根据权利要求8所述的一种超长轴系安装方法,其特征在于:步骤三中的测量轴系(3)与内孔(6)上部的间隙为v1,测量轴系(3)与内孔(6)下部的间隙为v2,测量轴系(3)与内孔(6)左侧的间隙为h1,测量轴系(3)与内孔(6)右侧的间隙为h2。
10.根据权利要求9所述的一种超长轴系安装方法,其特征在于:步骤四中的间隙值一致时,v1=v2,h1=h2。
技术总结
一种超长轴系安装工装及其安装方法,它涉及一种工装及轴系安装方法。本发明为了解决现有背靠背试验台超长轴系存在安装困难且难以对齿的问题。本发明的工装本体均包括支架组件和托架组件,托架组件安装在支架组件的上端,托架的下端通过螺栓安装在支架组件的上端面上,托架的上部开设有“V”字形凹槽,两个转动组件分别转动安装在“V”字形凹槽的斜面上。在轴系的前进方向通过双头螺柱安装有涂有颜色的导向锥,将轴系放置在两组安装工装的滚轮上,推入内孔,测量轴系与内孔间隙。调整间隙值。将轴系推入内孔深处并碰到花键后拉出,判断花键齿和齿槽的圆周位置,做好标识,卸下导向锥。轴系推入内孔中完成轴系安装。本发明用于超长轴系安装。
技术研发人员:蒋立冬,常山,傅琳,岳彦炯
受保护的技术使用者:中国船舶集团有限公司第七0三研究所
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!