一种Y型过滤器45度弯头焊接管定位装夹装置及使用方法与流程
本发明涉及定位装夹装置,更具体地说,涉及一种y型过滤器45度弯头焊接管定位装夹装置及使用方法。
背景技术:
1、定位辅助装置是为零件的某一道工序加工而设计制造的,在产品相对稳定、批量较大的生产中使用;在生产过程中它能有效地降低工作时的劳动强度、提高劳动生产率、并获得较高的加工精度。
2、以前使用人工定位,须反复调整45度弯头焊接管的轴向及径向位置,以保证两个45度弯头焊接管端面的平行度及同轴度,操作困难且繁琐,焊接稳定性不高,生产效率很低,工人的劳动强度相当大。
技术实现思路
1、1.发明要解决的技术问题
2、针对现有技术存在的缺陷与不足,本发明提供了一种y型过滤器45度弯头焊接管定位装夹装置及使用方法,本发明在装夹结构上牢固可靠,有效地保证了y型过滤器上两个45度弯头焊接管端面的平行度及同轴度,此设计结构合理,定位精度高,使工作劳动强度大大减轻,且夹具结构简单,便于加工、选取及组装,可取得低成本高收益的成果。
3、2.技术方案
4、为达到上述目的,本发明提供的技术方案为:
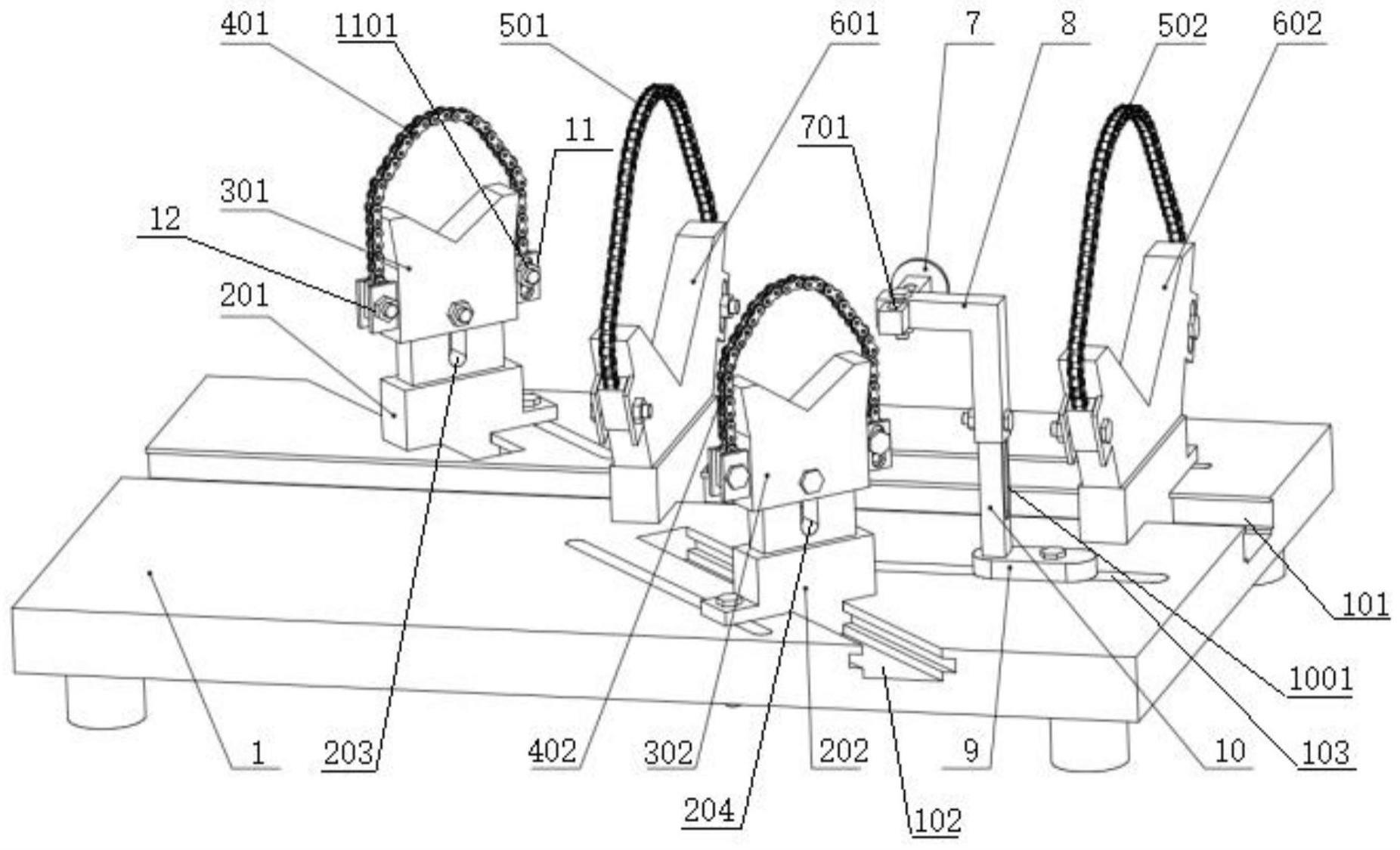
5、本发明的一种y型过滤器45度弯头焊接管定位装夹装置,包括底座,所述的底座的表面开设有第一腰型槽,第一腰型槽内安装有轴向定位块,底座与轴向定位块构成第一腰形槽导路移动副;轴向定位块的块体上连接有连接杆,连接杆的上端设置有垂直定位杆,垂直定位杆的一端活动连接有径向定位杆;
6、所述的底座的表面还分别开设有轴向十字槽和斜向十字槽;
7、所述的轴向十字槽内间隔设置有第一v型支撑座和第二v型支撑座;所述的斜向十字槽内间隔设置有第一斜向支撑座和第二斜向支撑座;
8、所述的第一斜向支撑座的上端设置有第一v型支撑块,第二斜向支撑座的上端设置有第二v型支撑块;
9、第一v型支撑块、第二v型支撑块的外侧分别设置有第一锁紧链条、第二锁紧链条;
10、第一v型支撑座和第二v型支撑座的外侧分别设置有第三锁紧链条、第四锁紧链条。
11、进一步地,所述的轴向定位块与连接杆通过螺栓固定,连接杆的杆身上开设有第一矩形孔,所述的垂直定位杆通过螺栓与连接杆的第一矩形孔固定并构成第一矩形导路移动副;
12、所述的径向定位杆的杆身上开设有第二矩形孔,所述的垂直定位杆通过螺栓与径向定位杆的第二矩形孔固定并构成第二矩形导路移动副。
13、进一步地,所述的第一斜向支撑座和第二斜向支撑座的表面分别开设有第三矩形孔、第四矩形孔;
14、第一v型支撑块通过螺栓与第三矩形孔固定并与第一斜向支撑座构成第三矩形导路移动副;
15、第二斜向支撑座通过螺栓与第四矩形孔固定并与第二斜向支撑座构成第四矩形导路移动副。
16、进一步地,所述的第一v型支撑座、第二v型支撑座、第一v型支撑块和第二v型支撑块的两侧均分别设置有链条活动端和链条固定端;链条活动端的表面开设有第五矩形孔;
17、所述的第一锁紧链条、第二锁紧链条、第三锁紧链条、第四锁紧链条的一端分别与链条固定端固定,第一锁紧链条、第二锁紧链条、第三锁紧链条、第四锁紧链条的另一端分别与第五矩形孔通过螺栓锁紧。
18、进一步地,所述的第一v型支撑座、第二v型支撑座、第一斜向支撑座和第二斜向支撑座分别通过螺栓与底座固定并构成十字型导路移动副;
19、所述的第一v型支撑座和第二v型支撑座分别沿轴向十字槽滑动调节;第一斜向支撑座和第二斜向支撑座分别沿斜向十字槽滑动调节以适应不同长度的过滤器筒体及筒体与接管的移动配合。
20、进一步地,所述的第一v型支撑块与第一斜向支撑座相对调节,第二v型支撑块与第二斜向支撑座相对调节以适应不同直径的过滤器筒体及保证度弯头焊接管间的水平定位。
21、进一步地,所述的轴向定位块相对底座调节,垂直定位杆相对连接杆调节,径向定位杆相对垂直定位杆调节,以适应不同直径的过滤器筒体侧面开孔的垂直定位。
22、一种y型过滤器45度弯头焊接管定位装夹装置及使用方法,其步骤为:
23、步骤一:将y型过滤器筒体摆放到第一v型支撑座和第二v型支撑座上;
24、步骤二:调节轴向定位块、连接杆、垂直定位杆、径向定位杆,使径向定位杆端面的圆与过滤器筒体侧面开孔内圆相切,使用第三锁紧链条、第四锁紧链条固定筒体;
25、步骤三:调节移开径向定位杆,度弯头焊接管摆放到第一v型支撑块、第二v型支撑块上,使用第一锁紧链条、第二锁紧链条说固定,;
26、步骤四:移动第一v型支撑块、第二v型支撑块使接管与筒体在同一水平面上并锁紧螺栓、螺母;
27、步骤五:移动第一v型支撑座、第二v型支撑座、第一斜向支撑座和第二斜向支撑座使接管端面与筒体配合,配合后锁紧螺栓、螺母。
28、3.有益效果
29、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
30、本发明在装夹结构上牢固可靠,有效地保证了y型过滤器上两个45度弯头焊接管端面的平行度及同轴度,此设计结构合理,定位精度高,使工作劳动强度大大减轻,且夹具结构简单,便于加工、选取及组装,可取得低成本高收益的成果。。
技术特征:
1.一种y型过滤器45度弯头焊接管定位装夹装置,包括底座(1),其特征在于:所述的底座(1)的表面开设有第一腰型槽(103),第一腰型槽(103)内安装有轴向定位块(9),底座(1)与轴向定位块(9)构成第一腰形槽导路移动副;轴向定位块(9)的块体上连接有连接杆(10),连接杆(10)的上端设置有垂直定位杆(8),垂直定位杆(8)的一端活动连接有径向定位杆(7);
2.根据权利要求1所述的一种y型过滤器45度弯头焊接管定位装夹装置,其特征在于:所述的轴向定位块(9)与连接杆(10)通过螺栓固定,连接杆(10)的杆身上开设有第一矩形孔(1001),所述的垂直定位杆(8)通过螺栓与连接杆(10)的第一矩形孔(1001)固定并构成第一矩形导路移动副;
3.根据权利要求1所述的一种y型过滤器45度弯头焊接管定位装夹装置,其特征在于:所述的第一斜向支撑座(201)和第二斜向支撑座(202)的表面分别开设有第三矩形孔(203)、第四矩形孔(204);
4.根据权利要求1所述的一种y型过滤器45度弯头焊接管定位装夹装置,其特征在于:所述的第一v型支撑座(601)、第二v型支撑座(602)、第一v型支撑块(301)和第二v型支撑块(302)的两侧均分别设置有链条活动端(11)和链条固定端(12);链条活动端(11)的表面开设有第五矩形孔(1101);
5.根据权利要求1所述的一种y型过滤器45度弯头焊接管定位装夹装置,其特征在于:所述的第一v型支撑座(601)、第二v型支撑座(602)、第一斜向支撑座(201)和第二斜向支撑座(202)分别通过螺栓与底座(1)固定并构成十字型导路移动副;
6.根据权利要求1所述的一种y型过滤器45度弯头焊接管定位装夹装置,其特征在于:所述的第一v型支撑块(301)与第一斜向支撑座(201)相对调节,第二v型支撑块(302)与第二斜向支撑座(202)相对调节以适应不同直径的过滤器筒体及保证45度弯头焊接管间的水平定位。
7.根据权利要求1所述的一种y型过滤器45度弯头焊接管定位装夹装置,其特征在于:所述的轴向定位块(9)相对底座(1)调节,垂直定位杆(8)相对连接杆(10)调节,径向定位杆(7)相对垂直定位杆(8)调节,以适应不同直径的过滤器筒体侧面开孔的垂直定位。
8.根据权利要求1所述的一种y型过滤器45度弯头焊接管定位装夹装置及使用方法,其特征在于:其步骤为:
技术总结
本发明公开了一种Y型过滤器45度弯头焊接管定位装夹装置及使用方法,属于定位装夹装置技术领域。本发明包括底座,所述的底座的表面分别开设有轴向十字槽和斜向十字槽;所述的轴向十字槽内间隔设置有第一V型支撑座和第二V型支撑座;所述的斜向十字槽内间隔设置有第一斜向支撑座和第二斜向支撑座;所述的第一斜向支撑座的上端设置有第一V型支撑块,第二斜向支撑座的上端设置有第二V型支撑块。本发明在装夹结构上牢固可靠,有效地保证了Y型过滤器上两个45度弯头焊接管端面的平行度及同轴度,此设计结构合理,定位精度高,使工作劳动强度大大减轻,且夹具结构简单,便于加工、选取及组装,可取得低成本高收益的成果。
技术研发人员:章礼春,俞俊杰
受保护的技术使用者:安徽菲利特过滤系统股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!