一种焊接工艺装备的制作方法
本发明涉及焊接工艺,特别涉及一种焊接工艺装备。
背景技术:
1、使用焊接设备对焊接组件进行焊接时首先需要对焊接组件进行定位固定,以保证焊接的准确度。现有焊接工艺装备使用过程当中,预焊后进行激光焊接,一般采用人力进行定位,但工人长时间对零件进行焊接,焊接效率比较低下,且容易由对位误差,影响焊接的准确性,即未能很好保证每次装夹重复定位的一致性与可靠性,导致焊接产品的一次焊接合格率低。
技术实现思路
1、为能解决上述现有技术的至少一个缺点,本发明提供一种焊接工艺装备,包括:
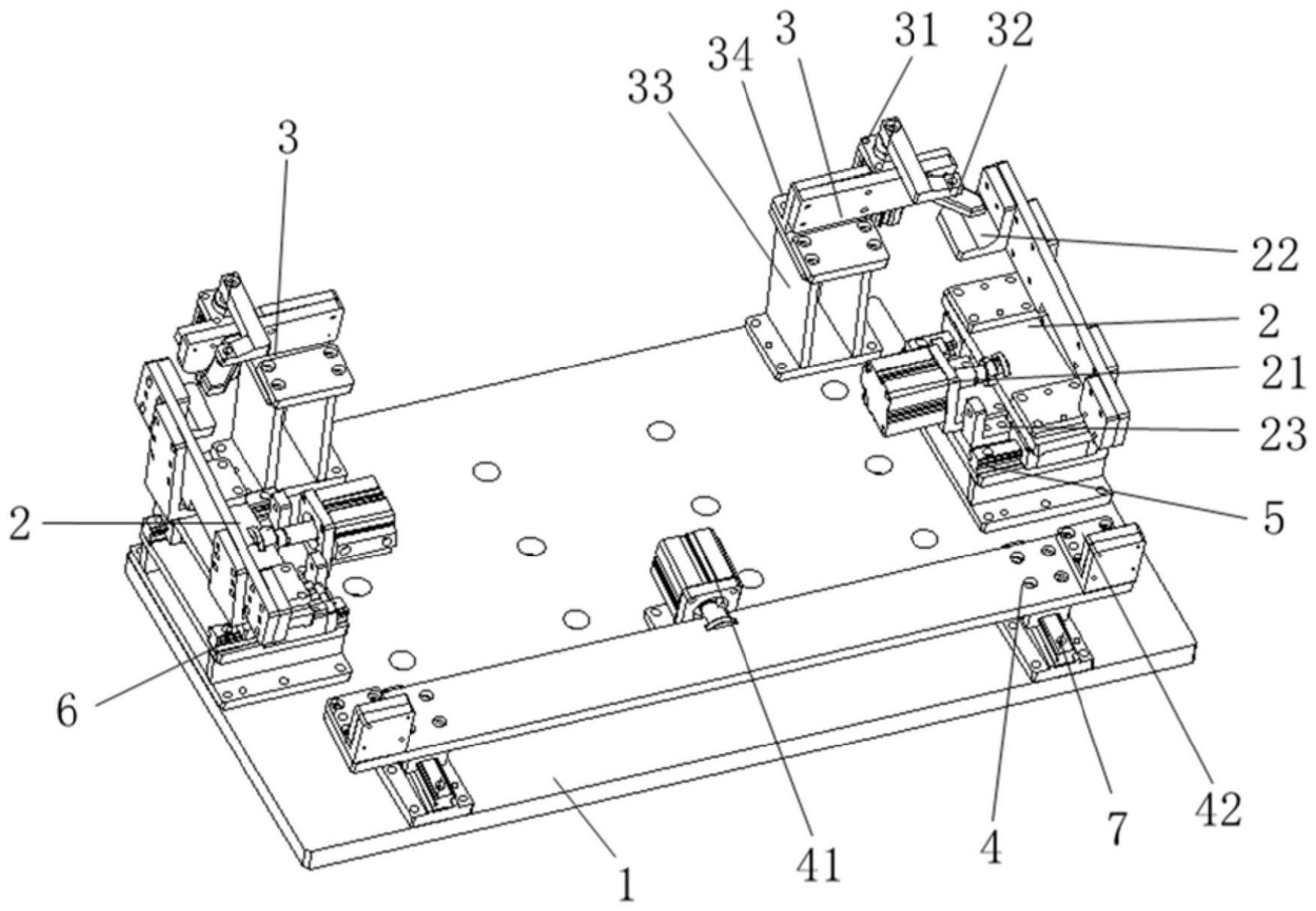
2、底部基座、第一定位组件、第二定位组件和第三定位组件,待焊接零件放置于所述第一定位组件、第二定位组件和第三定位组件上;其中,
3、所述底部基座的第一侧和第二侧对称设有第一滑动机构和第二滑动机构;所述第一滑动机构和所述第二滑动机构沿所述底部基座的第一轴线方向上提供相对方向的滑动位移;所述底部基座的第三侧设有第三滑动机构,所述第三滑动机构沿所述底部基座的第二轴线方向上提供滑动位移;
4、所述第一定位组件包括两个第一定位单元,每个所述第一定位单元包括第一移位机构和第一压紧机构,每个所述第一移位机构分别与所述第一滑动机构和所述第二滑动机构滑动连接;所述第一压紧机构位于所述第一移位机构的上方;每个所述第一移位机构带动每个所述第一压紧机构侧压,分别对所述待焊接零件的第一边和第二边提供第一压紧力;所述第一边与所述第二边平行;
5、所述第二定位组件与所述底部基座固定连接,所述第二定位组件包括两个第二定位单元,每个所述第二定位单元包括第二移位机构和第二压紧机构,所述第二移位机构带动所述第二压紧机构下压对所述待焊接零件提供朝向所述底部基座的第二压紧力;
6、所述第三定位组件包括第三移位机构和第三压紧机构,所述第三移位机构与所述第三滑动机构滑动连接,所述第三压紧机构位于所述第三移位机构的上方,所述第三移位机构带动所述第三压紧机构侧压对所述待焊接零件的第三边提供第三压紧力。
7、可选地,每个所述第一定位单元中的所述第一移位机构包括第一驱动件和第一移位件,所述第一移位件与所述第一压紧机构固定连接;每个所述第一驱动件带动每个所述第一移位件分别沿所述第一滑动机构和所述第二滑动机构滑动;
8、所述第三移位机构包括第三驱动件和第三移位件,所述第三移位件与所述第三压紧机构固定连接;所述第三驱动件带动所述第三移位件沿所述第三滑轨机构滑动。
9、可选地,每个所述第一定位单元还包括第一限位机构,所述第一限位机构的限位端朝向所述第一移位件;每个所述第一限位机构用于对每个所述第一移位件分别沿所述第一滑动机构和所述第二滑动机构的滑动位移进行限位。
10、可选地,所述第一限位机构呈l型,所述第一限位机构的高度不超过所述待焊接零件所在的平面。
11、可选地,每个所述第二定位单元中的所述第二移位机构包括第二驱动件和第二移位件,所述第二移位件与所述第二压紧机构固定连接;每个所述第二驱动件带动每个所述第二移位件旋转升降移动。
12、可选地,每个所述第一压紧机构包括第一压力面和第一支撑面,每个所述第一压力面分别对所述待焊接零件的所述第一边和所述第二边提供所述第一压紧力;所述第一支撑面对所述待焊接零件提供背向所述底部基座的第一支撑力。
13、可选地,每个所述第二定位单元还包括固定台和连接部,所述固定台的一端面与所述底部基座固定连接,所述固定台的另一端面通过连接部与所述第二移位机构固定连接;
14、所述固定台的另一端面还设有第二支撑面,所述第二支撑面对所述待焊接零件提供背向所述底部基座的第二支撑力。
15、可选地,所述第三压紧机构包括第三压力面和第三支撑面,所述第三压力面对所述待焊接零件的所述第三边提供所述第三压紧力;所述第三支撑面对所述待焊接零件提供背向所述底部基座的第三支撑力。
16、可选地,所述连接部还连接有第四压力面,所述第四压力面对所述待焊接零件的所述第四边提供第四压紧力;所述第四边与所述第三边平行。
17、可选地,所述第一支撑面、所述第二支撑面和所述第三支撑面在同一平面。
18、采用上述技术方案,本发明具有如下有益效果:
19、本发明所提供的焊接工艺装备,在底部基座上设置第一定位组件、第二定位组件和第三定位组件,第一定位组件通过第一滑动机构和第二滑动机构提供的滑动位移对待焊接零件提供的侧边提供第一压紧力,第二定位组件下压对待焊接零件提供向下的第二压紧力,第三定位组件通过第三滑动机构提供的滑动位移对待焊接零件的侧边提供第三压紧力,即待焊接零件的各侧边以及顶部被压紧固定,实现待焊接零件的精准定位,无需人工定位,提高焊接效率和产品合格率。
20、本发明其它特征和优点将在随后具体实施方式部分予以详细说明。
技术特征:
1.一种焊接工艺装备,其特征在于,包括:
2.根据权利要求1所述的焊接工艺装备,其特征在于,每个所述第一定位单元中的所述第一移位机构(21)包括第一驱动件(211)和第一移位件(212),所述第一移位件(212)与所述第一压紧机构(22)固定连接;每个所述第一驱动件(211)带动每个所述第一移位件(212)分别沿所述第一滑动机构(5)和所述第二滑动机构(6)滑动;
3.根据权利要求2所述的焊接工艺装备,其特征在于,每个所述第一定位单元还包括第一限位机构(23),所述第一限位机构(23)的限位端(231)朝向所述第一移位件(212);每个所述第一限位机构(23)用于对每个所述第一移位件(212)分别沿所述第一滑动机构(5)和所述第二滑动机构(6)的滑动位移进行限位。
4.根据权利要求3所述的焊接工艺装备,其特征在于,所述第一限位机构(23)呈l型,所述第一限位机构(23)的高度不超过所述待焊接零件(8)所在的平面。
5.根据权利要求1所述的焊接工艺装备,其特征在于,每个所述第二定位单元中的所述第二移位机构(31)包括第二驱动件(311)和第二移位件(312),所述第二移位件(312)与所述第二压紧机构(32)固定连接;每个所述第二驱动件(311)带动每个所述第二移位件(312)旋转升降移动。
6.根据权利要求1所述的焊接工艺装备,其特征在于,每个所述第一压紧机构(22)包括第一压力面(221)和第一支撑面(222),每个所述第一压力面(221)分别对所述待焊接零件(8)的所述第一边和所述第二边提供所述第一压紧力;所述第一支撑面(222)对所述待焊接零件(8)提供背向所述底部基座(1)的第一支撑力。
7.根据权利要求1所述的焊接工艺装备,其特征在于,每个所述第二定位单元还包括固定台(33)和连接部(34),所述固定台(33)的一端面与所述底部基座(1)固定连接,所述固定台(33)的另一端面通过连接部(34)与所述第二移位机构(31)固定连接;
8.根据权利要求7所述的焊接工艺装备,其特征在于,所述第三压紧机构(42)包括第三压力面(421)和第三支撑面(422),所述第三压力面(421)对所述待焊接零件(8)的所述第三边提供所述第三压紧力;所述第三支撑面(422)对所述待焊接零件(8)提供背向所述底部基座(1)的第三支撑力。
9.根据权利要求8任一项所述的焊接工艺装备,其特征在于,所述连接部(34)还连接有第四压力面(341),所述第四压力面(341)对所述待焊接零件(8)的所述第四边提供第四压紧力;所述第四边与所述第三边平行。
10.根据权利要求6-9任一项所述的焊接工艺装备,其特征在于,所述第一支撑面(222)、所述第二支撑面(331)和所述第三支撑面(422)在同一平面。
技术总结
本发明提供一种焊接工艺装备,涉及焊接工艺技术领域,包括底部基座、第一定位组件、第二定位组件和第三定位组件,第一定位组件与第一滑动机构和第二滑动机构连接,第一移位机构带动第一压紧机构侧压,分别对待焊接零件的第一边和第二边提供第一压紧力,第二移位机构带动第二压紧机构下压对待焊接零件提供朝向底部基座的第二压紧力,第二定位组件固定在底部基座上,第三定位组件与第三滑动机构滑动连接,第三移位机构带动第三压紧机构侧压对待焊接零件的第三边提供第三压紧力。即待焊接零件的各侧边以及顶部被压紧固定,实现待焊接零件的精准定位,无需人工定位,提高焊接效率和产品合格率。
技术研发人员:陈月华,周希斌,童洋钦,李凯,黄金钿
受保护的技术使用者:浙江亿田智能厨电股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!