一种动力电源防护顶盖的冲压装置及其冲压方法与流程
本发明涉及冲压装置,具体为一种动力电源防护顶盖的冲压装置及其冲压方法。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方式。
2、在进行动力电源防护顶盖也需要使用冲压工艺进行制造,在进行冲压时通常是将弯曲工艺和冲孔工艺相互分离,而为了方便弯曲时的定位,通常是先将物料进行冲孔,在冲孔后再对物料进行弯曲,但在冲孔后会出现废料,虽然大部分的废料会随着废料口落下不会对后续的零件产生影响,但有些细小的废料往往会附着在物料和模具之间,之后在进行弯曲工艺时容易将细小的废料与物料压合在一起,造成瑕疵件的产生,严重影响生产效率;并且将弯曲工艺和冲孔工艺相互分离需要进行两次定位,费时费力。
技术实现思路
1、本发明的目的在于提供一种动力电源防护顶盖的冲压装置及其冲压方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
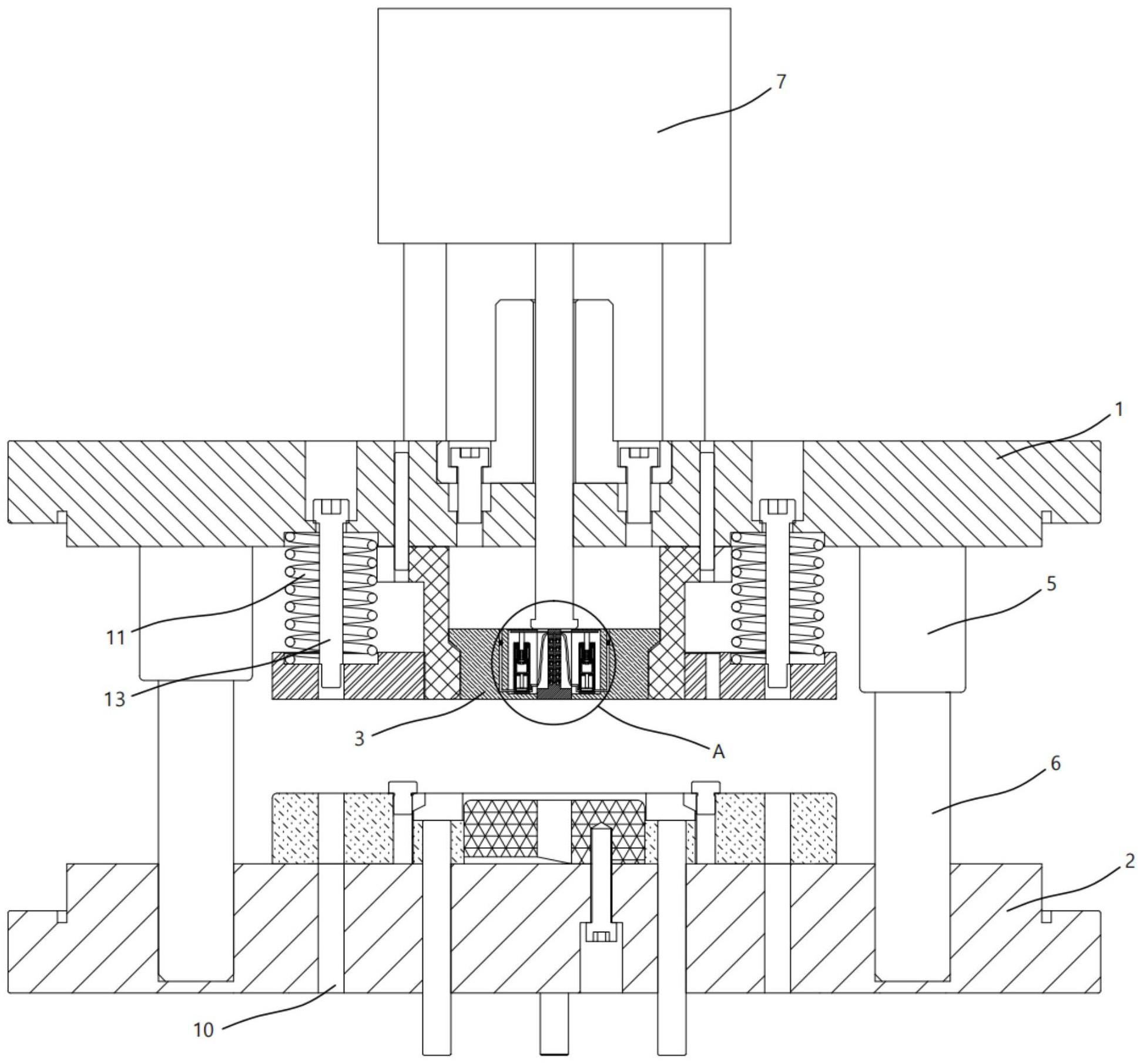
3、一方面,提供一种冲压装置,用于制造动力电源防护顶盖,所述冲压装置包括:
4、基架,所述基架包括上模具和下模具;
5、冲孔组件,所述冲孔组件用于对所述上模具和下模具之间的物料进行冲孔;
6、升降组件,所述升降组件用于在对所述物料进行冲孔结束后通过改变所述上模具和下模具之间的距离从而使物料进行弯曲;
7、脱料组件,所述脱料组件用于将物料和上模具进行分离;以及
8、清理组件,所述清理组件用于在冲孔完成后所述脱料组件对所述物料与上模具分离时对所述冲孔组件冲压出的孔的周围进行清理。
9、优选的,所述上模具设置有弯曲块,所述下模具设置有冲压孔,所述冲压孔和所述弯曲块相互对应设置。
10、优选的,所述弯曲块开设有安装孔,所述冲孔组件为冲孔杆,所述冲孔杆设置于所述安装孔,所述冲孔杆用于对物料进行冲孔。
11、优选的,所述升降组件包括液压套杆、液压推杆和液压缸,所述液压套杆设置于所述上模具,所述液压推杆设置于所述下模具,所述液压套杆套设于所述液压推杆,所述液压缸设置于所述上模具顶部,所述液压缸用于存放压力油。
12、优选的,所述下模块开设有通孔,所述脱料组件包括脱料连杆、移动板和脱料弹簧,所述脱料连杆设置于所述上模具,所述脱料连杆活动插设于所述移动板,在进行冲压时所述脱料连杆插设于所述通孔,所述脱料弹簧两端分别连接于所述上模具和移动板。
13、优选的,所述清理组件包括吸气机构、导管和吹气机构,所述吸气机构设置于所述弯曲块,所述吹气机构设置于所述冲孔杆,所述吸气机构和吹气机构通过所述导管相互连接,所述吸气机构用于为所述吹气机构进行集气,所述吹气机构用于对孔周围进行吹气清理。
14、优选的,所述弯曲块开设有安装槽,所述安装槽侧壁设置有吸气孔,所述吸气孔设置有单向气阀,所述吸气机构设置于所述安装槽。
15、优选的,所述吸气机构包括同步连杆、安装块、吸气推杆、齿轮杆和密封杆,所述同步连杆两端分别连接于所述吸气推杆和冲孔杆,所述安装块设置有啮合腔和吸气腔,所述吸气推杆和齿轮杆设置于所述啮合腔,所述吸气推杆一端设有齿条一,所述齿条一与所述齿轮杆相互啮合,所述密封杆分为齿条二和密封块,所述齿条二与所述齿轮杆相互啮合,所述密封块设置于所述吸气腔,所述吸气腔与所述吸气孔相互连通。
16、优选的,所述冲孔杆设置有吹气孔,所述吹气组件包括安装杆、旋转齿轮、卡接块和吹气管,所述安装杆连接于所述吹气孔,所述旋转齿轮连接于所述安装杆,所述卡接块设置于所述吹气管两端,所述吹气管两端分别连接于所述旋转齿轮的齿间和所述导管。
17、另一方面,提供一种冲压方法,用于使用上述的冲压装置,包括如下步骤:
18、a,将物料放置于所述上模具和下模具之间的预定位置;
19、b,启动升降组件缩短上模具和下模具之间的距离从而对物料进行冲压使其弯曲;
20、c,在上模具和下模具运动到设置的位置后,冲孔杆启动对物料进行冲孔;
21、d,在冲孔杆向下进行运动时,吸气推杆通过同步连杆的带动会和冲孔杆进行同步运动从而将空气吸入吸气腔;
22、e,冲孔结束后,冲孔杆上移,通过齿轮杆、齿条一和齿条二的相互配合使密封块将吸气腔中的空气通过吹气管排出;
23、f,在冲孔杆上移时,旋转齿轮启动带动吹气管进行转动对冲孔周围进行吹气清理。
24、与现有技术相比,本发明的有益效果是:本发明将冲孔杆设置于弯曲块内部,在冲孔杆下移时通过清理组件中的吸气机构进行集气,在冲孔完成冲孔杆进行上移时吹气机构会对物料进行吹气清洁,之后直接进行弯曲工艺;整个过程将弯曲工艺和冲孔工艺进行合并因此只需要定位一次,不需要进行重复的定位,同时通过清理机构的设置可以使冲孔杆在完成冲孔工艺后即可自动进行清理,不需要进行额外的清洁,大幅提高了动力电源防护顶盖制造时的生产效率和良品率,值得大范围推广。
技术特征:
1.一种冲压装置,用于制造动力电源防护顶盖,其特征在于,所述冲压装置包括:
2.根据权利要求1所述的一种冲压装置,其特征在于:所述上模具设置有弯曲块,所述下模具设置有冲压孔,所述冲压孔和所述弯曲块相互对应设置。
3.根据权利要求2所述的一种冲压装置,其特征在于:所述弯曲块开设有安装孔,所述冲孔组件为冲孔杆,所述冲孔杆设置于所述安装孔,所述冲孔杆用于对物料进行冲孔。
4.根据权利要求3所述的一种冲压装置,其特征在于:所述升降组件包括液压套杆、液压推杆和液压缸,所述液压套杆设置于所述上模具,所述液压推杆设置于所述下模具,所述液压套杆套设于所述液压推杆,所述液压缸设置于所述上模具顶部,所述液压缸用于存放压力油。
5.根据权利要求4所述的一种冲压装置,其特征在于:所述下模块开设有通孔,所述脱料组件包括脱料连杆、移动板和脱料弹簧,所述脱料连杆设置于所述上模具,所述脱料连杆活动插设于所述移动板,在进行冲压时所述脱料连杆插设于所述通孔,所述脱料弹簧两端分别连接于所述上模具和移动板。
6.根据权利要求5所述的一种冲压装置,其特征在于:所述清理组件包括吸气机构、导管和吹气机构,所述吸气机构设置于所述弯曲块,所述吹气机构设置于所述冲孔杆,所述吸气机构和吹气机构通过所述导管相互连接,所述吸气机构用于为所述吹气机构进行集气,所述吹气机构用于对孔周围进行吹气清理。
7.根据权利要求6所述的一种冲压装置,其特征在于:所述弯曲块开设有安装槽,所述安装槽侧壁设置有吸气孔,所述吸气孔设置有单向气阀,所述吸气机构设置于所述安装槽。
8.根据权利要求7所述的一种冲压装置,其特征在于:所述吸气机构包括同步连杆、安装块、吸气推杆、齿轮杆和密封杆,所述同步连杆两端分别连接于所述吸气推杆和冲孔杆,所述安装块设置有啮合腔和吸气腔,所述吸气推杆和齿轮杆设置于所述啮合腔,所述吸气推杆一端设有齿条一,所述齿条一与所述齿轮杆相互啮合,所述密封杆分为齿条二和密封块,所述齿条二与所述齿轮杆相互啮合,所述密封块设置于所述吸气腔,所述吸气腔与所述吸气孔相互连通。
9.根据权利要求7所述的一种冲压装置,其特征在于:所述冲孔杆设置有吹气孔,所述吹气组件包括安装杆、旋转齿轮、卡接块和吹气管,所述安装杆连接于所述吹气孔,所述旋转齿轮连接于所述安装杆,所述卡接块设置于所述吹气管两端,所述吹气管两端分别连接于所述旋转齿轮的齿间和所述导管。
10.一种冲压方法,用于使用上述权利要求1-9任意一项所述冲压装置,其特征在于,包括如下步骤:
技术总结
本发明涉及冲压装置技术领域,尤其为一种动力电源防护顶盖的冲压装置及其冲压方法,其中冲压装置,包括:基架,基架包括上模具和下模具;冲孔组件,冲孔组件用于对上模具和下模具之间的物料进行冲孔;升降组件,升降组件用于在冲孔结束后改变上模具和下模具之间的距离从而使物料进行弯曲;脱料组件;清理组件,清清理组件用于在冲孔完成后脱料组件对物料与上模具分离时对冲孔组件冲压出的孔的周围进行清理;本发明将弯曲工艺和冲孔工艺进行合并因此避免重复定位,同时通过清理机构的设置可以使冲孔杆在完成冲孔工艺后即可自动进行清理,不需要进行额外的清洁,大幅提高了动力电源防护顶盖制造时的生产效率和良品率,值得大范围推广。
技术研发人员:马学全
受保护的技术使用者:苏州金利美金属科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!