一种铝单板加工冲压设备的制作方法
本申请涉及铝单板冲压,具体为一种铝单板加工冲压设备。
背景技术:
1、铝单板是指经过铬化等处理后,再采用氟碳喷涂技术,加工形成的建筑装饰材料。铝单板在生产过程中常需要根据实际使用场合进行冲压加工,以在铝单板上加工出镂空图案,或将铝单板冲压为波浪形结构,波浪铝单板常用作幕墙装饰材料。
2、根据冲压出的凹槽形状的不同,波浪形铝单板又可分为方形波浪与弧形波浪,在针对方形波浪铝单板进行冲压加工时,常见的冲压方式包括两种:一种是采用一次性冲压的方式将多个方形波浪槽加工成型,另一种则是每次仅冲压一个方形波浪槽,经过多次冲压后将多个方形波浪槽加工成型。
3、第一种加工方式工作效率较高,但一次性冲压成型的方式势必会使铝单板延展过多,导致铝单板冲压处的厚度明显变薄,影响方形波浪铝单板的结构强度,第二种加工方式能够逐步进行冲压作业,防止铝单板延展过度导致结构强度降低的问题,但需要对铝单板每次相对冲压头移动的距离恒定,并且不能在移动过程中发生偏移,控制精度要求较高,为保证精度,前后两次冲压作业的时间间隔较长,工作效率受到一定的影响。
4、为了解决上述技术问题,在防止铝单板延展过度并保证位置精度的前提下,提高铝单板的冲压效率,本申请提供了一种铝单板加工冲压设备。
技术实现思路
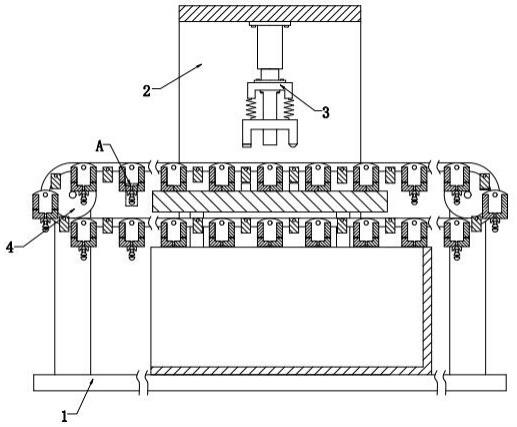
1、为了实现上述目的,本申请提供了一种铝单板加工冲压设备,包括底座、u型架、冲压装置与输送装置,所述的底座上端安装有输送装置,输送装置上方设置有冲压装置,冲压装置安装在底部与底座固定连接的u型架上。
2、所述的输送装置包括带式输送机构、安装在带式输送机构上的定型模具以及用于对定型模具进行承托的支撑台,带式输送机构安装在底座上,带式输送机构上均匀转动安装有定型模具,部分定型模具底部与支撑台顶部紧贴,支撑台安装在底座上。
3、所述的定型模具包括转动板,转动板转动安装在带式输送机构上,转动板数量为二,两个转动板在底座宽度方向上相对设置,两个转动板之间滑动安装有两个相对滑动设置的l形的定型板,两个定型板之间连接有弹簧,且两个定型板之间安装有松紧组件。
4、所述的输送装置用于对铝单板进行间歇输送,配合冲压装置连续地对铝单板进行逐级冲压处理。
5、在一种可能的实现方式中,所述的冲压装置包括液压缸,液压缸固定安装在u型架下端,液压缸输出端安装有安装架,安装架中部安装有冲压头,冲压头下端滑动贯穿定位架,定位架上端通过弹簧与安装架连接,定位架为n字型结构,定位架一侧竖直段下端安装有橡胶垫,另一侧竖直端转动安装有滚柱。
6、在一种可能的实现方式中,所述的带式输送机构包括两个在底座长度方向上相对分布的同步杆,同步杆两端均安装有转动轮,在底座长度方向上相对分布的转动轮之间通过输送带连接。
7、在一种可能的实现方式中,所述的转动板转动安装在两个输送带之间,在重力作用下,转动板与定型板在输送带移动过程中始终呈开口向上的u字型设置,转动板顶部高于定型板顶部。
8、在一种可能的实现方式中,所述的支撑台沿底座宽度方向设置的两个侧壁上均安装有两个上下对称分布的导向滑轨,两个导向滑轨沿底座长度方向设置的两端均向相互远离的方向倾斜。
9、在一种可能的实现方式中,两个输送带之间转动安装有与定型模具相间分布的承托板,承托板顶部与定型板顶部平齐,支撑台上端安装有两组在其长度方向上对称分布的支撑件,两组支撑件分别与定位架的两个竖直段对应,每组支撑件由两个通过l形杆安装在支撑台上的支撑块组成,两个支撑块在支撑台宽度方向上对称分布,两个支撑块之间的距离大于定型模具与支撑台的宽度,支撑块上端转动安装有滚珠。
10、在一种可能的实现方式中,所述的松紧组件包括固定块与连接块,固定块通过l形杆与转动板连接,连接块数量为二,分别安装在两个定型板水平段下端,固定块上端与升降块下端滑动连接,固定块与升降块之间连接有弹簧,固定块与升降块截面为相对分布的半圆形结构,升降块上端安装有挤压块,挤压块沿底座长度方向设置的两侧与连接块滑动连接,挤压块的截面为等腰梯形,挤压块与连接块的配合面为斜面。
11、在一种可能的实现方式中,所述的输送带侧壁上均匀开设有多个一号安装孔与二号安装孔,一号安装孔与二号安装孔相间分布,一号安装孔与转动板位置对应,二号安装孔与承托板位置对应,转动板与承托板均通过安装杆与输送带连接,安装杆采用螺纹连接方式与转动板、承托板连接,采用插接方式与一号安装孔、二号安装孔连接,安装杆可在一号安装孔、二号安装孔内转动,安装杆靠近输送带的端部的直径大于一号安装孔、二号安装孔的直径。
12、在一种可能的实现方式中,所述的定型板竖直段侧壁上开设有排气口。
13、在一种可能的实现方式中,所述的定型板竖直段顶部设置有橡胶层。
14、从以上技术方案中可以看出,本申请至少具备以下有益效果:1.本申请通过冲压装置与输送装置的配合,在铝单板间歇移动的过程中,对其进行逐级连续冲压加工,相比于一次性冲压的方式,铝单板仅单侧受到固定,另一侧留有移动空间,能够有效防止铝单板延展过度导致的板体变薄,强度降低的问题出现,相比于现有的逐级冲压的方式,能够准确把握每次冲压时铝单板移动距离的一致性,保证了冲压精度,防止因单次移动距离不一致导致冲压位置发生偏移,影响冲压效果的问题出现。
15、2.本申请通过松紧组件与导向滑轨的配合,能够在冲压前后自动对定型板的间距进行调整,进而在冲压时配合冲压头对铝单板进行有效定型,在冲压后将铝单板松开,以便快速将加工完成的铝单板取出,在保证冲压精度的同时,缩短了取料所需花费的时间,保证了加工的高效进行。
技术特征:
1.一种铝单板加工冲压设备,包括底座(1)、u型架(2)、冲压装置(3)与输送装置(4),其特征在于,所述的底座(1)上端安装有输送装置(4),输送装置(4)上方设置有冲压装置(3),冲压装置(3)安装在底部与底座(1)固定连接的u型架(2)上;
2.如权利要求1所述的铝单板加工冲压设备,其特征在于,所述的冲压装置(3)包括液压缸(31),液压缸(31)固定安装在u型架(2)下端,液压缸(31)输出端安装有安装架(32),安装架(32)中部安装有冲压头(33),冲压头(33)下端滑动贯穿定位架(34),定位架(34)上端通过弹簧与安装架(32)连接,定位架(34)为n字型结构,定位架(34)一侧竖直段下端安装有橡胶垫,另一侧竖直端转动安装有滚柱。
3.如权利要求1所述的铝单板加工冲压设备,其特征在于,所述的带式输送机构(41)包括两个在底座(1)长度方向上相对分布的同步杆(411),同步杆(411)两端均安装有转动轮(412),在底座(1)长度方向上相对分布的转动轮(412)之间通过输送带(413)连接。
4.如权利要求3所述的铝单板加工冲压设备,其特征在于,所述的转动板(421)转动安装在两个输送带(413)之间,在重力作用下,转动板(421)与定型板(422)在输送带(413)移动过程中始终呈开口向上的u字型设置。
5.如权利要求4所述的铝单板加工冲压设备,其特征在于,所述的支撑台(43)沿底座(1)宽度方向设置的两个侧壁上均安装有两个上下对称分布的导向滑轨(431),两个导向滑轨(431)沿底座(1)长度方向设置的两端均向相互远离的方向倾斜。
6.如权利要求4所述的铝单板加工冲压设备,其特征在于,两个输送带(413)之间转动安装有与定型模具(42)相间分布的承托板(44),承托板(44)顶部与定型板(422)顶部平齐,支撑台(43)上端安装有两组在其长度方向上对称分布的支撑件,两组支撑件分别与定位架(34)的两个竖直段对应,每组支撑件由两个通过l形杆安装在支撑台(43)上的支撑块(432)组成,两个支撑块(432)在支撑台(43)宽度方向上对称分布,支撑块(432)上端转动安装有滚珠。
7.如权利要求6所述的铝单板加工冲压设备,其特征在于,所述的松紧组件(423)包括固定块(424)与连接块(425),固定块(424)通过l形杆与转动板(421)连接,连接块(425)数量为二,分别安装在两个定型板(422)水平段下端,固定块(424)上端与升降块(426)下端滑动连接,固定块(424)与升降块(426)之间连接有弹簧,固定块(424)与升降块(426)截面为相对分布的半圆形结构,升降块(426)上端安装有挤压块(427),挤压块(427)沿底座(1)长度方向设置的两侧与连接块(425)滑动连接,挤压块(427)的截面为等腰梯形,挤压块(427)与连接块(425)的配合面为斜面。
8.如权利要求6所述的铝单板加工冲压设备,其特征在于,所述的输送带(413)侧壁上均匀开设有多个一号安装孔与二号安装孔,一号安装孔与二号安装孔相间分布,一号安装孔与转动板(421)位置对应,二号安装孔与承托板(44)位置对应,转动板(421)与承托板(44)均通过安装杆(414)与输送带(413)连接;
9.如权利要求3所述的铝单板加工冲压设备,其特征在于,所述的定型板(422)竖直段侧壁上开设有排气口。
10.如权利要求1所述的铝单板加工冲压设备,其特征在于,所述的定型板(422)竖直段顶部均设置有橡胶层。
技术总结
本申请涉及铝单板冲压技术领域,具体为一种铝单板加工冲压设备,包括底座、U型架、冲压装置与输送装置,输送装置包括带式输送机构、安装在带式输送机构上的定型模具以及用于对定型模具进行承托的支撑台。本申请通过冲压装置与输送装置的配合,在铝单板间歇移动的过程中,对其进行逐级连续冲压加工,相比于一次性冲压的方式,铝单板仅单侧受到固定,另一侧留有移动空间,能够有效防止铝单板延展过度导致的板体变薄,强度降低的问题出现,相比于现有的逐级冲压的方式,能够准确把握每次冲压时铝单板移动距离的一致性,保证了冲压精度,防止因单次移动距离不一致导致冲压位置发生偏移,影响冲压效果的问题出现。
技术研发人员:张斌翔
受保护的技术使用者:山东中特新能源有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!