焊接装置和焊接方法与流程
本申请涉及锂电池制造,特别是涉及焊接装置和焊接方法。
背景技术:
1、随着新能源行业的发展,动力锂电池和储能电池得到快速发展,电池的制造过程、品质备受关注,其电池结构也在不断优化。其中转接片作为电池的重要组成部件,在盖板和极耳之间起到桥接作用。
2、在生产过程中,正、负极转接片与顶盖主要采用激光焊接工艺进行连接。由于负极转接片由铜材质构成,铜作为一种高反射材料,在激光焊接时容易反射激光,导致激光能量被屏蔽浪费,从而导致焊印缺失、虚焊等焊接不良现象,导致电芯产品良率下降。
技术实现思路
1、基于此,有必要针对转接片焊接过程中存在的虚焊问题,提供一种焊接装置。
2、一种焊接装置,所述焊接装置包括:
3、承载夹具,用于承载转接片、极耳和顶盖;
4、第一激光器,用于出射第一激光束以照射所述转接片的负极待焊接区域,以改变所述负极待焊接区域的粗糙度;
5、超声波焊接器,用于将振动能量传递至所述转接片的待焊接区域,以将所述极耳焊接于所述转接片;
6、第二激光器,用于出射第二激光束,以将顶盖焊接于所述转接片;所述第一激光器的功率小于所述第二激光器的功率。
7、在其中一个实施例中,所述第一激光器的第一激光焊接头被配置为可操作地移动至所述转接片的正极待焊接区域,并出射所述第一激光束照射所述正极待焊接区域,以改变所述正极待焊接区域的粗糙度。
8、在其中一个实施例中,所述焊接装置还包括定位夹具,所述定位夹具构造有第一开口;
9、所述定位夹具被配置为可操作地罩设于所述转接片,所述第一开口与所述转接片的待焊接区域对准,以使所述第一激光束通过所述第一开口照射于所述转接片的待焊接区域。
10、在其中一个实施例中,所述焊接装置的上料机构包括转接片上料单元,所述转接片上料单元包括转接片驱动模组和连接于所述转接片驱动模组的转接片夹持模组;所述转接片夹持模组用于夹持所述转接片,所述转接片驱动模组用于驱动所述转接片夹持模组移动至所述承载夹具的上方;和/或
11、所述上料机构还包括电芯上料单元,所述电芯上料单元包括电芯驱动模组和连接于所述电芯驱动模组的电芯夹持模组;所述电芯夹持模组用于夹持所述极耳和所述顶盖,所述电芯驱动模组用于驱动所述电芯夹持模组移动至所述承载夹具的上方。
12、在其中一个实施例中,所述焊接装置还包括夹具驱动模组和第一转盘;所述上料机构、所述第一激光器和所述超声焊接器沿所述第一转盘的周向间隔布置;
13、所述承载夹具滑动设置于所述第一转盘,且连接于所述夹具驱动模组;所述夹具驱动模组用于驱动所述承载夹具相对所述第一转盘移动。
14、在其中一个实施例中,所述焊接装置还包括第一检测模块,所述第一检测模块用于检测所述转接片的粗糙度;和/或
15、所述焊接装置还包括第二检测模块,所述第二检测模块用于检测所述转接片与所述顶盖的焊接质量。
16、在其中一个实施例中,所述焊接装置还包括贴胶机构,所述贴胶机构用于将胶膜贴覆于所述转接片和所述极耳之间的焊接区域。
17、在其中一个实施例中,所述贴胶机构包括备胶辊、拉胶组件、压紧组件和剪切组件;
18、所述备胶辊用于缠绕所述胶膜并对所述胶膜进行放料操作;所述拉胶组件用于将放出的所述胶膜拉直;所述压紧组件用于将拉直的所述胶膜压紧于所述转接片的待焊接区域;所述剪切组件用于裁切拉直后的所述胶膜。
19、一种焊接方法,包括以下步骤:
20、对转接片的负极待焊接区域进行激光照射,以进行粗糙化处理;
21、对极耳和所述转接片进行超声波焊接,以将所述极耳焊接于所述转接片上;
22、对顶盖和所述转接片进行激光照射,以将所述顶盖与所述转接片焊接。
23、在其中一个实施例中,采用第一激光器对所述转接片的负极待焊接区域进行激光照射,以进行粗糙化处理;
24、其中,所述第一激光器出射的第一激光束的照射时间为2s-4s;所述第一激光器的出光频率为50khz-150khz;所述第一激光器的功率为30w-100w。
25、上述焊接装置,包括承载夹具、第一激光器、超声波焊接器和第二激光器。承载夹具用于承载转接片、极耳和顶盖。在将转接片和极耳焊接之前,通过第一激光器照射转接片的负极待焊接区域,以对负极待焊接区域进行粗糙化处理,使得负极待焊接区域的光泽消失,使得转接片负极表面的粗糙度增加,从而对激光的反射率降低。因此在后续的焊接操作中,能够提高转接片负极对激光的吸收率,从而提高转接片和顶盖的焊接质量。
技术特征:
1.一种焊接装置,其特征在于,所述焊接装置包括:
2.根据权利要求1所述的焊接装置,其特征在于,所述第一激光器(200)的第一激光焊接头被配置为可操作地移动至所述转接片的正极待焊接区域,并出射所述第一激光束照射所述正极待焊接区域,以改变所述正极待焊接区域的粗糙度。
3.根据权利要求1所述的焊接装置,其特征在于,所述焊接装置还包括定位夹具,所述定位夹具构造有第一开口;
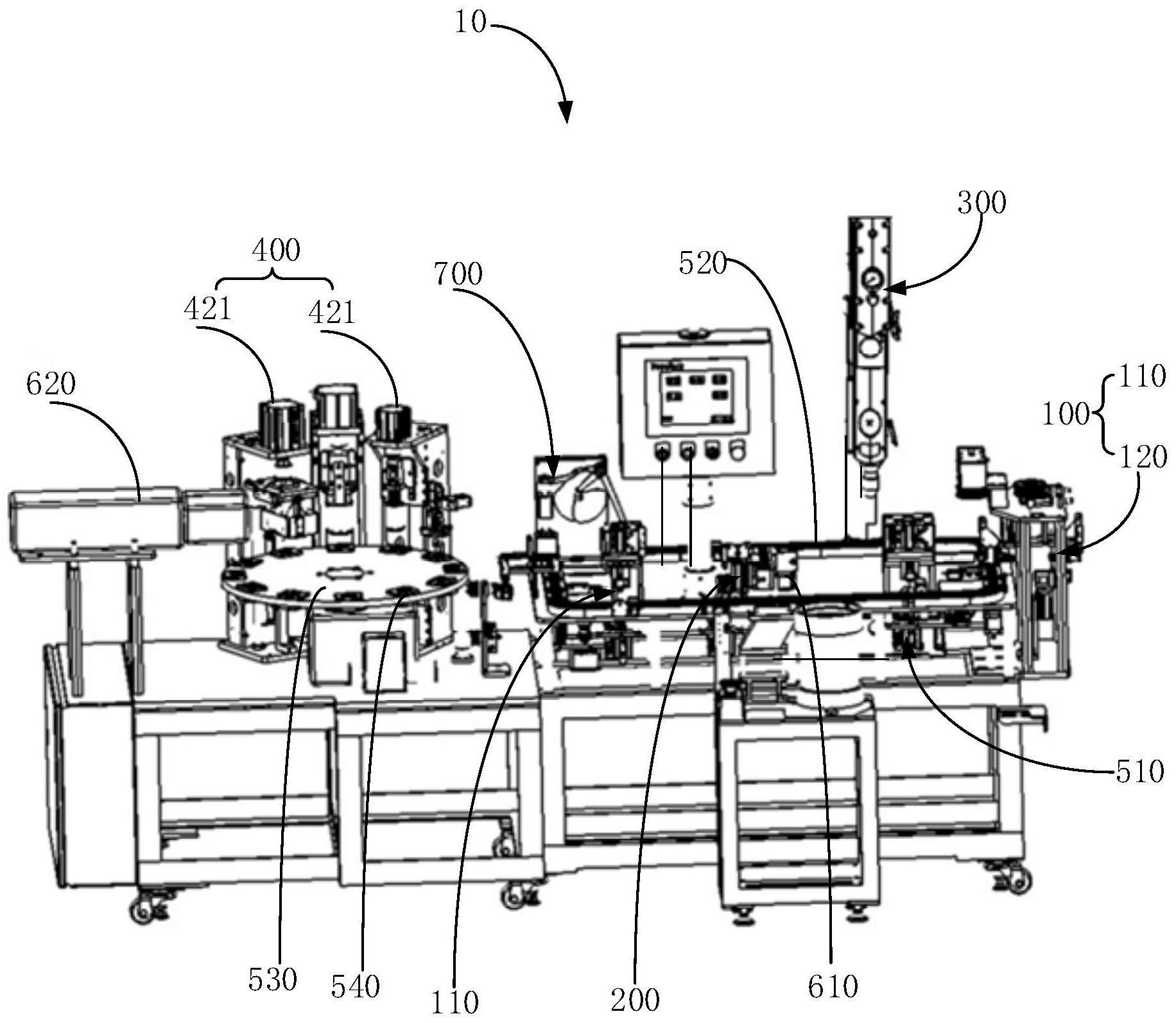
4.根据权利要求1所述的焊接装置,其特征在于,所述焊接装置的上料机构(100)包括转接片上料单元(110),所述转接片上料单元(110)包括转接片驱动模组(111)和连接于所述转接片驱动模组(111)的转接片夹持模组(112);所述转接片夹持模组(112)用于夹持所述转接片,所述转接片驱动模组(111)用于驱动所述转接片夹持模组(112)移动至所述承载夹具的上方;和/或
5.根据权利要求4所述的焊接装置,其特征在于,所述焊接装置还包括夹具驱动模组(510)和第一转盘(520);所述上料机构(100)、所述第一激光器(200)和所述超声焊接器沿所述第一转盘(520)的周向间隔布置;
6.根据权利要求1所述的焊接装置,其特征在于,所述焊接装置还包括第一检测模块(610),所述第一检测模块(610)用于检测所述转接片的粗糙度;和/或
7.根据权利要求1所述的焊接装置,其特征在于,所述焊接装置还包括贴胶机构(700),所述贴胶机构(700)用于将胶膜贴覆于所述转接片和所述极耳之间的焊接区域。
8.根据权利要求7所述的焊接装置,其特征在于,所述贴胶机构(700)包括备胶辊(710)、拉胶组件(720)、压紧组件(730)和剪切组件(740);
9.一种焊接方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的焊接方法,其特征在于,采用第一激光器(200)对所述转接片的负极待焊接区域进行激光照射,以进行粗糙化处理;
技术总结
本申请涉及一种焊接装置和焊接方法。焊接装置包括承载夹具、第一激光器、超声波焊接器和第二激光器。承载夹具用于承载转接片、极耳和顶盖。在将转接片和极耳焊接之前,通过第一激光器照射转接片的负极待焊接区域,以对负极待焊接区域进行粗糙化处理,使得负极待焊接区域的光泽消失,使得转接片负极表面的粗糙度增加,从而对激光的反射率降低。因此在后续的焊接操作中,能够提高转接片负极对激光的吸收率,从而提高转接片和顶盖的焊接质量。
技术研发人员:陈启用,胡高建,赵书田,裴文华
受保护的技术使用者:江苏天合储能有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!