定位工装及焊接产线的制作方法
本发明涉及焊接,尤其涉及一种定位工装及焊接产线。
背景技术:
1、在进行小型部件如螺柱和垫片之间的焊接过程中,一般采用焊接机器人进行焊接。在上述焊接过程中,需要利用定位装置对螺柱和垫片进行定位,但是目前的各种定位装置均会对焊接机器人的焊枪头的转动造成影响,且无法实现螺柱和垫片的快速定位和拆装,极大地影响了焊接效率。
2、因此,亟需一种定位工装及焊接产线,以解决以上问题。
技术实现思路
1、根据本发明的一个方面,目的在于提供一种定位工装,该定位工装能够对需要进行焊接连接的待焊接部件进行快速定位和拆卸,并且能够提升定位的准确性。
2、为达此目的,本发明采用以下技术方案:
3、定位工装,包括:
4、基板,所述基板设置第一放置位,所述第一放置位被配置为定位第一待焊接部件;
5、基架,所述基架安装于所述基板,所述基架设置有第二放置位,所述第二放置位对应于所述第一放置位,被配置为容置第二待焊接部件;
6、定位夹,所述定位夹环设于所述基架的一部分,能够将所述第二待焊接部件高度可调地设置于所述第二放置位中,并将所述第二待焊接部件定位于所述第一待焊接部件上。
7、作为本发明提供的定位工装的优选方案,所述基架包括基架本体和槽位板,所述槽位板固连于所述基架本体的一侧,与所述基架本体的一部分之间形成所述第二放置位,所述定位夹环设于所述槽位板和所述基架本体的一部分。
8、作为本发明提供的定位工装的优选方案,所述基架本体呈门形结构,包括第一支杆、第二支杆和连接梁,所述第一支杆固连于所述基板,并与所述第二支杆平行设置,分别连接于所述连接梁的两端;所述槽位板固连于所述第二支杆的一侧,所述第二放置位形成于所述第二支杆和所述槽位板之间,所述定位夹环设于所述槽位板和所述第二支杆。
9、作为本发明提供的定位工装的优选方案,所述第二支杆背离所述第二放置位的一侧固连有止挡桩,所述止挡桩被配置为阻挡于所述定位夹的下方。
10、作为本发明提供的定位工装的优选方案,所述第二支杆远离所述连接梁的一端与所述基板间隔设置,所述基板对应所述第二支杆的位置设置有定位组件,所述定位组件的侧部与所述基板之间形成所述第一放置位。
11、作为本发明提供的定位工装的优选方案,所述定位组件呈l形结构,于所述第一放置位的内角处开设避让槽,所述第一待焊接部件的顶角能够容置于所述避让槽中。
12、作为本发明提供的定位工装的优选方案,所述定位夹具有弹性,所述定位夹具有开口,所述第二待焊接部件能够自所述开口进入所述定位夹内。
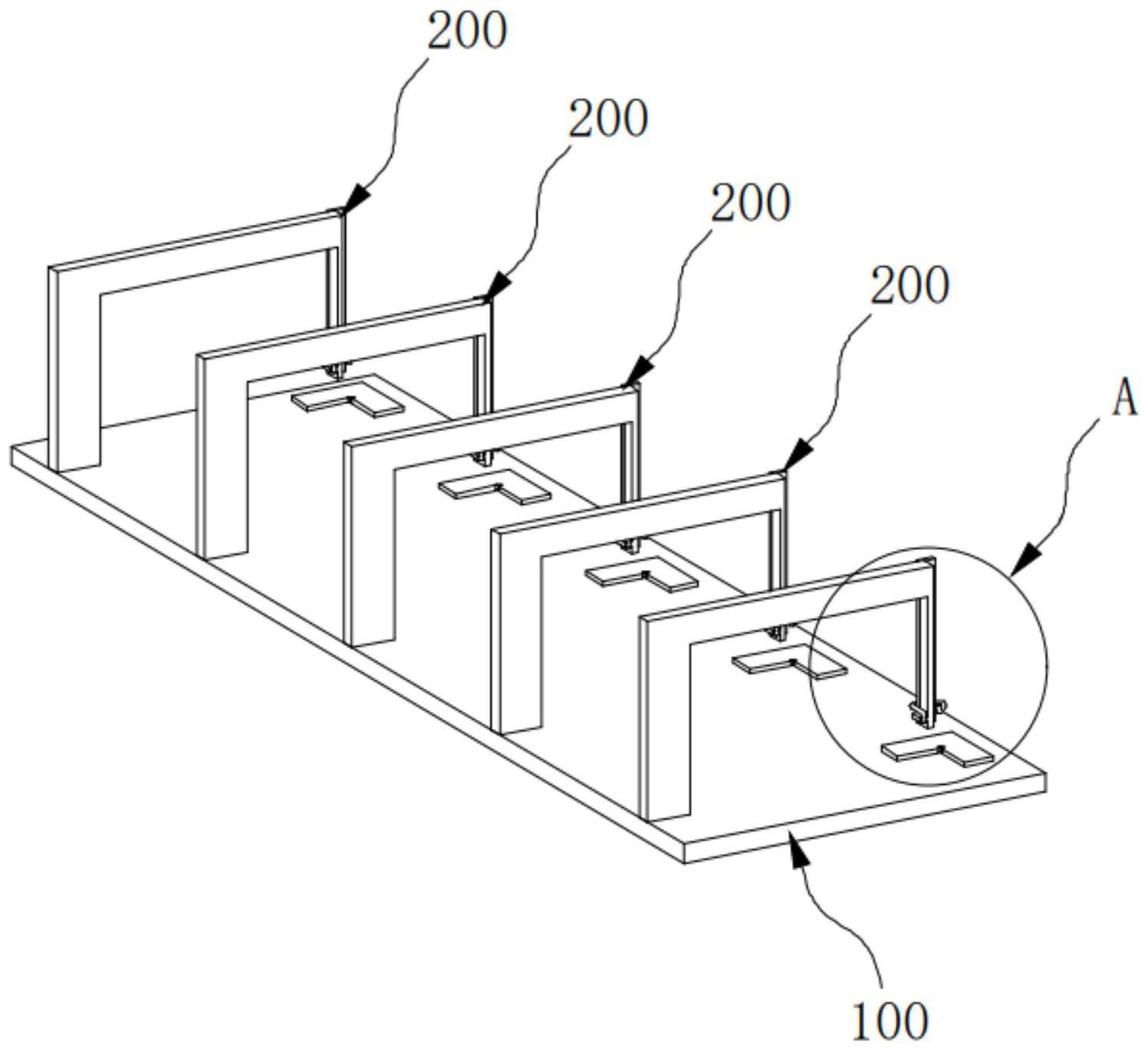
13、作为本发明提供的定位工装的优选方案,沿所述基板的长度方向间隔布置有多个基架,所述基板上设置多个所述第一放置位,多个所述第一放置位分别一一对应于多个所述第二放置位。
14、根据本发明的另一个方面,目的在于提供一种焊接产线,所述焊接产线包括焊接机器人和如上述方案任一项所述的定位工装,所述定位工装被配置为定位所述第一待焊接部件和所述第二待焊接部件,所述焊接机器人能够对所述第一待焊接部件和所述第二待焊接部件进行焊接。
15、作为本发明提供的焊接产线的优选方案,所述定位工装为多个,多个所述定位工装以所述焊接机器人为中心均布于所述焊接机器人的侧部。
16、本发明的有益效果:
17、本发明提供的定位工装包括基板、基架以及定位夹。该基板设置第一放置位,该第一放置位被配置为定位第一待焊接部件。该基架安装于该基板,该基架设置有第二放置位,该第二放置位对应于该第一放置位,被配置为容置第二待焊接部件。也就是说,通过基板为第一待焊接部件提供定位,通过基架为第二待焊接部件提供定位,通过上述方式保证第一待焊接部件和第二待焊接部件的精准定位,提升后续焊接过程的准确性。该定位夹环设于该基架的一部分,能够将该第二待焊接部件高度可调地设置于该第二放置位中,并将该第二待焊接部件定位于该第一待焊接部件上。也就是说,通过该定位夹,能够将第二待焊接部件稳定地并且可拆卸地固定在基架上进一步提升定位的准确性,并且在第一待焊接部件和第二待焊接部件焊接完成后,能够快速拆卸。
技术特征:
1.定位工装,其特征在于,包括:
2.根据权利要求1所述的定位工装,其特征在于,所述基架(200)包括基架本体(210)和槽位板(220),所述槽位板(220)固连于所述基架本体(210)的一侧,与所述基架本体(210)的一部分之间形成所述第二放置位,所述定位夹(300)环设于所述槽位板(220)和所述基架本体(210)的一部分。
3.根据权利要求2所述的定位工装,其特征在于,所述基架本体(210)呈门形结构,包括第一支杆(211)、第二支杆(212)和连接梁(213),所述第一支杆(211)固连于所述基板(100),并与所述第二支杆(212)平行设置,分别连接于所述连接梁(213)的两端;所述槽位板(220)固连于所述第二支杆(212)的一侧,所述第二放置位形成于所述第二支杆(212)和所述槽位板(220)之间,所述定位夹(300)环设于所述槽位板(220)和所述第二支杆(212)。
4.根据权利要求3所述的定位工装,其特征在于,所述第二支杆(212)背离所述第二放置位的一侧固连有止挡桩(214),所述止挡桩(214)被配置为阻挡于所述定位夹(300)的下方。
5.根据权利要求3所述的定位工装,其特征在于,所述第二支杆(212)远离所述连接梁(213)的一端与所述基板(100)间隔设置,所述基板(100)对应所述第二支杆(212)的位置设置有定位组件(110),所述定位组件(110)的侧部与所述基板(100)之间形成所述第一放置位。
6.根据权利要求5所述的定位工装,其特征在于,所述定位组件(110)呈l形结构,于所述第一放置位的内角处开设避让槽(111),所述第一待焊接部件(10)的顶角能够容置于所述避让槽(111)中。
7.根据权利要求1所述的定位工装,其特征在于,所述定位夹(300)具有弹性,所述定位夹(300)具有开口,所述第二待焊接部件(20)能够自所述开口进入所述定位夹(300)内。
8.根据权利要求1-7任一项所述的定位工装,其特征在于,沿所述基板(100)的长度方向间隔布置有多个所述基架(200),所述基板(100)上设置多个所述第一放置位,多个所述第一放置位分别一一对应于多个所述第二放置位。
9.焊接产线,其特征在于,所述焊接产线包括焊接机器人(1)和如权利要求1-8任一项所述的定位工装,所述定位工装被配置为定位所述第一待焊接部件(10)和所述第二待焊接部件(20),所述焊接机器人(1)能够对所述第一待焊接部件(10)和所述第二待焊接部件(20)进行焊接。
10.根据权利要求9所述的焊接产线,其特征在于,所述定位工装为多个,多个所述定位工装以所述焊接机器人(1)为中心均布于所述焊接机器人(1)的侧部。
技术总结
本发明属于焊接技术领域,公开了一种定位工装及焊接产线。该定位工装包括基板、基架以及定位夹。该基板设置第一放置位,该第一放置位被配置为定位第一待焊接部件;该基架安装于该基板,该基架设置有第二放置位,该第二放置位对应于该第一放置位,被配置为容置第二待焊接部件;该定位夹环设于该基架的一部分,能够将该第二待焊接部件高度可调地设置于该第二放置位中,并将该第二待焊接部件定位于该第一待焊接部件上。该定位工装能够对需要进行焊接连接的待焊接部件进行快速定位和拆卸,并且能够提升定位的准确性。
技术研发人员:刘刚强,陈俊军,钱瑜君,钟山,涂伟
受保护的技术使用者:中山广船国际船舶及海洋工程有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!